一种制备高弹性高温合金材质密封圈的方法及密封圈与流程
1.本发明涉及气路封严领域,尤其涉及一种制备高弹性高温合金材质密封圈的方法及密封圈。
背景技术:
2.金属密封圈是一类具有新型密封形式和良好密封效果的轴向自紧式静密封结构,其为合金材质,截面一般呈“w”、“m”或更复杂的多波纹形状。金属密封圈具有回弹性能好、吸振能力强、变形范围大、振动追随性良好、耐磨损性能强等优点,尤其适合在高温、高压、振动及强腐蚀介质等恶劣环境中服役工作,近年来在航空发动机的气路封严领域得到广泛应用。
3.金属密封圈的成形工艺通常有两种,分别是滚压成形制备方法和液压成形制备方法。以液压成形制备方法为例,现有的航空发动机金属密封圈的用材一般为国标gh4169、gh738等时效硬化型镍基变形高温合金。
4.这类合金具有抗拉强度大、加工硬化现象明显的特点。采用这类合金制成的毛坯在液压成形时容易出现局部应力不集中导致密封圈变形不均匀的情况,且材料内部往往存在大量变形缺陷(如位错、变形孪晶和堆垛层错等),容易导致制备出的金属密封圈弹力不够、高温密封性能不达标,因而无法满足航空发动机封严装置的服役要求。
技术实现要素:
5.为了解决现有技术中存在的问题,本发明的目的之一是提供一种制备高弹性高温合金材质密封圈的方法。
6.本发明提供如下技术方案:
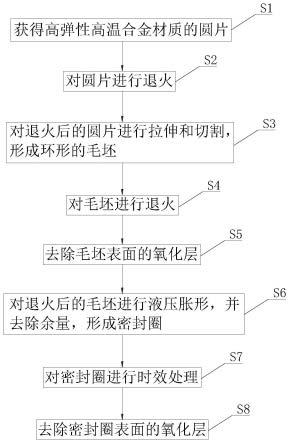
7.一种制备高弹性高温合金材质密封圈的方法,包括:
8.获得高弹性高温合金材质的圆片;
9.对所述圆片进行退火;
10.对退火后的所述圆片进行拉伸和切割,形成环形的毛坯;
11.对所述毛坯进行退火;
12.对退火后的所述毛坯进行液压胀形,并去除余量,形成密封圈;
13.对所述密封圈进行时效处理。
14.作为对所述制备高弹性高温合金材质密封圈的方法的进一步可选的方案,所述对所述圆片进行退火,包括:
15.将所述圆片置于真空炉内进行退火,退火温度为925
±
10℃,保温时长为10
±
1min;
16.对所述圆片进行水冷处理。
17.作为对所述制备高弹性高温合金材质密封圈的方法的进一步可选的方案,所述对所述毛坯进行退火,包括:
18.将所述毛坯置于真空炉内进行退火,退火温度为940
±
10℃,保温时长为20
±
1min;
19.对所述毛坯进行水冷处理。
20.作为对所述制备高弹性高温合金材质密封圈的方法的进一步可选的方案,所述对所述密封圈进行时效处理,包括:
21.将所述密封圈置于真空炉内,温度为495
±
5℃,保温时长为120
±
2min;
22.对所述密封圈进行气冷处理。
23.作为对所述制备高弹性高温合金材质密封圈的方法的进一步可选的方案,所述圆片的厚度为0.2-0.35mm。
24.作为对所述制备高弹性高温合金材质密封圈的方法的进一步可选的方案,所述对退火后的所述圆片进行拉伸和切割,形成环形的毛坯,包括:
25.对所述圆片进行拉伸,形成筒状的第一加工件,且所述第一加工件的一端封闭,另一端敞口设置;
26.对所述第一加工件进行拉伸,形成第二加工件;
27.对所述第二加工件进行拉伸,形成第三加工件;
28.对所述第三加工件沿轴向的两端进行切割,形成环形的所述毛坯。
29.作为对所述制备高弹性高温合金材质密封圈的方法的进一步可选的方案,所述圆片的直径为30.0mm,所述第一加工件的外径为16.5mm,所述第二加工件的外径为13.0mm,所述第三加工件的外径为9.8mm。
30.作为对所述制备高弹性高温合金材质密封圈的方法的进一步可选的方案,对所述圆片进行拉伸时的压力为130mpa,对所述第一加工件进行拉伸时的压力为120mpa,对所述第二加工件进行拉伸时的压力为100mpa。
31.作为对所述制备高弹性高温合金材质密封圈的方法的进一步可选的方案,所述对退火后的所述毛坯进行液压胀形,包括:
32.将所述毛坯放置在第一动模和第二动模之间,使所述第一动模和所述第二动模保持静止,向所述毛坯内侧注入液压油,控制合模压力为80
±
2mpa并维持5~10min,对所述毛坯进行预胀形;
33.使所述第一动模和所述第二动模朝向中模合模进给,直至所述第一动模和所述第二动模与所述中模闭合,控制合模压力为71
±
2mpa;
34.使所述第一动模和所述第二动模保持静止,控制合模压力大于100mpa,对所述毛坯进行整形。
35.本发明的另一目的是提供一种密封圈。
36.本发明提供如下技术方案:
