焊接控制方法、焊接控制装置、焊接电源、焊接系统、程序、焊接方法以及附加制造方法与流程
本发明涉及焊丝的进给交替地周期性重复进行正向进给和反向进给的电弧焊接方式中的、焊接控制方法、焊接控制装置、焊接电源、焊接系统、程序、焊接方法以及附加制造方法。
背景技术:
1、在钢架、工程机械等行业中主要的厚板的焊接中,要求确保一定的熔深深度。此外,在汽车等行业中应用的镀锌钢板的焊接中,要求防止气孔缺陷。这样的熔深深度的确保、气孔缺陷的防止能够通过增大电弧的热能来解决。因此,一直以来,进行采用了使用二氧化碳等电位梯度高的保护气体来提高电弧的电流密度、或者提高焊接电流本身这样的应对的、气体金属电弧焊接(gmaw:gas-shielded metal arc welding)。然而,电位梯度高的保护气体的应用、高焊接电流的应用成为溅射增加的要因,主要以溅射为主要原因的焊接操作性的降低成为问题。
2、针对上述问题,在专利文献1中公开了如下内容:在通过将作为自耗电极的焊丝(以下,也称为“丝”。)的进给交替地周期性重复进行正向进给和反向进给而进行电弧焊接的情况下,以即使在丝中流过大电流也能够抑制溅射的产生为课题,在丝的前端伴随被正向进给的期间和反向进给的期间的周期性的切换而向母材进给的情况下,通过使用根据周期性变动的丝的前端位置使焊接电流变化的控制单元,在成为能够以高的热输入进行高效的焊接的高电流域、即成为短路过渡以外的过渡形态的电流域的情况下也能够实现溅射的减少。
3、在先技术文献
4、专利文献
5、专利文献1:日本特开2020-49506号公报
技术实现思路
1、-发明所要解决的课题-
2、如上所述,在专利文献1中,公开了能够在能以高的热输入高效地进行焊接的高电流域中实现溅射的减少的方法,但没有特别提及熔深深度。即,在专利文献1中没有任何提及能够确保稳定的熔深深度、防止气孔缺陷的效果。
3、专利文献1在周期性重复进行正向进给和反向进给的电弧焊接方式中,与以往的短路过渡方式不同,进行控制以使得不进行短路,但由于工件条件、焊接姿态这样的施工条件的不同、焊接中的干扰,会在焊接控制中产生短路、熔滴的脱离定时错开,从而有可能得不到稳定的熔深深度、溅射的产生量增加。因此,根据怎样的焊接环境,都要求能够得到兼顾稳定的熔深深度和溅射减少效果的、精度更高的焊接控制。
4、本发明是鉴于上述课题而完成的,其目的在于提供焊接控制方法、焊接控制装置、焊接电源、焊接系统、程序、焊接方法以及附加制造方法,在焊丝的进给交替地周期性重复进行正向进给和反向进给的电弧焊接方式中,能够兼顾稳定的熔深深度和溅射的减少。
5、-用于解决课题的手段-
6、因此,本发明的上述目的通过焊接控制方法所涉及的下述[1]的结构来实现。
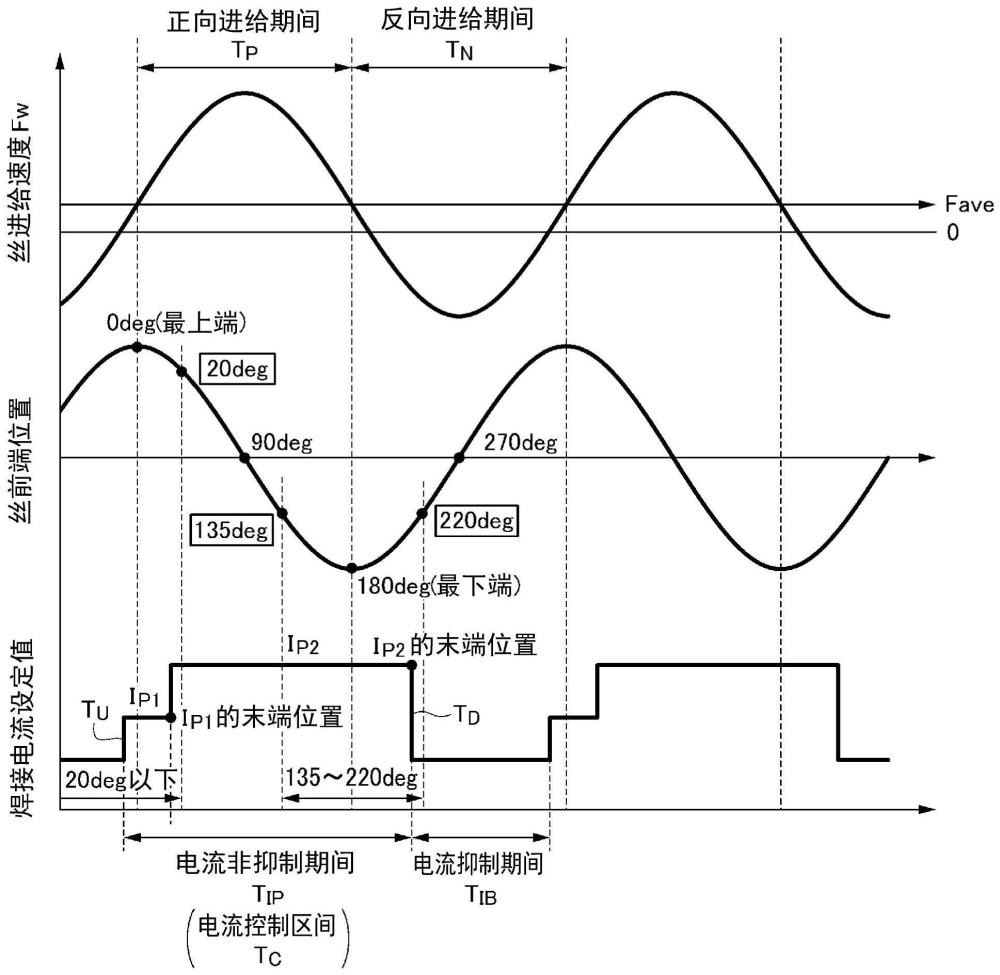
