一种静环批量加工方法与流程
本发明涉及一种零件加工方法,属于机械制造领域,尤其涉及一种静环批量加工方法。
背景技术:
1、静环是舵机上重要的部件,与动环配合起到转舵的作用,其具有内圆弧面和外圆弧面,内圆弧面上有密封槽,两侧为斜面,中间有三个销孔,与箱体配铰,用以稳固和定位,在外圆弧面有若干个螺栓孔安装固定静环,在侧面有单向阀孔和油孔,在顶部端面有吊装孔;静环通常是多个组合使用,组合后具有共同的内、外弧面需保证同心,因此,其加工技术要求较高。
2、申请号为202210001206.0,申请日为2020年1月4日的发明申请公开了一种两半式薄壁零件(静叶)组合加工方法,其组合加工方法如下:将两半静叶组装在静环上;在组装完成的所述静叶和所述静环圆周上销孔;对组装完成的所述静叶和所述静环的沉台、外圆斜面、端面和梳齿气封槽进行精车加工;测量加工后的所述静叶和所述静环精度,得到合格的所述静叶和所述静环;在合格的所述静环上钻取螺纹孔;将合格的所述静叶和钻孔完成的所述静环上的毛刺去除。
3、其加工过程中,存在以下的缺陷:由于静环的两侧面、密封槽、孔洞之间存在角度关系,需要借助辅助工装频繁调整校正,反复调整既无法保证精度,也影响加工效率,而且静环的内外弧面装配后需保证同心,难以保证加工精度。
4、公开该背景技术部分的信息仅仅旨在增加对本技术的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现思路
1、本发明的目的是克服现有技术中存在的加工精度较低,而且加工效率较低的缺陷与问题,提供一种加工精度较高,而且加工效率较高的一种静环批量加工方法。
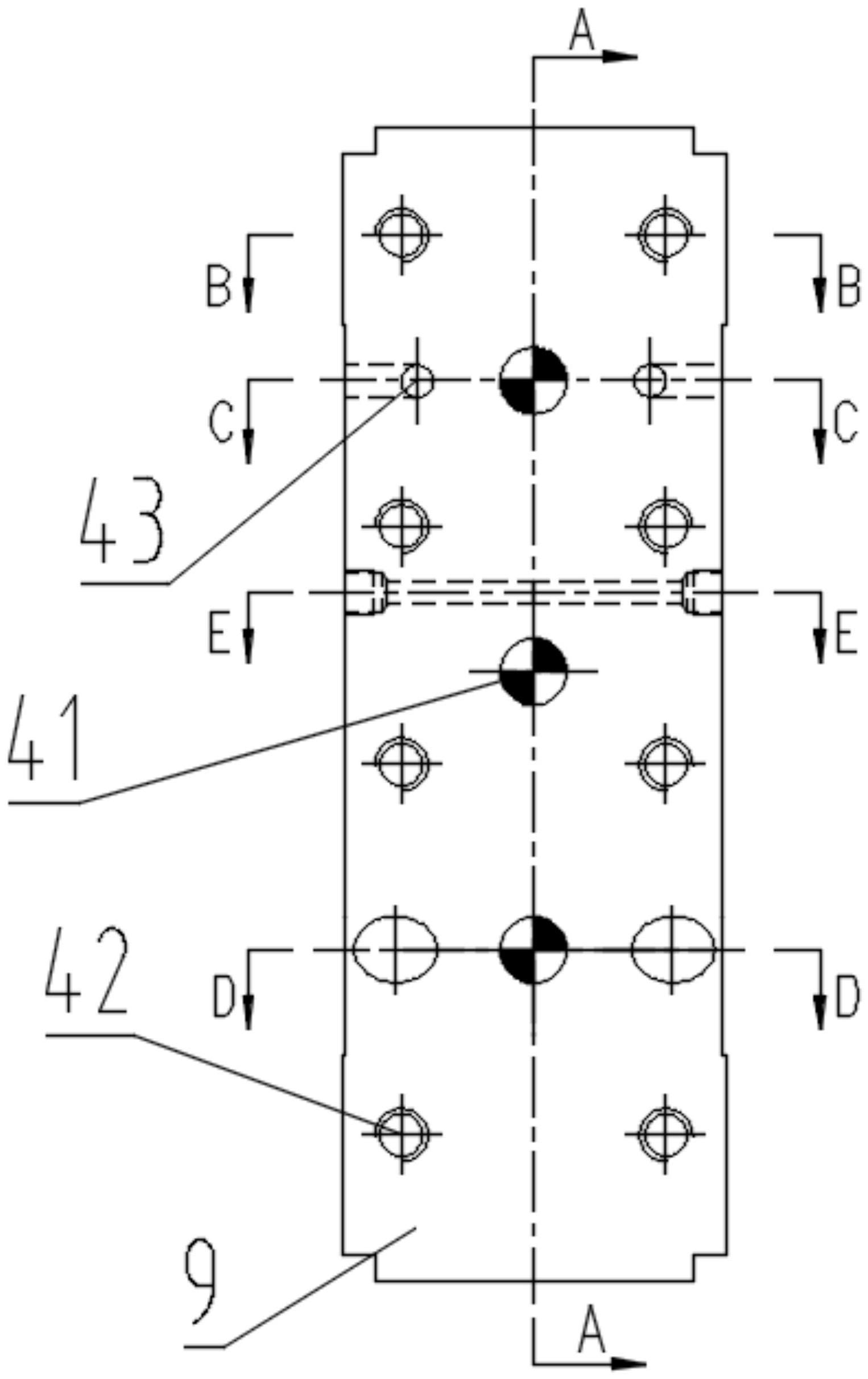
2、为实现以上目的,本发明的技术解决方案是:一种静环批量加工方法,所述静环为梯形条状,其顶面开设有若干条密封槽,两侧分别开设有若干单向阀安装孔、外圆弧孔、油孔与通油孔,其底面开设有若干销孔、螺纹沉孔与外圆油孔;所述加工方法包括以下步骤:
3、步骤一、首先预加工条型毛坯的a面与c面,直至a面与c面之间的夹角j1达到预设值,然后预加工条型毛坯的f面与e面,保留加工余量,获得预工毛坯,最后以同样的方式加工出多个预工毛坯;
4、步骤二、将多个预工毛坯卡接于环形工装上,此时预工毛坯的f面或e面与环形工装相接触,且预工毛坯的b面中心朝向环形工装的轴心;
5、步骤三、铣削多个预工毛坯的b面与d面,直至预工毛坯的b面与d面满足加工要求,获得多个弧面毛坯;
6、步骤四、依次在多个弧面毛坯的d面加工若干销孔、螺纹沉孔与外圆油孔,获得多个带孔毛坯;
7、步骤五、将多个带孔毛坯从环形工装上取下,然后将单个带孔毛坯安装于镗孔工装上,此时带孔毛坯的d面与镗孔工装相接触;