37.一种密封圈,所述密封圈采用上述制备高弹性高温合金材质密封圈的方法制备而成。
38.本发明的实施例具有如下有益效果:
39.以高弹性高温合金取代现有的时效硬化型镍基变形高温合金,使得制备出的密封圈具有足够的弹力和高温密封性能。在制备过程中,先对圆片进行退火,消除圆片的内应力,并调控材料的晶粒组织,然后对毛坯进行退火,消除圆片拉伸变形过程中形成的局部应
力,并降低材料内部的晶体缺陷密度(包括位错密度、孪晶密度和层错密度等),使得材料具备优异的加工硬化能力,便于后续液压胀形工艺的开展,最终顺利地将高弹性高温合金加工成型密封圈。
40.为使本发明的上述目的、特征和优点能更明显和易懂,下文特举较佳实施例,并配合所附附图,做详细说明如下。
附图说明
41.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
42.图1示出了本发明实施例提供的一种制备高弹性高温合金材质密封圈的方法的步骤流程图;
43.图2示出了本发明实施例提供的一种制备高弹性高温合金材质密封圈的方法中步骤s2的流程图;
44.图3示出了本发明实施例提供的一种制备高弹性高温合金材质密封圈的方法中步骤s3的流程图;
45.图4示出了本发明实施例提供的一种制备高弹性高温合金材质密封圈的方法中步骤s3-3加工后第三加工件的结构示意图;
46.图5示出了本发明实施例提供的一种制备高弹性高温合金材质密封圈的方法中步骤s4的流程图;
47.图6示出了本发明实施例提供的一种制备高弹性高温合金材质密封圈的方法中步骤s6的流程图;
48.图7示出了本发明实施例提供的一种制备高弹性高温合金材质密封圈的方法中步骤s6-1加工前的状态示意图;
49.图8示出了本发明实施例提供的一种制备高弹性高温合金材质密封圈的方法中步骤s6-1加工后的状态示意图;
50.图9示出了本发明实施例提供的一种制备高弹性高温合金材质密封圈的方法中步骤s6-2加工后的状态示意图;
51.图10示出了本发明实施例提供的一种制备高弹性高温合金材质密封圈的方法中步骤s6-3加工后的状态示意图;
52.图11示出了本发明实施例提供的一种制备高弹性高温合金材质密封圈的方法中步骤s7的流程图;
53.图12示出了本发明实施例提供的一种密封圈的结构示意图。
54.主要元件符号说明:
55.100-第三加工件;200-毛坯;300-第一动模;400-第二动模;500-中模;600-密封圈。
具体实施方式
56.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
57.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。相反,当元件被称作“直接在”另一元件“上”时,不存在中间元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
58.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
59.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
60.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在模板的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
61.实施例
62.请参阅图1,本实施例提供一种制备高弹性高温合金材质密封圈的方法(以下简称为“制备方法”)。该制备方法以高弹性高温合金为用材制备密封圈600,以克服现有的时效硬化型镍基变形高温合金制备出的密封圈600弹力不够、高温密封性能不达标的问题。
63.在本实施例中,以unsn03360美标超高弹性高温合金为例进行说明,其合金牌号对应国内材料牌号97nibe,既属于高弹性合金,也属于高温合金。此外,该合金具有高导电、高弹性、蠕变性能优异等优点,在燃气涡轮、燃烧室、机匣、燃气管路和压气机等封严结构得到广泛应用。
64.文献资料表明,国内采用固溶及时效的热处理方式来调控97nibe厚板材料(厚度大于10mm)性能,固溶温度要求在1000℃以上,得到的晶粒尺寸较为粗大(大于200μm)。
