一种用于电火花加工工件的分中方法、装置及存储介质与流程
本发明涉及电火花加工领域,尤其涉及一种用于电火花加工工件的分中方法、装置及存储介质。
背景技术:
1、电火花加工是指在一定的介质中,通过工具电极和工件电极之间的脉冲放电,形成瞬间高温将工件材料局部熔化和气化,从而实现材料蚀除。这种加工方法不产生切削力,不受刀具材料的限制,可以加工超高硬度、脆性和形状复杂的工件,因此被广泛应用于模具、航空工业、医疗器械等多个领域。电火花加工通常通过电火花加工机床来实现。
2、现有的电火花加工流程中,操作人员需要把电火花放电工件摆放在操作台面上进行电火花放电操作,但是由于每次放置的工件由于位置的不精确,会导致放电打孔的操作也不够精确,因此对工件进行实际分中和校对是后续电火花加工工作的基础,而当前的工件特别是需要进行圆孔加工的工件的分中过程都是在电火花加工机床端进行的,由机床对工件进行实际分中以及简单校对后即进行电火花的放电操作,这样就会导致这种放电操作准确率低,且操作过度依赖熟练工人的经验,效率低下,耗时耗力。
技术实现思路
1、针对上述问题,本发明在工件进行放电操作之前,增加了对工件进行用户可选择性的理论分中,之后把该理论分中的坐标连同后续工件实际分中的坐标一起导入机床并进行放电操作。
2、一方面,本发明提供一种用于电火花加工工件的分中方法,包括:
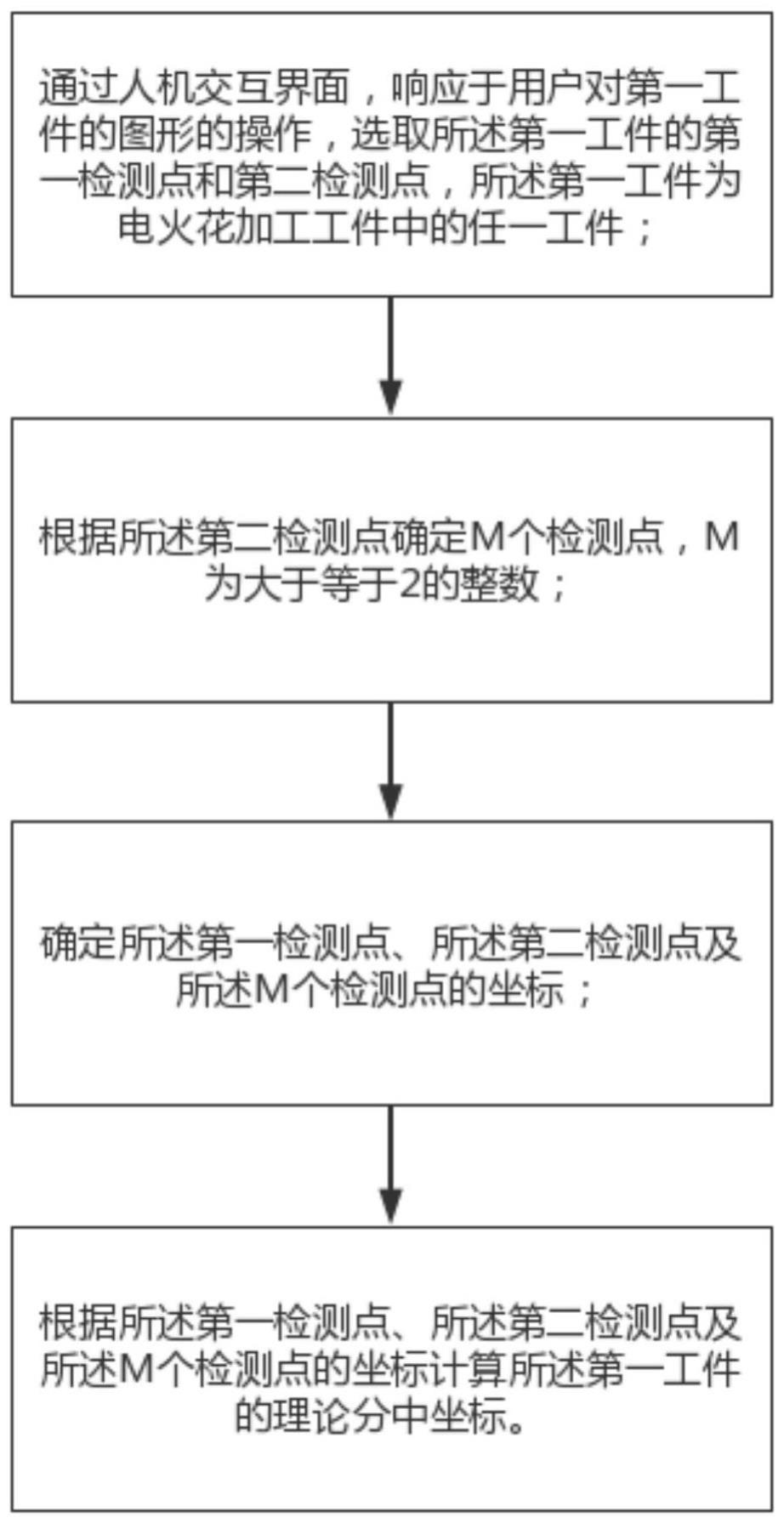
3、通过人机交互界面,响应于用户对第一工件的图形的操作,选取所述第一工件的第一检测点和第二检测点,所述第一工件为电火花加工工件中的任一工件;
4、根据所述第二检测点确定n个检测点,n为大于等于2的整数;
5、确定所述第一检测点、所述第二检测点及所述n个检测点的坐标;
6、根据所述第一检测点、所述第二检测点及所述n个检测点的坐标计算所述第一工件的理论分中坐标。
7、优选地,向电火花加工机床发送所述理论分中坐标,所述理论分中坐标用于所述电火花加工机床配合所述第一工件的实际分中坐标进行电火花放电操作。
8、优选地,所述第一检测点为在所述第一工件顶面上任意选取检测点,所述第二检测点为在所述第一工件待加工的圆孔内壁任意选取检测点。
9、优选地,所述确定所述第二检测点及所述n个检测点的坐标包括:
10、判断所述圆孔是否存在弯道;
11、在所述圆孔存在弯道的情况下,在所述第一工件圆孔内壁非弯道区域选取所述第二检测点,并根据所述第二检测点确定所述n各检测点。
12、具体地,所述根据所述第二检测点确定n个检测点包括:
13、以所述第二检测点为原点,在所述第二检测点沿x轴方向与圆孔内壁的交点得到第三检测点,在所述第二检测点沿y轴方向与圆孔内壁的交点得到第四检测点,所述n个检测点包括第三检测点和第四检测点。
14、具体地,所述根据所述第二检测点确定n个检测点还包括:
