一种用于动力电池铝盒焊接的高速激光焊接机的制作方法
本技术属于激光焊接的,涉及一种用于动力电池铝盒焊接的高速激光焊接机。
背景技术:
1、激光焊接机是用激光熔化工件表面的材料,使其与由相同材料制成的另一个工件连接的过程。激光技术采用偏光镜反射激光产生的光束使其集中在聚焦装置中产生巨大能量的光束,当高强度激光束照射在材料表面上时,部分光能将被材料吸收而转变成热能,使材料熔化,从而达到焊接的目的。动力电池铝壳盖板是新能源汽车动力电池上的零部件,其主要作用是为了防止动力电池内部压力过大发生燃爆而设置的一种防爆盖板。
2、相关技术手段中,对动力电池铝壳端盖采用激光焊接的技术,在焊接过程中,现有技术的焊接机存在模组运行速度慢,焊接精度较低等缺点,焊接头运行速度无法达到极高速度,且速度越高,位置精度就会降低,所有只有通过降低速度来提供焊接精度,难以适应对高精度高速率的焊接技术要求。
技术实现思路
1、为了改善动力电池铝壳焊接过程中,现有焊接机存在模组运行速度慢,焊接精度较低的缺陷,本技术提供一种用于动力电池铝盒焊接的高速激光焊接机。
2、本技术提供的一种用于动力电池铝盒焊接的高速激光焊接机,采用如下的技术方案:
3、一种用于动力电池铝盒焊接的高速激光焊接机,包括:
4、安装台,所述安装台设置有用于夹持动力电池铝壳的夹具;
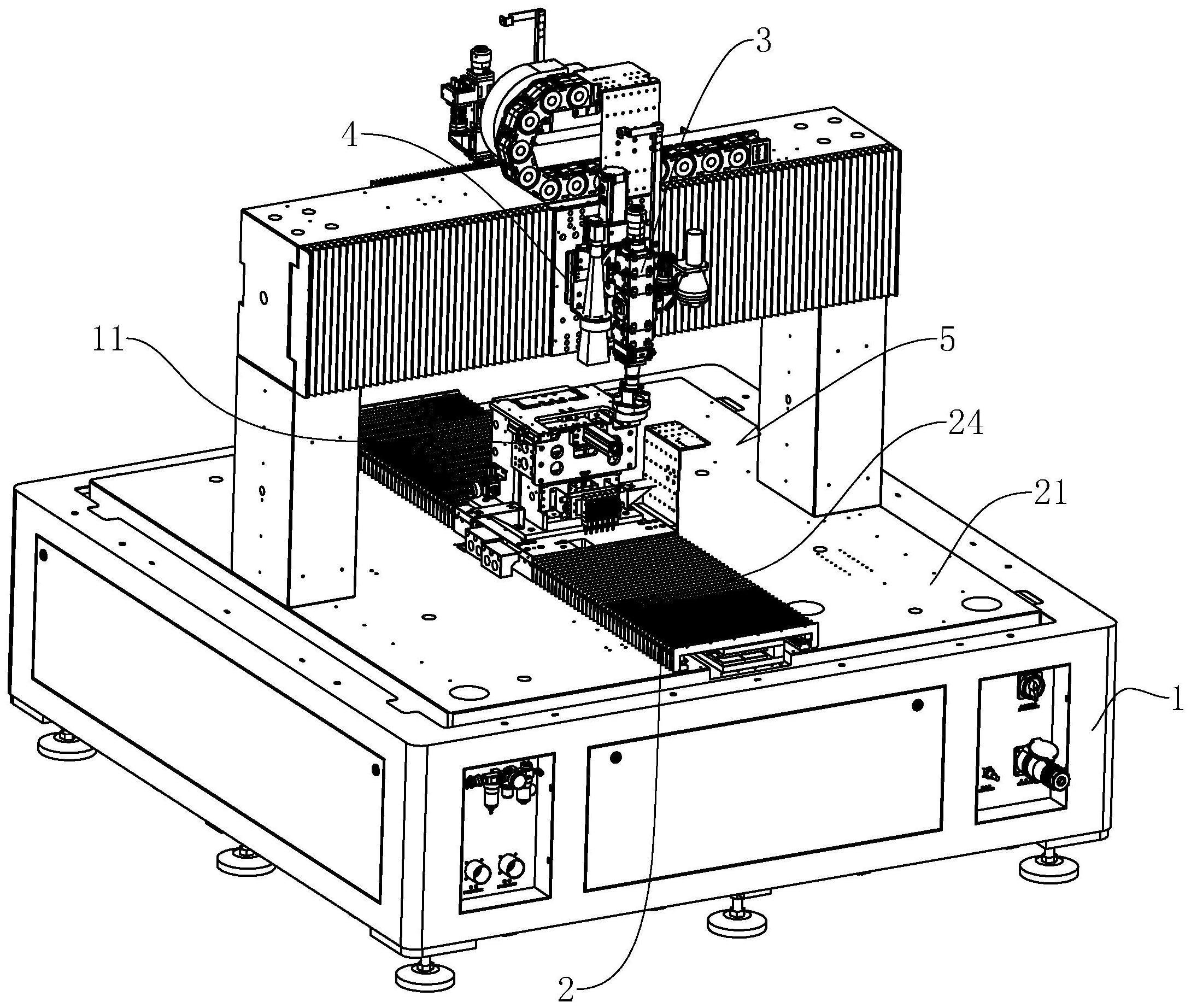
5、y轴运动机构,用于调整夹具位置,包括工作台、承载板以及驱动承载板沿y轴运动的第一驱动模组;所述工作台与所述安装台固定连接,所述承载板与所述第一驱动模组均安装于工作台,所述夹具安装于所述承载板,所述承载板与所述工作台滑移配合;
6、激光焊接头,用于对夹具上夹持的动力电池铝壳进行焊接;
7、x轴运动机构,用于调整激光焊接头的位置,包括龙门架、滑板以及驱动滑板沿x轴运动的第二驱动模组;所述龙门架安装于所述工作台,所述龙门架与所述工作台之间具有供所述夹具运动的过料通道,所述滑板与所述龙门架滑移配合,所述第二驱动模组安装于所述龙门架,所述激光焊接头安装于所述滑板。
8、通过采用上述技术方案,第一驱动模组启动驱动承载板沿着y轴运动,从而承载板带动夹具运动调整夹具在y轴上的位置;第二驱动模组启动带动滑板朝向龙门架的长度方向运动,滑板运动从而带动激光焊接头同步运动以调整激光焊接头在x轴上位置,使得激光焊接头与夹具对齐从而进行激光焊接,焊接完成后,滑板带动激光焊接头沿x轴运动,承载板带动夹具沿y轴穿过过料通道运动。相对于现有技术,本技术将夹具的运动方向设置为一个轴向,激光焊接头的运动方向设置为另一个轴向,提高了夹具和激光焊接头在运动时停止或启动的稳定性,使得在激光焊接时的夹具和激光焊接头的运动轴具有高动态的响应特性,从而提高激光焊接的精度,满足高精度高速率的焊接技术要求。
