一种圆柱锂离子电池装配过程盖帽激光焊接保护装置的制作方法
1.本发明涉及焊接技术领域,尤其涉及一种圆柱锂离子电池装配过程盖帽激光焊接保护装置。
背景技术:
2.锂离子电池作为新型绿色环保电池代表着当前化学电源发展的最先进水平,由于锂离子电池具有高比能量、长循环寿命、无记忆效应、安全无公害和快速充、放电等优点,目前已广泛应用于摄像机、笔记本电脑等电子器件中,并逐步向电动自行车、电动汽车等领域拓展应用范围。随着锂离子电池在通讯及储能行业用量的迅速激增,电池的使用性能要求也越来越高,不仅要求锂离子电池具有优异的电性能、而且还要求具有更高的一致性和安全性能,目前现有技术中,在对圆柱锂离子电池装配过程的盖帽进行激光焊接时,存在一些安全隐患,主要由于空气中含有氧气,激光焊接中容易出现炸火,影响了焊接质量,需要进行改进。
技术实现要素:
3.本发明的目的是为了解决现有技术中存在的缺点,而提出的一种圆柱锂离子电池装配过程盖帽激光焊接保护装置。
4.为了实现上述目的,本发明采用了如下技术方案:一种圆柱锂离子电池装配过程盖帽激光焊接保护装置,包括氮气源,所述氮气源的顶端连通有氮气管,所述氮气管的顶端连通有电磁节流阀、气压表和调节阀,所述气压表的一端连通有进气管,所述进气管的一端连通有氮气保护罩,所述氮气保护罩的一侧安装有压嘴和盖帽本体,所述氮气保护罩的另一侧设置有激光源。
5.为了使激光能够进入,本发明改进有,所述氮气保护罩的表面开设有激光进入孔。
6.为了方便观察加工状态,本发明改进有,所述氮气保护罩为透明玻璃材质。
7.为了提高使用寿命,本发明改进有,所述氮气管为dn6透明气管。
8.为了提高结构强度,本发明改进有,所述氮气保护罩为“l”形结构。
9.与现有技术相比,本发明的优点和积极效果在于,
10.本发明中,通过增加氮气保护罩、氮气管、气压表、调压阀及电磁节流阀,电磁节流阀与设备主程序连接,通过焊接前充氮气排除空气,焊接中后进行氮气保护,在不影响焊接效率的前提下,提升了焊接效果,降低焊接炸火概率及虚焊概率,能有效提高电芯的良品率及使用安全性,避免使用过程中由于炸火及虚焊导致的安全事故,保证了焊接质量。
附图说明
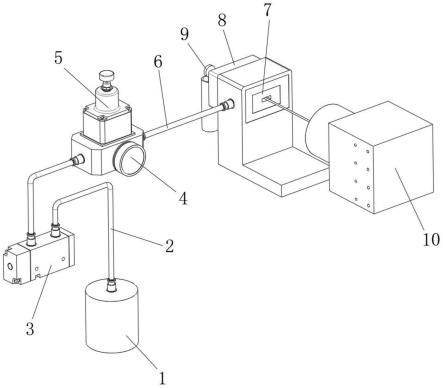
11.图1为本发明提出一种圆柱锂离子电池装配过程盖帽激光焊接保护装置的示意图;
12.图2为本发明提出一种圆柱锂离子电池装配过程盖帽激光焊接保护装置的俯视
图。
13.图例说明:
14.1、氮气源;2、氮气管;3、电磁节流阀;4、气压表;5、调节阀;6、进气管;7、氮气保护罩;8、压嘴;9、盖帽本体;10、激光源。
具体实施方式
15.为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和实施例对本发明做进一步说明。需要说明的是,在不冲突的情况下,本申请的实施例及实施例中的特征可以相互组合。
16.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是,本发明还可以采用不同于在此描述的其他方式来实施,因此,本发明并不限于下面公开说明书的具体实施例的限制。
17.实施例一
18.请参阅图1-2,本发明提供一种技术方案:一种圆柱锂离子电池装配过程盖帽激光焊接保护装置,包括氮气源1,氮气源1的顶端连通有氮气管2,氮气管2为dn6透明气管,氮气管2的顶端连通有电磁节流阀3、气压表4和调节阀5,气压表4的一端连通有进气管6,进气管6的一端连通有氮气保护罩7,氮气保护罩7的表面开设有激光进入孔,氮气保护罩7为“l”形结构,氮气保护罩7为透明玻璃材质,透明材质可以方便工作人员观察加工状态。
