一种电芯模组焊接设备的制作方法
1.本技术涉及焊接设备的技术领域,尤其涉及应用于一种电芯模组焊接设备。
背景技术:
2.随着科技的发展,电芯模组是电池中最重要的组成部分,电芯模组是介于电芯单体与电池的中间储能单元,电芯模组与侧板进行焊接。
3.在现有技术中,现有的电芯模组焊接设备包括定位机构、两侧板吸附定位机构和机器人焊接模组,电芯模组在输送线的带动下进行位置转移,在电芯模组移动至定位工位时,电芯模组被现有的电芯模组焊接设备的定位机构进行定位,侧板吸附定位机构将侧板贴合于电芯模组的端面,并被焊接模组进行焊接,此时,侧板和电芯模组的表面是自然贴合,并没有进行夹紧,电芯模组在焊接过程中总是处于晃动状态,导致电芯模组与侧板之间容易存在位置偏移,从而导致电芯模组与侧板之间的焊接质量较低。
技术实现要素:
4.本发明的目的在于提供应用于一种电芯模组焊接设备,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种电芯模组焊接设备,包括:机架;吸附机构,安装于所述机架,并用于吸附侧板,侧板在所述吸附机构的带动下朝向电芯模组的外表面移动,侧板的内表面贴合于电芯模组的外表面;夹紧机构,安装于所述机架,所述夹紧机构包括定位组件和至少一个夹紧组件,所述定位组件用于定位电芯模组,各夹紧组件设置于所述定位组件的一侧,所述夹紧组件设有夹紧臂,所述夹紧臂可移动地安装于所述机架,并夹紧电芯模组和侧板;机器人焊接模组,设置于所述机架的一侧,所述机器人焊接模组用于焊接侧板与电芯模组。
6.可选的,所述夹紧组件包括左端夹紧模组,所述左端夹紧模组连接于所述机架,所述左端夹紧模组包括支撑板和第一气缸,所述支撑板可移动地连接于所述机架,所述第一气缸的固定端连接于所述支撑板,所述夹紧臂连接于所述第一气缸的输出端,所述夹紧臂在所述第一气缸的带动下朝向电芯模组和侧板移动,并夹紧电芯模组和侧板。
7.可选的,所述支撑板与所述机架之间设有导轨和滑块,所述导轨安装于所述机架,所述滑块连接于所述支撑板,所述滑块可移动地连接于所述导轨,并沿所述导轨的长度方向移动,所述支撑板随着所述滑块的移动而移动。
8.可选的,所述夹紧臂设有通孔,所述通孔用于供机器人焊接模组的焊枪穿设;所述夹紧臂连接有氮气模组,所述氮气模组的输出端连通所述通孔,并用于提供氮气。
9.可选的,所述夹紧组件包括顶端夹紧模组,所述顶端夹紧模组设置于所述左端夹
紧模组的一侧,所述顶端夹紧模组包括顶板和第二气缸,所述顶板可升降地连接于所述机架,所述第二气缸的固定端连接于所述机架,所述第二气缸的输出端连接于所述顶板,所述顶板在所述第二气缸的带动下沿上下方向升降,并夹紧电芯模组的上端。
10.可选的,所述夹紧组件包括前端夹紧模组,所述前端夹紧模组设置于所述左端夹紧模组的一侧,所述前端夹紧模组包括第一x轴移动模组、第一y轴移动模组和前端夹紧臂,所述第一x轴移动模组连接于所述机架,所述第一y轴移动模组连接于所述第一x轴移动模组,所述前端夹紧臂连接于所述第一y轴移动模组,所述前端夹紧臂在所述第一x轴移动模组、所述第一y轴移动模组的带动下沿x轴方向移动和y轴方向移动,并夹紧电芯模组和侧板。
11.可选的,所述前端夹紧模组具有多个,多个所述前端夹紧模组围合形成一个方形。
12.可选的,所述定位机构设有底座、移动座和定位销,所述底座可升降地连接于所述机架,所述移动座可移动地安装于所述底座,所述定位销连接于所述移动座,连接于所述移动座的所述定位销插接于电芯模组,并调整所述移动座的位置。
13.可选的,所述吸附机构包括第二y轴移动模组、第一z轴升降模组和吸附件,所述第一z轴升降模组连接于所述机架,所述第二y轴移动模组连接于所述第一z轴升降模组,所述吸附件连接于所述第二y轴移动模组,所述吸附件在所述第二y轴移动模组、所述第一z轴升降模组的带动下沿y轴移动和z轴移动,所述吸附件用于吸附侧板。
14.可选的,所述机器人焊接模组设置于所述机架的一侧,所述机器人焊接模组包括第二x轴移动模组和所述机器人,所述机器人可移动地连接于所述第二x轴移动模组,以便于调整所述机器人相对于电芯模组和侧板的位置。
15.所述机器人连接有焊枪、相机和测距传感器,所述焊枪用于对电芯模组和侧板进行焊接,测距传感器和相机设置于所述焊枪的一侧,通过测距传感器检测焊接件与电芯模组和侧板的距离,通过相机检测焊接情况。
