电阻焊接方法与流程
本发明涉及电阻焊接方法,特别涉及将由非铁金属构成的部件和由铁类金属构成的部件的不同种金属彼此接合的电阻焊接方法。
背景技术:
1、铝、镁等的非铁金属与铁类金属的接合难以通过以往使用的点焊接直接接合,一般使用spr(self-piercing riveted)等的利用基于铆钉的机械紧固来进行接合的方法。近年来,提出了将非铁金属的一部分借助带凸缘的钢制铆钉(以下称作“元件”)置换为铁类金属、通过将元件与铁类金属电阻焊接而间接地将不同种金属彼此接合的方法。特别是,从生产性的观点出发,在一个工序中进行基于元件的置换和与铁类金属的接合的方法受到关注。
2、作为在一个工序中进行基于元件的置换和与铁类金属的接合的方法,例如在专利文献1中公开了以下的不同种接合部件的制造方法:使具有头部、一端部与头部连结的轴部、形成在头部的轴部侧的面的槽部的铆钉(相当于上述“元件”)一边加压通电一边从第1部件突出,一边使加热软化或熔化后的第1部件流入到槽部,一边将轴部插入到第1部件而将铆钉与第2部件接合。而且,认为根据该制造方法,能够抑制熔化的第1部件流出到铆钉的周围、抑制毛刺的产生。
3、此外,在专利文献2中,公开了以下的不同材料接合方法,在第2部件上叠合第1部件,在第1部件上设置铆钉,用电极片对铆钉及第2部件加压及通电,在第一工序中通过电阻发热使铆钉向第1部件贯入,在第二工序中在铆钉-第2部件间形成熔融部。而且,认为根据该接合方法,能够防止在接合时由于喷吹气体而熔融金属从铆钉排出。
4、进而,在专利文献3中,公开了以下的接合方法:不加热,利用设为比焊接时的第2压力大的压力的第1压力,从由与钢材不同的材料构成的第2零件的表面侧将按钮零件(相当于上述“元件”)推入后,设为第2压力,通过电阻点焊接将贯通的按钮零件的尖端部和由钢材构成的第1零件焊接。而且,认为根据该接合方法,能够不导致成本的上升,能够将铝材料等的不同种金属材料的构造体相对于由钢材构成的构造体以更高的强度接合。
5、现有技术文献
6、专利文献
7、专利文献1:日本特开2018-43258号公报
8、专利文献2:日本特开2020-69499号公报
9、专利文献3:日本特开2018-61968号公报。
技术实现思路
1、发明要解决的课题
2、但是,本发明人研究的结果可知,在上述专利文献1~3所示那样的以往的方法中,在元件及铁类金属间难以形成希望的(即高强度的)熔融部,另一方面,为了形成希望的熔融部而需要大量热输入的通电,在此情况下有可能较多发生焊接不良。