7、[1]一种焊接控制方法,在对焊丝供给焊接电流的气体金属电弧焊接中,一边控制所述焊丝的进给速度,以使得所述焊丝的前端伴随从最远离母材的位置即最上端向最接近所述母材的位置即最下端移动的期间即正向进给期间tp、和从所述最下端向所述最上端移动的期间即反向进给期间tn的周期性的切换的同时,向所述母材进给,一边至少基于所述焊丝的前端位置或者所述焊丝的进给速度信号,将所述焊接电流切换为电流非抑制期间tip或者电流抑制期间tib进行控制,所述焊接控制方法如下那样进行控制:将使所述正向进给期间tp和所述反向进给期间tn合起来的期间设为一个周期,将其频率f设为50~150hz,将所述电流非抑制期间tip的平均电流ip-ave与所述电流抑制期间tib的平均电流ib-ave的关系设为0.65≤ip-ave/(ip-ave+ib-ave)≤0.90,将所述最上端以及所述最下端间的所述焊丝的前端位置的变化幅度即波高wh相对于所述焊丝的嘴-母材间距离设为14~35%,将任意的所述电流非抑制期间tip与紧接其后的所述电流抑制期间tib的关系设为0.30≤tib/(tip+tib)≤0.60,将所述正向进给期间tp与所述反向进给期间tn的关系设为0.40≤tn/(tp+tn)≤0.70,并且,将所述电流非抑制期间tip、所述电流抑制期间tib、所述正向进给期间tp以及所述反向进给期间tn的关系设为{tn/(tp+tn)}>{tib/(tip+tib)},并且,所述电流非抑制期间tip占据所述正向进给期间tp的2/3以上的期间。
8、此外,本发明的上述目的通过焊接控制装置所涉及的下述[2]的结构来实现。
9、[2]一种焊接控制装置,在对焊丝供给焊接电流的气体金属电弧焊接中,一边控制所述焊丝的进给速度,以使得所述焊丝的前端伴随从最远离母材的位置即最上端向最接近所述母材的位置即最下端移动的期间即正向进给期间tp、和从所述最下端向所述最上端移动的期间即反向进给期间tn的周期性的切换的同时,向所述母材进给,一边至少基于所述焊丝的前端位置或者所述焊丝的进给速度信号,将所述焊接电流切换为电流非抑制期间tip或者电流抑制期间tib进行控制,所述焊接控制装置具有如下那样进行控制的功能:将使所述正向进给期间tp和所述反向进给期间tn合起来的期间设为一个周期,将其频率f设为50~150hz,将所述电流非抑制期间tip的平均电流ip-ave与所述电流抑制期间tib的平均电流ib-ave的关系设为0.65≤ip-ave/(ip-ave+ib-ave)≤0.90,将所述最上端以及所述最下端间的所述焊丝的前端位置的变化幅度即波高wh相对于所述焊丝的嘴-母材间距离设为14~35%,将任意的所述电流非抑制期间tip与紧接其后的所述电流抑制期间tib的关系设为0.30≤tib/(tip+tib)≤0.60,将所述正向进给期间tp与所述反向进给期间tn的关系设为0.40≤tn/(tp+tn)≤0.70,并且,将所述电流非抑制期间tip、所述电流抑制期间tib、所述正向进给期间tp以及所述反向进给期间tn的关系设为{tn/(tp+tn)}>{tib/(tip+tib)},并且,所述电流非抑制期间tip占据所述正向进给期间tp的2/3以上的期间。
