一种电火花与电化学复合微细深孔加工装备的制作方法
本发明属于深小孔加工制造领域,具体涉及一种电火花与电化学复合微细深孔加工装备。
背景技术:
1、深径比大于5:1、直径为3mm以下的微细深孔结构广泛应用于汽车、航空航天、生物医学、微电子、微机电元器件制造等领域,例如具有高精度要求的汽车发动机燃油喷嘴孔和良好表面质量的生物医用过滤器孔;航空发动机涡轮叶片和导叶中保护其免受过热的大量气膜冷却孔,由于在高温高压环境下工作,这些孔的表面质量要求非常严格,加工表面必须没有重铸层和微裂纹;直径>2m的大型轮胎模具要求加工出平均直径为2mm、深度为300mm的排气孔,因品种不同,有时每一副轮胎模具需要加工出1500个排气孔,这种排气孔很难在加工中心等机床上进行钻削加工,一般由熟练的操作工利用电钻进行手动操作,平均需要花费30min以上的加工时间,在整体上加工1500个孔则需要花费750h;而且经常会出现钻头折损而重新加工的现象,操作者长时间处于紧张状态下,还会造成体力上的负担。
2、这些大深径比微小孔必须具有小直径和高精度,通常由镍基超合金、钛合金和金属间化合物等极硬和韧性材料制成,这些材料很难用传统机械方法加工,因为机械钻孔会遇到各种问题,例如形成毛刺、刀具磨损率高和断刀等。激光钻孔对于在难切削材料上加工孔是有效的,但通常存在热影响区甚至微裂纹的缺点,这在航空工业中是严格不能接受的。
3、电火花放电钻孔electrodischage drilling,简称edd和电化学钻孔electrochemical drilling,简称ecd是制造微孔结构的两种合适加工工艺。
4、edd是使用最广泛的特种加工方法之一,可以加工任何导电材料,在钻微孔时具有很高的材料去除率和加工精度。在edd中,工件材料通过放电火花的高温腐蚀作用被去除。因此,edd可用于在难加工材料上加工微孔。然而,由于edd是一种热处理工艺,材料去除方法涉及高温熔化,edd的任何孔总是会出现重铸层、微裂纹和残余应力等缺陷,这些都会对工件的机械性能产生负面影响,随后在需要特定表面光洁度的应用中必须将其去除。此外,随着加工深度的增加,edd中的刀具磨损加剧,加工效率降低。
5、另一方面,与edd相比,ecd继承了电化学加工的各种优点,它独立于材料机械性能,经常用于加工一些具有复杂结构的难切削材料金属零件,无论材料的硬度和韧性如何,而且加工表面上没有热影响区和裂纹,可以在没有刀具磨损和冶金缺陷的情况下实现高表面质量,生产效率高,在航空、航天、兵器制造等领域得到了广泛的应用。ecd的固有特性意味着它可以成为在难切削材料中加工深小孔的主要解决方案。然而,ecd的形状精度加工效率低,并且由于杂散材料去除而电化学反应溶解率低,ecd的加工效率明显低于edd。
技术实现思路
1、本发明的目的是弥补现有技术中单一的edd或ecd微钻孔技术无法满足技术要求严格的微小孔加工的不足之处,提供一种电火花与电化学复合微细深孔加工装备,复合使用两种加工工艺以取长补短,即通过使用低电导率盐溶液将高速edd加工和ecd加工结合在一个独特的加工过程中,使轴向间隙中的高速edd的加工精度和形状精度更好,接近ecd的水平;并在径向间隙中通过ecd使加工表面质量优于仅使用edd的表面质量,即采用电火花与电化学复合钻孔electrodischage and electrochemical combined drilling,简称eecd,来加工航空发动机等应用的难加工金属,特别是镍基高温合金、钴基高温合金、钛合金以及机电和电信领域应用的铍铜合金。
2、所采取的技术方案是:
3、一种电火花与电化学复合微细深孔加工装备,包括机床本体、电气柜和
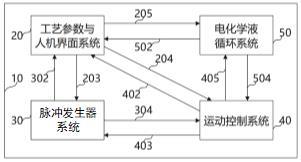
4、工艺参数与人机界面系统,其配置用户与加工装备的接口,用于监控、管理、记录加工装备的工作状态、性能和工艺参数;
5、脉冲电源系统,其通过脉冲发生器输出可控变幅、周期性间断脉冲,在工具电极和阳极工件之间的工作间隙产生电火花放电和电化学溶解作用使得工件材料被去除;