16.与现有技术相比,本发明的有益效果是:本发明提供应用于一种电芯模组焊接设备,吸附机构安装于机架,并用于吸附侧板,侧板在吸附机构的带动下朝向电芯模组的外表面移动,侧板的内表面贴合于电芯模组的外表面;夹紧机构安装于机架,夹紧机构包括定位组件和至少一个夹紧组件,定位组件用于定位电芯模组,各夹紧组件设置于定位组件的一侧,夹紧组件设有夹紧臂,夹紧臂可移动地安装于机架,并夹紧电芯模组和侧板;机器人焊接模组设置于机架的一侧,机器人焊接模组用于焊接侧板与电芯模组,此时,定位组件用于定位电芯模组,夹紧臂夹紧电芯模组和侧板,电芯模组和侧板在夹紧臂的夹紧作用下进一步贴合,故电芯模组和侧板同时受到夹紧作用力和定位作用力,避免电芯模组在焊接过程中处于晃动状态,从而避免电芯模组与侧板之间位置偏移,提高了电芯模组与侧板之间的焊接质量。
附图说明
17.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单的介绍。显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对本领域技术人员来说,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
18.为了更完整地理解本技术及其有益效果,下面将结合附图来进行说明。其中,在下
面的描述中相同的附图标号表示相同部分。
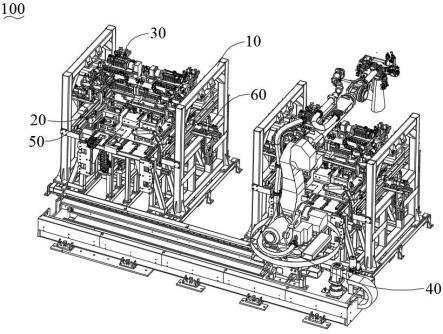
19.图1为本技术实施例提供电芯模组焊接设备的示意图。
20.图2为本技术实施例提供电芯模组焊接设备的部分示意图。
21.图3为本技术实施例提供电芯模组焊接设备的吸附机构的示意图。
22.图4为本技术实施例提供电芯模组焊接设备的左端夹紧模组的示意图。
23.图5为本技术实施例提供电芯模组焊接设备的前端夹紧模组和顶端夹紧模组的示意图。
24.图6为本技术实施例提供电芯模组焊接设备的定位机构的示意图。
25.图7为本技术实施例提供电芯模组焊接设备的机器人焊接模组的示意图。
26.图8为本技术实施例提供电芯模组焊接设备的输送线的示意图。
27.图9为本技术实施例提供电芯模组焊接设备的托板夹紧机构的示意图。
实施方式
28.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
29.请参考附图1~9,本技术实施例提供应用于一种电芯模组焊接设备100,电芯模组焊接设备100用于对电芯模组与侧板进行焊接,电芯模组焊接设备100包括机架10、吸附机构20、夹紧机构30和机器人焊接模组40。
30.机架10作为电芯模组焊接设备100的支撑部件,用于支撑吸附机构20、夹紧机构30和机器人焊接模组40。
31.吸附机构20安装于机架10,并用于吸附侧板,侧板在吸附机构20的带动下朝向电芯模组的外表面移动,侧板的内表面贴合于电芯模组的外表面。
32.此时,吸附机构20安装于机架10,吸附机构20在吸附的作用下吸附侧板,侧板在吸附机构20的带动下朝向电芯模组的外表面移动,侧板的内表面贴合于电芯模组的外表面,以便于侧板与电芯模组相固定,可选的,吸附机构20具有两个,两个吸附机构20相对布置,两个吸附机构20分别设置于电芯模组的前端和后端。
33.吸附机构20包括第二y轴移动模组21、第一z轴升降模组22和吸附件23,第一z轴升降模组22连接于机架10,第二y轴移动模组21连接于第一z轴升降模组22,吸附件23连接于第二y轴移动模组21,吸附件23在第二y轴移动模组21、第一z轴升降模组22的带动下沿y轴移动和z轴升降,吸附件23用于吸附侧板。可选的,第二y轴移动模组21和第一z轴升降模组22为电动式直线移动模组。
34.此时,吸附件23用于吸附侧板,吸附件23随着第二y轴移动模组21沿y轴方向前后移动,吸附件23也随着第一z轴升降模组22沿z轴方向上下升降,以便于吸附件23可以在y轴、z轴方向同时移动,以便于吸附件23的侧板贴合于电芯模组的外表面。
35.第一z轴升降模组22包括第四气缸221和第一z轴移动座222,第四气缸221的固定端连接于机架10,第一z轴移动座222连接于第四气缸221的输出端,第二y轴移动模组21连接于第一z轴移动座222,第一z轴移动座222在第四气缸221的带动下沿上下方向升降,并带