8、步骤六、首先精铣带孔毛坯的a面与c面,直至满足成型要求;然后在带孔毛坯的b面加工若干密封槽,并在密封槽内加工槽内通油孔,获得带槽毛坯;
9、步骤七、调整带槽毛坯,在带槽毛坯的a面与c面分别加工单向阀安装孔、外圆弧孔、油孔与通油孔,获得油孔毛坯;
10、步骤八、分别在油孔毛坯的e面与f面的两端铣削开槽;然后在油孔毛坯的e面铣削吊装孔与端面小孔,完成单个静环的加工;最后重复步骤五至步骤八,依次对单个带孔毛坯进行加工,直至完成静环的批量加工。
11、所述步骤一中,所述条型毛坯的a面与c面之间的夹角j1为47°。
12、所述步骤二中,所述将多个预工毛坯卡接于环形工装上,包括以下任意一种方式:
13、第一种:所述环形工装为下环工装,其顶面开设有多个卡槽,所述卡槽的夹角j2与夹角j1一致;所述多个预工毛坯分别卡接于多个卡槽内;
14、第二种:所述环形工装包括上环工装与下环工装,所述上环工装的底面与下环工装的顶面均设置有多个卡槽,所述卡槽的夹角j2与夹角j1一致;所述上环工装与下环工装将多个预工毛坯夹持,分别卡接于多个卡槽内。
15、所述步骤三中,所述铣削多个预工毛坯的b面与d面,直至预工毛坯的b面与d面满足加工要求是指:首先同时铣削多个预工毛坯的b面,使多个预工毛坯的b面在同一圆周上,然后同时铣削多个预工毛坯的d面,使多个预工毛坯的d面在同一圆周上;其加工要求为:圆弧面圆柱度≤0.05mm,同轴度≤0.05mm,表面粗糙度≤ra1.6。
16、所述步骤四中,所述依次在多个弧面毛坯的d面加工若干销孔、螺纹沉孔与外圆油孔是指:多个弧形毛坯均匀分布与环形工装上,加工其中一个弧形毛坯d面的若干销孔、螺纹沉孔与外圆油孔,然后旋转环形工装,加工下一个,直至获得多个带孔毛坯。
17、所述步骤五中,所述镗孔工装包括底座、立板与三角板,所述立板上与若干销孔相对应的设置有若干销穿孔,所述立板上与若干螺纹沉孔相对应的设置有若干螺纹穿孔;所述销孔与销穿孔内贯穿有插销,所述螺纹沉孔与螺纹穿孔内贯穿有螺栓。
18、所述步骤六中,所述精铣带孔毛坯的a面与c面,直至满足成型要求是指:采用仿形铣一个数控程序完成精铣带孔毛坯的a面与c面,直至满足加工要求。
19、所述步骤六中,所述在带孔毛坯的b面加工若干密封槽,并在密封槽内加工槽内通油孔是指:首先校正带孔毛坯,使得带孔毛坯的b面垂直于水平面,然后调整机床车轴角度,使得其中一条密封槽的轴心与机床车轴在同一直线上,加工其中一条密封槽与槽内通油孔,然后以同样的方式加工另一条密封槽与槽内通油孔。
20、所述步骤七中,所述调整带槽毛坯是指:将带槽毛坯的a面或c面调整至与水平面平行,使得机床车轴与a面或c面保持垂直。