6、运动控制系统,其控制工具电极向工件进给并绕其轴线旋转以增强电化学工作液在加工区域的冲洗作用;通过监控加工过程中的电流和电压波形变化并实时调整工具电极主轴的进给速度,控制电火花与电化学复合深小孔加工过程的稳定性;
7、电化学液循环系统,其向加工区域连续、充分地供给清洁的电化学工作液以通过导电介质传递电流;及时从加工区排出加工产物,并对工具电极和工件进行冷却以保持脉冲供电过程稳定而顺利地进行。
8、进一步地,其中的机床本体包括机床立柱、主轴头及附件、导向夹头、工具电极、工作台和底座;其中机床立柱和底座是基础结构件,通过转动机床立柱顶部的横向和纵向丝杆来改变工具电极与工作台的相对位置;工作台用来支承和装夹工具,工作台上装有电化学液槽用以容纳电化学工作液,使电极和被加工工件浸泡在工作液中,起冷却排屑作用;工作台上还装有相机和光源用来对工具电极首部的缺陷区域拍照;1个或1个以上的主轴头及附件和导向夹头构成1个或1个以上的积木式独立模块,每个独立模块垂直布置于机床立柱顶部的纵向导轨上,由直线运动系统和回转运动系统组成,直线运动系统包括伺服电机和与其连接的减速器,通过联轴器将扭矩传递给滚珠丝杆螺母副,将电机转动转换成直线运动,回转运动系统通过回转马达驱动主轴作绕u轴的回转运动实现对工具电极旋转角度的实时控制;工具电极通过导向夹头被夹持在旋转的主轴头中以控制工件和工具电极之间的径向、轴向间隙。
9、进一步地,电气柜安装工艺参数与人机界面系统、脉冲发生器系统和运动控制系统的电气组件,完成机床运行过程中的手动和自动化控制;
10、工艺参数与人机界面系统包括触摸屏、按钮和指示灯,方便用户在触摸屏上设定包括加工位置和加工时间在内的工艺参数,查看机床运行状态、处理系统报警信息;
11、脉冲发生器系统包括脉冲发生器、电流传感器和电源开关,脉冲发生器产生高压和低压可控幅度和占空比的脉冲输出,使加工模式在电火花与电化学复合加工和纯电化学加工之间可控变化;电流传感器将毫安级的加工电流转换成0~5v的电压信号输出到数据采集卡,从而实现加工状态的实时检测;电源开关用于保护脉冲发生器正常工作,免于机床加工过程中异常状态造成脉冲发生器发生损坏;
12、运动控制系统包括工业计算机、示波器记录仪、相机、光源、运动控制卡和数据采集卡;加工过程中的电压波形和电流波形由具有存储、导出功能的示波器记录仪保存,以便分析、追溯、控制工艺质量;相机和光源安装在机床工作台上,二者配合用于工具电极首部锐化循环流程;运动控制卡由欧姆龙公司的pmac系统构成,控制主轴头及附件和导向夹头在x、y、z、u轴上的直线和旋转运动;数据采集卡将得到的模拟电信号转换成数字信号以传输给工业计算机系统进行分析处理;运动控制卡和数据采集卡集成在工业计算机上。
13、进一步地,电化学液循环系统包括压力释放阀、ph值控制单元、洁净电化学液箱、过滤器、供给泵、单向阀、压力计、电化学液槽、压力过滤器或供液泵、浑浊电化学液箱、搅拌器、温度控制单元、电导率测量仪和液位计;洁净电化学液箱内的电化学液经过管道、过滤器、供给泵、单向阀、压力计后被运送至包含中空管的工具电极内;加工后的电化学液从电化学液槽经过管道回流至浑浊电化学液箱;搅拌器能够将浑浊电化学液箱内的电化学液搅拌均匀;温度控制单元能够将浑浊电化学液箱内的电化学液保持在指定温度。
14、进一步地,工具电极包括中空管,中空管的外壁是金属导体,金属导体外包有电绝缘层以提高微细电化学溶解加工的定域性、减少杂散腐蚀,电绝缘层采用旋涂法在工具电极侧面形成厚度5~10µm的高分子材料薄膜。
15、与现有技术相比,eecd加工方法结合了电火花高速穿孔和电化学加工的优点,加工范围广、效率高、刀具磨损低、工件无残余加工应力、表面无重铸层和微裂纹、表面粗糙度和质量好,复合加工获得的表面更光滑。此外,这种复合加工方法对于非金属材料的加工也是有效的。装备采用积木式模块组合,结构简洁,能耗低,节拍快,便于用户安装、维护和使用,更有利于加工高温合金等难切削金属的微细深孔。
- 还没有人留言评论。精彩留言会获得点赞!