9、可选的,所述第一驱动模组设置有第一连接板,所述第一连接板的一端与所述第一驱动模组的输出端固定连接,所述第一连接板的另一端与所述承载板固定连接;所述工作台设置有第一滑轨,所述承载板朝向所述工作台设置有与所述第一滑轨大小形状适配的第一滑块,所述第一滑轨与所述第一滑块滑移配合。
10、通过采用上述技术方案,第一连接板增强承载板的安装稳定性,第一滑轨与第一滑块配合一方面减少了承载板与工作台之间的摩擦,另一方面增强了夹具的运动稳定性,减少夹具在位置调整过程中的晃动,使得夹具与激光焊接头对接的精度提升,从而提高激光焊接的精准度。
11、可选的,所述承载板沿y轴方向的两侧均设置有风琴罩,所述风琴罩安装于所述第一滑轨且与所述第一滑轨滑移配合。
12、通过采用上述技术方案,风琴罩可以进行折叠,具有压缩后体积小和展开后行程长等优点,用来保护第一滑轨,同时不会对承载板在工作台上的运动造成影响。
13、可选的,所述滑板与所述激光焊接头之间设置有安装板、立架以及驱动所述安装板朝向所述夹具方向运动的驱动电机,驱动电机安装于所述立架一端,所述安装板安装于所述立架且与所述立架滑移配合,所述激光焊接头固定安装于所述安装板。
14、通过采用上述技术方案,启动驱动电机,驱动电机驱动安装板沿立架朝向夹具运动,从而安装板带动激光焊接头朝向夹具运动以调整激光焊接头与夹具之间的距离,拓展了不同电池铝壳的适配性,同时提升焊接质量。
15、可选的,所述安装板设置有用于与外界气泵连通的吸尘管道,所述激光焊接头外罩设有用于除尘的吸尘罩,所述吸尘管道远离气泵的一端与吸尘罩连通;所述吸尘管道设置有多个均匀间隔分布的连接支管,所述吸尘罩设置有多个均匀间隔分布的吸尘支管,所述吸尘支管与所述连接支管一一对应且连通。
16、通过采用上述技术方案,在焊接过程中,外接的气泵进行吸气,吸尘罩内的焊接烟尘经由多个吸尘支管进入连接支管,从而通过吸尘管道吸出,多个吸尘支管关均匀分布,增加除尘时的吸力,提升除尘效果。
17、可选的,所述吸尘罩具有连接所述激光焊接头的连接端,所述连接端设置有两个相对的夹持块,两个所述夹持块之间具有夹持所述激光焊接头的夹持通道,两个所述夹持块通过螺栓可拆卸连接。