15、以所述第二检测点为原点,在所述第二检测点沿x轴的第一夹角方向与圆孔内壁的交点得到第五检测点,所述n个检测点包括第五检测点。
16、具体地,所述确定所述第二检测点及所述n个检测点的坐标包括:对所述第二检测点及所述n个检测点进行顺时针或逆时针方向旋转,旋转角度为第一角度,根据旋转所述第一角度确定第二检测点的坐标及n个检测点的坐标。
17、具体地,所述第一工件的理论分中坐标包括x轴坐标、y轴坐标和z轴坐标,所述根据所述第一检测点、所述第二检测点及所述n个检测点的坐标计算所述第一工件的理论分中坐标包括:
18、将所述第二检测点和所述第三检测点的x轴坐标的平均值确定为所述第一工件的理论分中坐标的x轴坐标;
19、将所述第二检测点和所述第四检测点的y轴坐标的平均值确定为所述第一工件的理论分中坐标的y轴坐标;
20、将所述第一检测点的z轴坐标的一半确定为所述第一工件的理论分中坐标的z轴坐标。
21、具体地,所述第一工件的理论分中坐标包括x轴坐标、y轴坐标和z轴坐标,所述根据所述第一检测点、所述第二检测点及所述n个检测点的坐标计算所述第一工件的理论分中坐标包括:
22、将所述第三检测点和所述第四检测点的x轴坐标的平均值确定为所述第一工件的理论分中坐标的x轴坐标;
23、将所述第二检测点和所述第五检测点的y轴坐标的平均值确定为所述第一工件的理论分中坐标的y轴坐标;
24、将所述第一检测点的z轴坐标的一半确定为所述第一工件的理论分中坐标的z轴坐标。
25、具体地,所述方法还包括:
26、显示所述理论分中坐标;
27、响应于用户针对所述理论分中坐标的调整指令,执行所述响应于用户对第一工件的图形的操作,选取所述第一工件的第一检测点和第二检测点,根据所述第二检测点确定n个检测点,根据所述第一检测点、所述第二检测点及所述n个检测点的坐标计算所述第一工件的理论分中坐标的步骤。
28、具体地,所述第一工件的实际分中坐标由所述电火花加工机床通过基准球测量得到。
29、一方面,本发明提供一种用于电火花加工工件的分中装置,包括:
30、检测点选取模块,用于通过人机交互界面,响应于用户对第一工件的图形的操作,选取所述第一工件的第一检测点和第二检测点,所述第一工件为电火花加工工件中的任一工件;
31、检测点确定模块,用于根据所述第二检测点确定n个检测点,n为大于等于2的整数;
32、坐标记录模块,用于确定所述第一检测点、所述第二检测点及所述n个检测点的坐标;
33、理论分中坐标计算模块,用于根据所述第一检测点、所述第二检测点及所述n个检测点的坐标计算所述第一工件的理论分中坐标。
34、具体地,还包括:
35、理论分中坐标导入模块,用于向电火花加工机床发送所述理论分中坐标,所述理论分中坐标用于所述电火花加工机床配合所述第一工件的实际分中坐标进行电火花放电操作。
36、一方面,本发明提供一种用于电火花加工工件的分中装置,包括输入单元、输出单元、处理器、存储器和通信接口;