65.然而,所要制备的密封圈600的厚度远小于10mm,且密封圈600用材的晶粒尺寸必须小于100μm才能获得良好的密封性能。97nibe经过现有的热处理方式处理后,无法以常规的液压胀形工艺制备密封圈600。
66.因此,上述制备方法以高弹性高温合金取代现有的时效硬化型镍基变形高温合金的同时,还需解决高弹性高温合金无法直接应用液压胀形工艺制备密封圈600的问题。
67.上述制备方法包括以下步骤:
68.s1,获得高弹性高温合金材质的圆片。
69.具体地,以unsn03360超高弹性高温合金薄板为原材料,通过线切割机切割下料,得到直径为30.0mm的圆片。
70.其中,unsn03360超高弹性高温合金薄板的厚度为0.2-0.35mm。
71.可选地,unsn03360超高弹性高温合金薄板的厚度为0.2mm、0.25mm、0.3mm、0.35mm以及0.2-0.35mm中的任意值。
72.在本实施例中,unsn03360超高弹性高温合金薄板的厚度为0.3mm。相应地,圆片以及最终成形的密封圈600的厚度均为0.3mm。
73.s2,对圆片进行退火。
74.请参阅图2,具体步骤如下:
75.s2-1,用无水乙醇将圆片清洗干净,烘干。
76.s2-2,将圆片置于真空炉内进行退火,退火温度为925
±
10℃,保温时长为10
±
1min。
77.s2-3,对圆片进行水冷处理。
78.对圆片进行退火,能够消除圆片用材的内应力,调控材料的晶粒组织,便于后续液压胀形工艺的开展。
79.s3,对退火后的圆片进行拉伸和切割,形成环形的毛坯200(参阅图7)。
80.请参阅图3,具体步骤如下:
81.s3-1,对圆片进行拉伸,形成筒状的第一加工件,且第一加工件的一端封闭,另一端敞口设置。
82.在本实施例中,采用液压机对圆片进行拉伸,且压力为130mpa。此外,拉伸后第一加工件的外径为16.5mm。
83.s3-2,对第一加工件进行拉伸,形成第二加工件。
84.在本实施例中,采用液压机对第一加工件进行拉伸,且压力为120mpa。此外,拉伸后第二加工件的外径为13.0mm。
85.s3-3,对第二加工件进行拉伸,形成第三加工件100。
86.请参阅图4,在本实施例中,采用液压机对第二加工件进行拉伸,且压力为100mpa。此外,拉伸后第三加工件100的外径为9.8mm。
87.s3-4,对第三加工件100沿轴向的两端进行切割,形成环形的毛坯200。
88.在本实施例中,毛坯200的长度为11.0mm,外径为9.8mm。
89.s4,对毛坯200进行退火。
90.请参阅图5,具体步骤如下:
91.s4-1,用无水乙醇将毛坯200清洗干净,烘干。
92.s4-2,将毛坯200置于真空炉内进行退火,退火温度为940
±
10℃,保温时长为20
±
1min。
93.s4-3,对毛坯200进行水冷处理。
94.对毛坯200进行退火,能够消除毛坯200在拉伸变形过程中形成的局部应力,同时降低材料内部的晶体缺陷密度(如位错密度、孪晶密度和层错密度等),便于后续液压胀形工艺的开展。
95.s5,去除毛坯200表面的氧化层。
96.具体地,采用200目刚玉砂,以1.5~2.5mpa的压力湿吹砂去除毛坯200表面的氧化层。
97.s6,对退火后的毛坯200进行液压胀形,并去除余量,形成密封圈600。
98.请参阅图6,具体步骤如下:
99.s6-1,将毛坯200放置在第一动模300和第二动模400之间,使第一动模300和第二动模400保持静止,向毛坯200内侧注入液压油,控制合模压力为80
±
2mpa并维持5~10min,对毛坯200进行预胀形。
100.请一并参阅图7和图8,毛坯200经过预胀形后沿径向产生一定的塑性鼓胀变形。
101.s6-2,请参阅图9,使第一动模300和第二动模400朝向中模500合模进给,直至第一动模300和第二动模400与中模500闭合,控制合模压力为71
±
2mpa。
102.其中,第一动模300和第二动模400按照密封圈600模具设计型面轨迹同步推进送料,最终与中模500闭合。在此过程中,毛坯200在高压流体作用下填充到模腔内并贴靠模具型腔,直至第一动模300和第二动模400完全闭合。
103.s6-3,请参阅图10,使第一动模300和第二动模400保持静止,控制合模压力大于100mpa,增大液压使毛坯200完全贴靠模腔,对毛坯200进行高压整形。