21、所述步骤八中,所述在油孔毛坯的e面铣削吊装孔与端面小孔之前,还包括对其进行校正的步骤,所述校正步骤如下:首先将油孔毛坯从镗孔工装上取下,然后将油孔毛坯的f面放置于等高铁上,校正油孔毛坯的e面与机床车轴保持垂直,然后铣削出吊装孔与端面小孔。
22、与现有技术相比,本发明的有益效果为:
23、1、本发明一种静环批量加工方法中,首先预加工多个条型毛坯获得多个预工毛坯的,然后将多个预工毛坯卡接于环形工装上,同时铣削多个预工毛坯的b面与d面,获得多个弧面毛坯,然后依次铣削单个弧面毛坯上的若干销孔、螺纹沉孔与外圆油孔,获得多个带孔毛坯,随后将单个带孔毛坯固定于镗孔工装上,铣削密封槽、槽内通油孔、单向阀安装孔、外圆弧孔、油孔、通油孔、两端的开槽以及吊装孔与端面小孔,完成单个静环的加工,最后以同样的方式加工出多个静环,完成静环的批量加工;本设计在应用中,多个预工毛坯卡接于环形工装上,同时加工b面与d面,保证了多个预工毛坯的内外弧面一致,不仅可以保证加工精度,且效率较高,随后加工弧面毛坯时,旋转环形工装,保持加工器具与弧面毛坯的相对位置一致,然后将带孔毛坯固定于镗孔工装进行加工,通过调整机床主轴的角度来加工出带有角度的密封槽与槽内通油孔,获得带槽毛坯,然后调整带槽毛坯的a面或c面与机床主轴保持垂直,加工出其上的孔洞,最后以同样的方式加工出多个静环,完成批量加工;避免因反复调整校正带来的公差与时间的浪费,提高加工效率与精度。因此,本发明不仅加工精度较高,而且加工效率较高。
24、2、本发明一种静环批量加工方法中,将多个预工毛坯卡接于环形工装上,包括以下任意一种方式:第一种:环形工装为下环工装,其顶面开设有多个卡槽,环形工装卡槽的夹角j2与夹角j1一致;环形工装多个预工毛坯分别卡接于多个卡槽内;第二种:环形工装包括上环工装与下环工装,环形工装上环工装的底面与下环工装的顶面均设置有多个卡槽,环形工装卡槽的夹角j2与夹角j1一致;环形工装上环工装与下环工装将多个预工毛坯夹持,分别卡接于多个卡槽内;本设计在应用中,环形的工装采取下侧夹持或上下夹持,上环工装与下环工装上均设置有多个卡槽,且卡槽的夹角j2与j1一致,预工毛坯卡接在卡槽里,加工器具绕轴旋转同时加工预工毛坯的b面或d面,保证多个预工毛坯的b面或d面的弧面在同一圆周上,不仅一次性可以加工多个零件,且零件之间的公差较小,保证使用精度。因此,本发明不仅加工效率较高,而且加工精度较高。
25、3、本发明一种静环批量加工方法中,采用仿形铣一个数控程序完成精铣带孔毛坯的a面与c面,直至满足加工要求;本设计在应用中,静环的a面与c面之间的存在一定的夹角,且精度要求较高,因此采用仿形铣加工,一个数控程序完成,可以保证加工精度。因此,本发明的加工精度较高。
- 还没有人留言评论。精彩留言会获得点赞!