3、具体而言,例如在专利文献1及2中公开的不同种接合方法是通过在加热软化或熔化的第1部件内插入具有槽部的铆钉,一边使加热软化或熔化后的第1部件流入到该槽部一边将该轴部插入到第1部件,将铆钉与第2部件点焊接的方法,但可知,由于加热软化或熔化后的第1部件流入到该槽部,铆钉被向上方推起,由此可能阻碍在铆钉与第2部件处形成希望的熔融部。
4、此外,在专利文献3中公开的接合方法是在不加热的状态下从由与钢材不同的材料构成的第2零件的表面侧将按钮零件强制地推入的方法,所以可知,由于按钮零件的周围的第2零件向上方翘曲,在焊接时按钮零件容易被向上方推起,也有可能阻碍在按钮零件与第1零件处形成希望的熔融部。
5、本发明是鉴于前述的课题而做出的,其目的是提供一种电阻焊接方法,在由铁类金属构成的元件与由铁类金属构成的部件之间、在比较而言抑制了热输入量的通电条件下形成希望的熔融部、能够防止焊接不良。
6、用来解决课题的手段
7、因而,本发明的上述目的利用有关电阻焊接方法的下述[1]或[2]的结构达成。
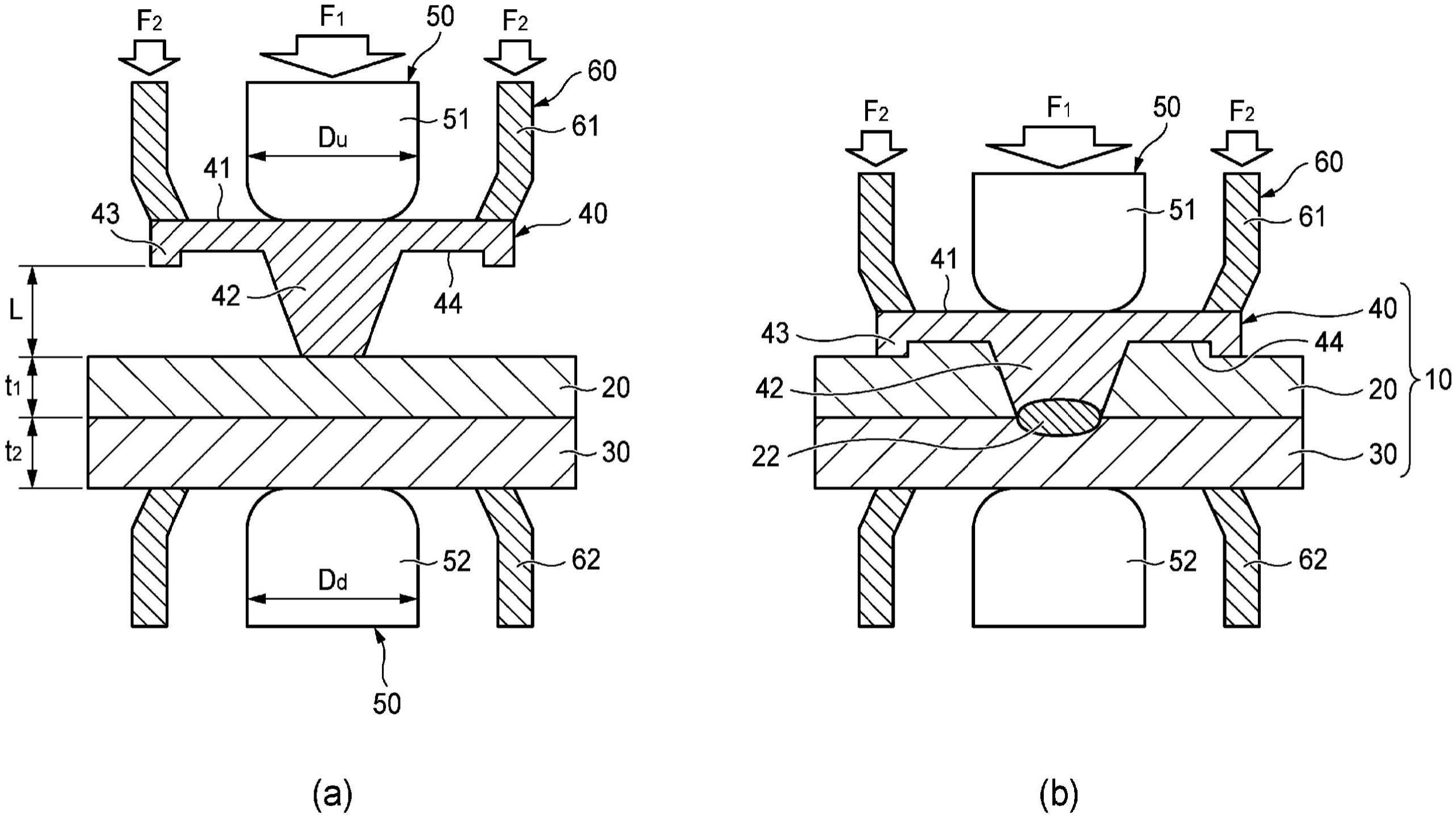
8、[1]一种电阻焊接方法,使用具有头部及轴部且由铁类金属构成的元件,将由非铁金属构成的第1部件和由铁类金属构成的第2部件接合,其特征在于,具备:使前述轴部与前述第1部件抵接,以前述元件、前述第1部件、前述第2部件的顺序进行叠合的工序;由一对电极将前述元件、前述第1部件及前述第2部件夹持并加压,并且由配置在前述一对电极中的至少距前述元件较近侧的电极的周围的外部加压夹具将前述元件及前述第1部件中的至少一方加压的工序;以及一边维持由前述一对电极及前述外部加压夹具进行的加压,一边通过前述一对电极的通电使前述第1部件熔融,进而使前述元件贯通于前述第1部件,将前述元件及前述第2部件焊接的工序。
9、[2]一种电阻焊接方法,使用具有头部及轴部且由铁类金属构成的元件,将由非铁金属构成的第1部件、由铁类金属构成的第2部件和由铁类金属构成的第3部件接合,其特征在于,具备:使前述轴部与前述第1部件抵接,以前述元件、前述第1部件、前述第2部件、前述第3部件的顺序进行叠合的工序;由一对电极将前述元件、前述第1部件、前述第2部件及前述第3部件夹持并加压,并且由配置在前述一对电极中的至少距前述元件较近侧的电极的周围的外部加压夹具将前述元件及前述第1部件中的至少一方加压的工序;以及一边维持由前述一对电极及前述外部加压夹具进行的加压,一边通过前述一对电极的通电使前述第1部件熔融,进而使前述元件贯通于前述第1部件,将前述元件、前述第2部件及前述第3部件焊接的工序。
10、发明效果