19.请参阅图1-2,氮气保护罩7的一侧安装有压嘴8和盖帽本体9,电磁节流阀3安装在氮气管2上,并与设备软件连接,压嘴8压下后对焊接位轻吹氮气,吹气0.1s后激光焊出光焊接,焊接完成后0.1s停止吹气,然后激光源10发出激光进行焊接,焊接完成0.1s后,开启电磁节流阀3,停止吹气,氮气保护罩7的另一侧设置有激光源10,激光源10发出激光,然后通过激光进入孔进入氮气保护罩7来对,通过增加氮气保护罩7、氮气管2、气压表4、调压阀及电磁节流阀3,电磁节流阀3与设备主程序连接,通过焊接前充氮气排除空气,焊接中后进行氮气保护,在不影响焊接效率的前提下,提升了焊接效果。
20.工作原理:通过增加氮气保护罩7、氮气管2、气压表4、调压阀及电磁节流阀3,电磁节流阀3与设备主程序连接,通过焊接前充氮气排除空气,焊接中后进行氮气保护,在不影响焊接效率的前提下,提升了焊接效果,降低焊接炸火概率及虚焊概率,能有效提高电芯的良品率及使用安全性,避免使用过程中由于炸火及虚焊导致的安全事故,保证了焊接质量。
21.以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例应用于其它领域,但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
技术特征:
1.一种圆柱锂离子电池装配过程盖帽激光焊接保护装置,包括氮气源(1),其特征在于:所述氮气源(1)的顶端连通有氮气管(2),所述氮气管(2)的顶端连通有电磁节流阀(3)、气压表(4)和调节阀(5),所述气压表(4)的一端连通有进气管(6),所述进气管(6)的一端连通有氮气保护罩(7),所述氮气保护罩(7)的一侧安装有压嘴(8)和盖帽本体(9),所述氮气保护罩(7)的另一侧设置有激光源(10)。2.根据权利要求1所述的圆柱锂离子电池装配过程盖帽激光焊接保护装置,其特征在于:所述氮气保护罩(7)的表面开设有激光进入孔。3.根据权利要求1所述的圆柱锂离子电池装配过程盖帽激光焊接保护装置,其特征在于:所述氮气保护罩(7)为透明玻璃材质。4.根据权利要求1所述的圆柱锂离子电池装配过程盖帽激光焊接保护装置,其特征在于:所述氮气管(2)为dn6透明气管。5.根据权利要求1所述的圆柱锂离子电池装配过程盖帽激光焊接保护装置,其特征在于:所述氮气保护罩(7)为“l”形结构。
技术总结
本发明提供一种圆柱锂离子电池装配过程盖帽激光焊接保护装置,涉及焊接技术领域,包括氮气源,所述氮气源的顶端连通有氮气管,所述氮气管的顶端连通有电磁节流阀、气压表和调节阀,所述气压表的一端连通有进气管,所述进气管的一端连通有氮气保护罩,所述氮气保护罩的一侧安装有压嘴和盖帽本体。本发明中,通过增加氮气保护罩、氮气管、气压表、调压阀及电磁节流阀,电磁节流阀与设备主程序连接,通过焊接前充氮气排除空气,焊接中后进行氮气保护,在不影响焊接效率的前提下,提升了焊接效果,降低焊接炸火概率及虚焊概率,能有效提高电芯的良品率及使用安全性,避免使用过程中由于炸火及虚焊导致的安全事故,保证了焊接质量。保证了焊接质量。保证了焊接质量。
技术研发人员:朱治民 杨跃杰
受保护的技术使用者:东莞市银天新能源有限公司
技术研发日:2023.02.15
技术公布日:2023/3/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1