18、通过采用上述技术方案,激光焊接头穿设夹持通道,继而使用螺栓穿设两个相对的夹持块锁紧夹持块,使得连接端与激光焊接头接触且固定,从而将吸尘罩安装于激光焊接头,夹持块通过螺栓可拆卸连接便于吸尘罩的安装以及更换。
19、可选的,所述吸尘罩还具有罩设所述激光焊接头的罩设端,所述罩设端与所述连接端一体成型,所述罩设端内壁设置有吸尘网,所述吸尘网与所述吸尘罩卡接,所述吸尘网设置有形成旋转吸尘流向的多个吸尘孔,多个所述吸尘孔均匀间隔且倾斜设置。
20、通过采用上述技术方案,当气泵启动进行吸气时,激光焊接头与夹具之间的焊接烟尘从吸尘孔中进入,吸尘孔改变了吸尘网的进气通道的形状,使得烟尘成螺旋状抽出进入吸尘管道,增强了吸尘的效果。
21、可选的,所述安装台设置有用于罩设所述x轴运动机构和所述y轴运动机构的机罩,所述机罩固定安装于所述安装台上,所述机罩设置有用于放置动力电池铝壳的上料窗口以及用于拿取焊接成品的下料窗口,所述上料窗口和所述下料窗口均设置有屏蔽门,所述屏蔽门与所述上料窗口以及下料窗口均转动配合。
22、通过采用上述技术方案,机罩对整个工作台进行罩设,减少了生产过程中的灰尘落入x轴运动机构以及y轴运动机构,起到了防尘的作用,同时减少了灰尘堆积对运动机构的运行精度的影响;另一方面在进行激光焊接过程中起到了安全防护的作用。
23、综上所述,本技术包括以下至少一种有益技术效果:
24、1.提高了夹具和激光焊接头在运动时停止或启动的稳定性,使得在激光焊接时的夹具和激光焊接头的运动轴具有高动态的响应特性,从而提高激光焊接的精度,满足高精度高速率的焊接技术要求。
25、2.第一驱动模组启动驱动承载板沿着y轴运动,从而承载板带动夹具运动调整夹具在y轴上的位置;第二驱动模组启动带动滑板朝向龙门架的长度方向运动,滑板运动从而带动激光焊接头同步运动以调整激光焊接头在x轴上位置,使得激光焊接头与夹具对齐驱动电机驱动安装板沿立架朝向夹具运动,从而安装板带动激光焊接头朝向夹具运动以调整激光焊接头与夹具之间的距离,从而进行激光焊接,多轴向运动灵活调整激光焊接头使之满足不同需求的焊接标准。
26、3.当气泵启动进行吸气时,激光焊接头与夹具之间的焊接烟尘从吸尘孔中进入,吸尘孔改变了吸尘网的进气通道的形状,使得烟尘成螺旋状抽出进入吸尘管道,从而通过吸尘管道吸出,多个吸尘支管关均匀分布,增加除尘时的吸力,增强了吸尘的效果。
- 还没有人留言评论。精彩留言会获得点赞!