一种铝型材挤压模架的制作方法
本发明涉及铝型材加工,具体涉及一种铝型材挤压模架。
背景技术:
1、铝型材及其制品具有比强度高、耐腐蚀、不生锈、重量轻、可回收、操作方便等优点,被广泛应用于生产和生活中,工业铝型材作为新型环保、战略型材料,备受世人瞩目,工业铝型材的增长速率非常快,且广泛应用到地铁、轻轨、交通用车厢、工业元部件等领域,铝型材通过挤压机实施挤压加工作业,以制成各种型材产品,通常挤压机的挤压模位于挤压模架上并通过上方的液压压紧块固定挤压作业时,铝型材通过挤压杆顶推经挤压模成型。
2、现有的铝型材挤压模架在挤压成型后,且当完成一批铝型材加工呈需要对挤压机中的挤压模具进行更换,现有的挤压成型后需要手动的对挤压模具进行更换,在更换时,需要对模架进行拆卸,不方便更换挤压模具,不便于使用。
3、为此提出一种铝型材挤压模架。
技术实现思路
1、本发明的目的在于:为解决现有的挤压模架不便于更换挤压模具的问题,本发明提供了一种铝型材挤压模架。
2、本发明为了实现上述目的具体采用以下技术方案:
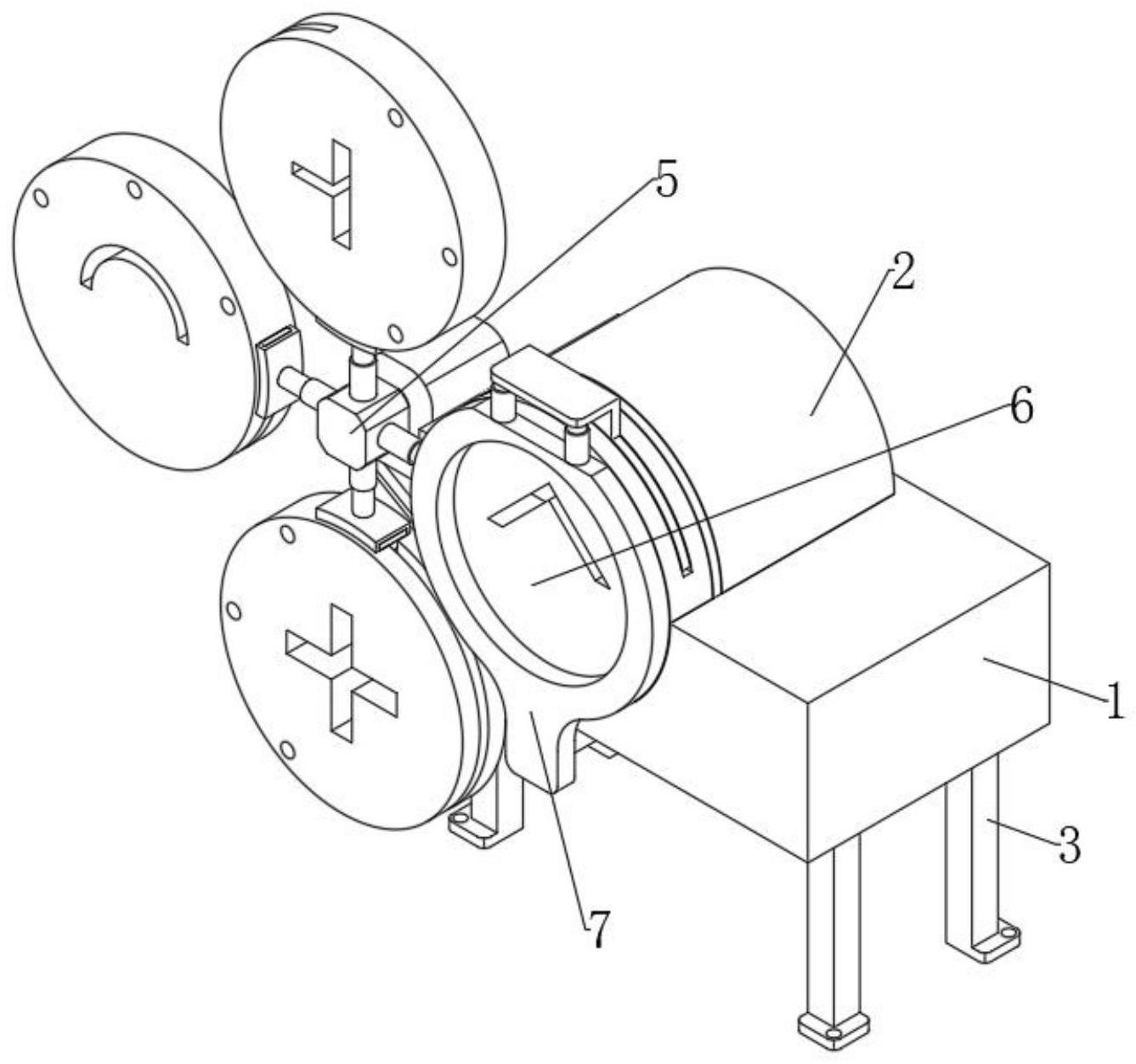
3、一种铝型材挤压模架,包括架体与挤压模具组件,所述架体的顶部设置有用于对铝锭进行限位的进料机构,所述架体的底面固定安装有安装支腿,所述架体的前侧壁开设有模具安装槽,所述架体的左侧壁固定安装有切换机构,所述切换机构的表面设置有挤压模具组件,所述架体的底面固定安装有用于对挤压模具组件进行限位固定的定位固定机构。
4、进一步地,所述进料机构包括凹槽,所述架体的顶部开设有凹槽,所述凹槽的表面固定安装有加热套管,所述加热套管的内部呈中空设置,且加热套管的内部设置有用于对铝锭进行加热的加热管,且加热管呈螺旋状。
5、进一步地,所述切换机构包括电动机,所述架体的左侧壁固定安装有电动机,所述电动机的输出端固定安装有转轮,所述转轮的表面固定安装有第一电动推杆,所述第一电动推杆的自由端固定安装有圆弧块,所述圆弧块的表面开设有腔体,且腔体的内部设置有电磁铁。
6、进一步地,所述挤压模具组件包括模具板,所述模具板,所述模具板的前侧壁开设有挤压成型通槽,所述模具板的前侧壁开设有限位孔,所述模具板的顶面开设有限位卡槽,所述模具板的右侧壁镶嵌安装有铁块。
7、进一步地,所述定位固定机构包括液压杆,所述架体的底面固定安装有液压杆,所述液压杆的输出端固定安装有限位板,所述限位板与模具板呈对应设置,所述限位板的后侧壁固定安装有定位销,且定位销与限位孔呈对应设置,且定位销与限位孔呈插接安装设置,所述限位板的顶部固定安装有第二电动推杆,所述第二电动推杆的顶端固定安装有顶板,所述顶板的底面且位于第二电动推杆的后侧固定安装有限位卡板。