10、此外,本发明的上述目的通过焊接电源所涉及的下述[3]的结构来实现。
11、[3]具备[2]所述的焊接控制装置的焊接电源。
12、此外,本发明的上述目的通过焊接系统所涉及的下述[4]的结构来实现。
13、[4]一种焊接系统,具备[2]所述的焊接控制装置或者[3]所述的焊接电源。
14、此外,本发明的上述目的通过程序所涉及的下述[5]的结构来实现。
15、[5]一种程序,使至少具备焊接控制装置的焊接系统的计算机执行功能,在对焊丝供给焊接电流的气体金属电弧焊接中,所述焊接控制装置一边控制所述焊丝的进给速度,以使得所述焊丝的前端伴随从最远离母材的位置即最上端向最接近所述母材的位置即最下端移动的期间即正向进给期间tp、和从所述最下端向所述最上端移动的期间即反向进给期间tn的周期性的切换的同时,向所述母材进给,一边至少基于所述焊丝的前端位置或者所述焊丝的进给速度信号,将所述焊接电流切换为电流非抑制期间tip或者电流抑制期间tib进行控制,在所述功能中,所述焊接控制装置如下那样进行控制:将使所述正向进给期间tp和所述反向进给期间tn合起来的期间设为一个周期,将其频率f设为50~150hz,将所述电流非抑制期间tip的平均电流ip-ave与所述电流抑制期间tib的平均电流ib-ave的关系设为0.65≤ip-ave/(ip-ave+ib-ave)≤0.90,将所述最上端以及所述最下端间的所述焊丝的前端位置的变化幅度即波高wh相对于所述焊丝的嘴-母材间距离设为14~35%,将任意的所述电流非抑制期间tip与紧接其后的所述电流抑制期间tib的关系设为0.30≤tib/(tip+tib)≤0.60,将所述正向进给期间tp与所述反向进给期间tn的关系设为0.40≤tn/(tp+tn)≤0.70,并且,将所述电流非抑制期间tip、所述电流抑制期间tib、所述正向进给期间tp以及所述反向进给期间tn的关系设为{tn/(tp+tn)}>{tib/(tip+tib)},并且,所述电流非抑制期间tip占据所述正向进给期间tp的2/3以上的期间。
16、此外,本发明的上述目的通过焊接方法所涉及的下述[6]的结构来实现。
17、[6]一种焊接方法,进行焊接控制的同时,进行所述气体金属电弧焊接,在对焊丝供给焊接电流的气体金属电弧焊接中,所述焊接控制一边控制所述焊丝的进给速度,以使得所述焊丝的前端伴随从最远离母材的位置即最上端向最接近所述母材的位置即最下端移动的期间即正向进给期间tp、和从所述最下端向所述最上端移动的期间即反向进给期间tn的周期性的切换的同时,向所述母材进给,一边至少基于所述焊丝的前端位置或者所述焊丝的进给速度信号,将所述焊接电流切换为电流非抑制期间tip或者电流抑制期间tib进行控制,如下那样进行所述焊接控制:将使所述正向进给期间tp和所述反向进给期间tn合起来的期间设为一个周期,将其