104.s6-4,将毛坯200定位夹紧后均匀去除毛坯200两端多余余量,形成密封圈600(参阅图12)。用丙酮浸泡清洗去除密封圈600表面残留的加工介质,去除毛刺。
105.其中,对液压胀形各阶段的压力进行调整后进行对照试验,结果如下:
[0106][0107]
此外,控制各阶段合模压力不变,将液压油换成蒸馏水进行对照试验。在高压整形阶段,密封圈600的w截面出现波谷起皱。
[0108]
s7,对密封圈600进行时效处理。
[0109]
请参阅图11,具体步骤如下:
[0110]
s7-1,将密封圈600置于真空炉内,温度为495
±
5℃,保温时长为120
±
2min。
[0111]
s7-2,对密封圈600进行气冷处理。
[0112]
在本实施例中,向真空炉内通氩气,对密封圈600进行冷却。
[0113]
对密封圈600进行时效处理,能够在密封圈600材料内部弥散析出be3ni金属间化合物,从而产生极强的沉淀硬化作用。这些强化相在高温以及复杂应力条件下较为稳定,能够确保密封圈600在服役过程中的各项性能(包括弹性、抗拉强度、抗疲劳性能和抗蠕变性能等)符合要求。
[0114]
对第二道退火工艺参数(包括温度、时间以及冷却方式)和时效工艺参数(包括温度、时间以及冷却方式)进行调整,保持其它加工工艺参数不变,进行对照试验,结果如下:
[0115][0116]
结合密封圈600设计图规定的使用性能指标——显微硬度值不小于468hv,高温弹性试验回弹量不小于0.43mm,密封性能要求在84mpa压力下不允许泄露,可以确定最优的热处理参数为:
[0117]
在第二道退火中,真空炉内升温至940
±
10℃,保温20
±
1min,水冷。在时效处理中,真空炉内升温至495
±
5℃,保温120
±
2min,空冷。
[0118]
s8,去除密封圈600表面的氧化层。
[0119]
具体地,首先用200目刚玉砂,以1.5~2.5mpa的压力湿吹砂去除密封圈600表面的氧化层。随后用丙酮清洗密封圈600,最后在真空干燥箱内将密封圈600烘干。
[0120]
总之,相比于现有的液压成形工艺,上述制备方法以97nibe取代现有的时效硬化型镍基变形高温合金,使得制备出的密封圈600具有足够的弹力和高温密封性能。此外,上述制备方法涵盖了液压胀形、退火以及时效热处理工艺,侧重通过调控密封圈600用材的晶粒取向、晶粒组织、元素分布以及强化相分布来制备服役性能达标的金属密封圈600。
[0121]
其次,现有的97nibe热处理工艺为一次高温固溶,针对厚度大于10mm的97nibe厚板材料,不适用于制备密封圈600所使用的超薄97nibe板材。上述制备方法在圆片拉伸前采
用一次退火工艺,降低了热处理温度,既保证了密封圈600用材内部过饱和固溶体的充分形成,又减小了用材的晶粒尺寸,确保材料有优异的强韧性,便于密封圈600的成形加工。
[0122]
再者,上述制备方法在液压胀形前添加了对毛坯200的退火热处理工艺。一方面,有利于去除密封圈600在成形过程中所产生的加工内应力,避免局部应力集中。另一方面,降低了密封圈600用材内部的晶体缺陷密度(如位错密度、孪晶密度和层错密度),使得材料具备了优异的加工硬化能力,便于后续液压胀形工艺的开展,从而确保密封圈600变形更为均匀,加工尺寸精度准确。
[0123]
最后,上述制备方法在液压胀形后对密封圈600进行时效热处理,使得密封圈600用材内部均匀析出be3ni金属间化合物,能产生极强的沉淀硬化作用。与时效态gh4169、gh738合金内γ
′
相、δ相以及少量碳化物在高温工作下易长大且不稳定不同,be3ni金属间化合物与基体处于完全共格关系,be3ni在25~700℃温度范围内仍然十分稳定,从而确保金属密封圈600在高温复杂应力条件下具有优异的弹性、密封性能、抗疲劳性能和抗蠕变性能。
[0124]
请参阅图12,本实施例还提供一种密封圈600,该密封圈600采用上述制备方法制备而成。
[0125]
在这里示出和描述的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制,因此,示例性实施例的其他示例可以具有不同的值。
[0126]
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
[0127]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1