11、根据本发明的电阻焊接方法,由配置在电极的周围的外部加压夹具在焊接时将元件或/及由非铁金属构成的部件的至少一方加压,从而抑制在焊接时熔融的由非铁金属构成的部件将元件推起,所以在由铁类金属构成的元件与由铁类金属构成的部件之间,能够在比较而言抑制了热输入量的通电条件下形成希望的熔融部而防止焊接不良。
技术特征:
1.一种电阻焊接方法,使用具有头部及轴部且由铁类金属构成的元件,将由非铁金属构成的第1部件和由铁类金属构成的第2部件接合,其特征在于,
2.如权利要求1所述的电阻焊接方法,其特征在于,
3.如权利要求1或2所述的电阻焊接方法,其特征在于,
4.如权利要求1或2所述的电阻焊接方法,其特征在于,
5.如权利要求3所述的电阻焊接方法,其特征在于,
6.如权利要求1或2所述的电阻焊接方法,其特征在于,
7.如权利要求3所述的电阻焊接方法,其特征在于,
8.如权利要求4所述的电阻焊接方法,其特征在于,
9.如权利要求5所述的电阻焊接方法,其特征在于,
10.一种电阻焊接方法,使用具有头部及轴部且由铁类金属构成的元件,将由非铁金属构成的第1部件、由铁类金属构成的第2部件和由铁类金属构成的第3部件接合,其特征在于,
11.如权利要求10所述的电阻焊接方法,其特征在于,
12.如权利要求10或11所述的电阻焊接方法,其特征在于,
13.如权利要求10或11所述的电阻焊接方法,其特征在于,
14.如权利要求12所述的电阻焊接方法,其特征在于,
15.如权利要求10或11所述的电阻焊接方法,其特征在于,
16.如权利要求12所述的电阻焊接方法,其特征在于,
17.如权利要求13所述的电阻焊接方法,其特征在于,
18.如权利要求14所述的电阻焊接方法,其特征在于,
技术总结
提供一种能够在比较而言抑制了热输入量的通电条件下形成希望的熔融部而防止焊接不良的电阻焊接方法。将由非铁金属构成的第1部件(20)和由铁类金属构成的第2部件(30)接合的电阻焊接方法具备:使由铁类金属构成的元件(40)的轴部(42)与第1部件(20)抵接,以元件(40)、第1部件(20)、第2部件(30)的顺序进行叠合的工序;由一对电极(50)将元件(40)、第1部件(20)及第2部件(30)夹持并加压,并且由配置在电极(50)的周围的外部加压夹具(60)将元件(40)及第1部件(20)中的至少一方加压的工序;以及一边维持由一对电极(50)及外部加压夹具(60)进行的加压,一边借助一对电极(50)的通电使第1部件(20)熔融,进而使元件(40)贯通于第1部件(20),将元件(40)及第2部件(30)焊接的工序。
技术研发人员:前田恭兵,铃木励一
受保护的技术使用者:株式会社神户制钢所
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!