频率f设为50~150hz,将所述电流非抑制期间tip的平均电流ip-ave与所述电流抑制期间tib的平均电流ib-ave的关系设为0.65≤ip-ave/(ip-ave+ib-ave)≤0.90,将所述最上端以及所述最下端间的所述焊丝的前端位置的变化幅度即波高wh相对于所述焊丝的嘴-母材间距离设为14~35%,将任意的所述电流非抑制期间tip与紧接其后的所述电流抑制期间tib的关系设为0.30≤tib/(tip+tib)≤0.60,将所述正向进给期间tp与所述反向进给期间tn的关系设为0.40≤tn/(tp+tn)≤0.70,并且,将所述电流非抑制期间tip、所述电流抑制期间tib、所述正向进给期间tp以及所述反向进给期间tn的关系设为{tn/(tp+tn)}>{tib/(tip+tib)},并且,所述电流非抑制期间tip占据所述正向进给期间tp的2/3以上的期间。
18、此外,本发明的上述目的通过附加制造方法所涉及的下述[7]的结构来实现。
19、[7]一种附加制造方法,进行焊接控制的同时,进行所述附加制造,在应用了向焊丝供给焊接电流的气体金属电弧焊接的所述附加制造中,所述焊接控制一边控制所述焊丝的进给速度,以使得所述焊丝的前端伴随从最远离母材的位置即最上端向最接近所述母材的位置即最下端移动的期间即正向进给期间tp、和从所述最下端向所述最上端移动的期间即反向进给期间tn的周期性的切的同时,向所述母材进给,一边至少基于所述焊丝的前端位置或者所述焊丝的进给速度信号,将所述焊接电流切换为电流非抑制期间tip或者电流抑制期间tib进行控制,如下那样进行所述焊接控制:将使所述正向进给期间tp和所述反向进给期间tn合起来的期间设为一个周期,将其频率f设为50~150hz,将所述电流非抑制期间tip的平均电流ip-ave与所述电流抑制期间tib的平均电流ib-ave的关系设为0.65≤ip-ave/(ip-ave+ib-ave)≤0.90,将所述最上端以及所述最下端间的所述焊丝的前端位置的变化幅度即波高wh相对于所述焊丝的嘴-母材间距离设为14~35%,将任意的所述电流非抑制期间tip与紧接其后的所述电流抑制期间tib的关系设为0.30≤tib/(tip+tib)≤0.60,将所述正向进给期间tp与所述反向进给期间tn的关系设为0.40≤tn/(tp+tn)≤0.70,并且,将所述电流非抑制期间tip、所述电流抑制期间tib、所述正向进给期间tp以及所述反向进给期间tn的关系设为{tn/(tp+tn)}>{tib/(tip+tib)},并且,所述电流非抑制期间tip占据所述正向进给期间tp的2/3以上的期间。
20、-发明效果-
21、根据本发明的焊接控制方法、焊接控制装置、焊接电源、焊接系统、程序、焊接方法以及附加制造方法,在焊丝的进给交替地周期性重复进行正向进给和反向进给的电弧焊接方式中,能够兼顾稳定的熔深深度和溅射的减少。
- 还没有人留言评论。精彩留言会获得点赞!