37、所述输入单元用于通过人机交互界面选取电火花加工工件表面的检测点;
38、所述存储器存储程序模块,其特征在于,所述程序模块在所述处理器运行,实现如上述的方法计算电火花加工工件的理论分中坐标;
39、所述输出单元用于通过所述通信接口向向电火花加工机床发送所述理论分中坐标。
40、通过在电火花加工加入前置的理论分中步骤,通过用户选择并根据选择的检测点确定其余检测点,从而计算出理论分中坐标导入机床,即可为后续在机床上的工件实际分中和校正工作提供数据基础,方法灵活,简便,极大提升工件分中效率并且提高了电火花加工的放电准确率。
技术特征:
1.一种用于电火花加工工件的分中方法,其特征在于,包括:
2.根据权利要求1所述的方法,其特征在于,所述第一检测点为在所述第一工件顶面上任意选取检测点,所述第二检测点为在所述第一工件待加工的圆孔内壁任意选取检测点。
3.根据权利要求2所述的方法,其特征在于,所述确定所述第二检测点及所述n个检测点的坐标包括:
4.根据权利要求3所述的方法,其特征在于,所述根据所述第二检测点确定n个检测点包括:
5.根据权利要求4所述的方法,其特征在于,所述根据所述第二检测点确定n个检测点还包括:
6.根据权利要求4或5所述的方法,其特征在于,所述确定所述第二检测点及所述n个检测点的坐标包括:对所述第二检测点及所述n个检测点进行顺时针或逆时针方向旋转,旋转角度为第一角度,根据旋转所述第一角度确定第二检测点的坐标及n个检测点的坐标。
7.根据权利要求4所述的方法,其特征在于,所述第一工件的理论分中坐标包括x轴坐标、y轴坐标和z轴坐标,所述根据所述第一检测点、所述第二检测点及所述n个检测点的坐标计算所述第一工件的理论分中坐标包括:
8.根据权利要求5所述的方法,其特征在于,所述第一工件的理论分中坐标包括x轴坐标、y轴坐标和z轴坐标,所述根据所述第一检测点、所述第二检测点及所述n个检测点的坐标计算所述第一工件的理论分中坐标包括:
9.一种用于电火花加工工件的分中装置,其特征在于,包括:
10.一种用于电火花加工工件的分中装置,其特征在于,包括输入单元、输出单元、处理器、存储器和通信接口;
技术总结
本发明涉及电火花加工领域,尤其涉及一种用于电火花加工工件的分中方法。这种用于电火花加工工件的分中方法通过人机交互界面,响应于用户对第一工件的图形的操作,选取所述第一工件的第一检测点和第二检测点,所述第一工件为电火花加工工件中的任一工件;根据所述第二检测点确定N个检测点,N为大于等于2的整数;确定所述第一检测点、所述第二检测点及所述N个检测点的坐标;根据所述第一检测点、所述第二检测点及所述N个检测点的坐标计算所述第一工件的理论分中坐标。
技术研发人员:吴小虎
受保护的技术使用者:吴小虎
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!