8、进一步地,所述第一电动推杆与圆弧块的数量有四组,且四组第一电动推杆与圆弧块分别位于转轮的顶面、底面以及左右两侧壁。
9、进一步地,所述圆弧块与电磁铁均呈圆弧状,且电磁铁与腔体相匹配。
10、进一步地,所述铁块呈圆弧片状,且铁块与电磁铁呈对应设置。
11、进一步地,所述限位卡板与限位卡槽呈对应设置,且限位卡板与限位卡槽呈插接安装设置。
12、本发明的有益效果如下:
13、1、本发明通过第二电动推杆伸长进而带动顶板与限位卡板竖直移动,使得限位卡板从限位卡槽内把拔出,通过液压杆带动限位板横向移动,进而使得限位板与模具板的前侧壁分离,同时使得定位销从限位孔内拔出,使得解除对模具板固定,通过电动机带动转轮转动九十度,进而使得对挤压模具组件进行切换,通过第一电动推杆带动圆弧块与电磁铁横向移动使得挤压模具组件插接至模具安装槽的内部,通过切换机构进而对挤压模具组件进行切换,从而便于对挤压模具组件进行更换,通过液压杆带动限位板横向移动使得定位销插接至限位孔的内部,通过第二电动推杆带动顶板以及限位卡板竖直移动,进而使得限位卡板插接至限位卡槽的内部,进而使得对的挤压模具组件进行固定限位,进而方便对挤压模具组件进行快速更换。
技术特征:
1.一种铝型材挤压模架,其特征在于,包括架体(1)与挤压模具组件(6),所述架体(1)的顶部设置有用于对铝锭进行限位的进料机构(2),所述架体(1)的底面固定安装有安装支腿(3),所述架体(1)的前侧壁开设有模具安装槽(4),所述架体(1)的左侧壁固定安装有切换机构(5),所述切换机构(5)的表面设置有挤压模具组件(6),所述架体(1)的底面固定安装有用于对挤压模具组件(6)进行限位固定的定位固定机构(7)。
2.根据权利要求1所述的一种铝型材挤压模架,其特征在于,所述进料机构(2)包括凹槽(201),所述架体(1)的顶部开设有凹槽(201),所述凹槽(201)的表面固定安装有加热套管(202),所述加热套管(202)的内部呈中空设置,且加热套管(202)的内部设置有用于对铝锭进行加热的加热管(203),且加热管(203)呈螺旋状。
3.根据权利要求1所述的一种铝型材挤压模架,其特征在于,所述切换机构(5)包括电动机(501),所述架体(1)的左侧壁固定安装有电动机(501),所述电动机(501)的输出端固定安装有转轮(502),所述转轮(502)的表面固定安装有第一电动推杆(503),所述第一电动推杆(503)的自由端固定安装有圆弧块(504),所述圆弧块(504)的表面开设有腔体(505),且腔体(505)的内部设置有电磁铁(506)。
4.根据权利要求3所述的一种铝型材挤压模架,其特征在于,所述挤压模具组件(6)包括模具板(601),所述模具板(601),所述模具板(601)的前侧壁开设有挤压成型通槽(602),所述模具板(601)的前侧壁开设有限位孔(603),所述模具板(601)的顶面开设有限位卡槽(604),所述模具板(601)的右侧壁镶嵌安装有铁块(605)。
5.根据权利要求4所述的一种铝型材挤压模架,其特征在于,所述定位固定机构(7)包括液压杆(701),所述架体(1)的底面固定安装有液压杆(701),所述液压杆(701)的输出端固定安装有限位板(702),所述限位板(702)与模具板(601)呈对应设置,所述限位板(702)的后侧壁固定安装有定位销(703),且定位销(703)与限位孔(603)呈对应设置,且定位销(703)与限位孔(603)呈插接安装设置,所述限位板(702)的顶部固定安装有第二电动推杆(704),所述第二电动推杆(704)的顶端固定安装有顶板(705),所述顶板(705)的底面且位于第二电动推杆(704)的后侧固定安装有限位卡板(706)。
6.根据权利要求3所述的一种铝型材挤压模架,其特征在于,所述第一电动推杆(503)与圆弧块(504)的数量有四组,且四组第一电动推杆(503)与圆弧块(504)分别位于转轮(502)的顶面、底面以及左右两侧壁。
7.根据权利要求3所述的一种铝型材挤压模架,其特征在于,所述圆弧块(504)与电磁铁(506)均呈圆弧状,且电磁铁(506)与腔体(505)相匹配。
8.根据权利要求4所述的一种铝型材挤压模架,其特征在于,所述铁块(605)呈圆弧片状,且铁块(605)与电磁铁(506)呈对应设置。
9.根据权利要求5所述的一种铝型材挤压模架,其特征在于,所述限位卡板(706)与限位卡槽(604)呈对应设置,且限位卡板(706)与限位卡槽(604)呈插接安装设置。
技术总结
本发明公开了一种铝型材挤压模架,涉及铝型材加工技术领域。本发明一种铝型材挤压模架,包括架体与挤压模具组件,所述架体的顶部设置有用于对铝锭进行限位的进料机构,所述架体的底面固定安装有安装支腿。本发明通过第一电动推杆带动圆弧块与电磁铁横向移动使得挤压模具组件插接至模具安装槽的内部,通过切换机构进而对挤压模具组件进行切换,从而便于对挤压模具组件进行更换,通过液压杆带动限位板横向移动使得定位销插接至限位孔的内部,通过第二电动推杆带动顶板以及限位卡板竖直移动,进而使得限位卡板插接至限位卡槽的内部,进而使得对的挤压模具组件进行固定限位,进而方便对挤压模具组件进行快速更换。
技术研发人员:邝文瀚
受保护的技术使用者:广东天马铝业有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!