动第二y轴移动模组21升降,以便于调整第二y轴移动模组21相对于机架10的位置。可选的,第一z轴移动座222为电动式直线移动模组。
36.第二y轴移动模组21包括第五气缸211和第二y轴移动座212,第五气缸211的固定端连接于第一z轴移动座222,第二y轴移动座212连接于第五气缸211的输出端,吸附件23连接于第二y轴移动座212,第二y轴移动座212在第五气缸211的带动下沿前后方向移动,并带动吸附件23沿前后方向移动,以便于调整吸附件23相对于机架10的位置。
37.吸附件23包括真空件231、支撑架232和吸附板233,支撑架232固定于第二y轴移动座212,并连接于吸附板233,吸附板233设有气孔,真空件231固定于支撑架232,真空件231的真空端连通气孔,并在负压状态下对气孔进行抽气,使得侧板在吸附的作用下贴合于吸附板233的外表面。
38.夹紧机构30安装于机架10,夹紧机构30包括定位组件31和至少一个夹紧组件32,定位组件31用于定位电芯模组,各夹紧组件32设置于定位组件31的一侧,夹紧组件32设有夹紧臂321,夹紧臂321可移动地安装于机架10,并夹紧电芯模组和侧板。
39.此时,定位组件31用于定位电芯模组,夹紧臂321夹紧电芯模组和侧板,电芯模组和侧板在夹紧臂321的夹紧作用下进一步贴合,故电芯模组和侧板同时受到夹紧作用力和定位作用力,避免电芯模组在焊接过程中处于晃动状态,从而避免电芯模组与侧板之间位置偏移,提高了电芯模组与侧板之间的焊接质量。
40.定位组件31设有底座311、定位销312和移动座313,底座311可升降地连接于机架10,移动座313可移动地安装于底座311,定位销312连接于移动座313,连接于移动座313的定位销312插接于电芯模组,并调整移动座313的位置。
41.此时,定位销312相对于电芯模组的下方布置,底座311可升降地连接于机架10,并沿上下方向升降,移动座313可移动地安装于底座311,定位销312连接于移动座313,定位销312随着底座311的升降而升降,并且也随着移动座313的移动而移动,以便于调整定位销312相对于机架10的位置,连接于底座311的定位销312插接于电芯模组,并调整移动座313的位置,以便于电芯模组处于指定位置。
42.移动座313与底座311之间设有第一导轨3111和第一滑块3112,第一导轨3111连接于底座311,第一滑块3112连接于移动座313,第一滑块3112可移动地连接于第一导轨3111,移动座313随着第一滑块3112的移动而移动,以便于调整移动座313相对于底座311的位置。
43.定位组件31设有第三气缸314,第三气缸314的固定端连接于机架10,第三气缸314的输出端连接于底座311,底座311在第三气缸314的带动下沿上下方向升降,以便于调整底座311相对于机架10的位置,使得连接于底座311的定位销312插接于电芯模组。
44.夹紧组件32包括左端夹紧模组322,左端夹紧模组322连接于机架10,左端夹紧模组322包括支撑板3221和第一气缸3222,支撑板3221可移动地连接于机架10,第一气缸3222的固定端连接于支撑板3221,夹紧臂321连接于第一气缸3222的输出端,夹紧臂321在第一气缸3222的带动下朝向电芯模组和侧板移动,并夹紧电芯模组和侧板。
45.此时,支撑板3221可移动地连接于机架10,第一气缸3222的固定端连接于支撑板3221,夹紧臂321连接于第一气缸3222的输出端,夹紧臂321在第一气缸3222的带动下朝向电芯模组和侧板移动,以便于调整夹紧臂321相对于机架10的位置,以使夹紧臂321夹紧电芯模组的左端和侧板的左端,避免电芯模组在焊接过程中处于晃动状态,从而避免电芯模
组与侧板之间位置偏移,提高了电芯模组与侧板之间的焊接质量,可选的,左端夹紧模组322具有两个,两个左端夹紧模组322相对布置。
46.支撑板3221与机架10之间设有导轨32211和滑块32212,导轨32211安装于机架10,滑块32212连接于支撑板3221,滑块32212可移动地连接于导轨32211,并沿导轨32211的长度方向移动,支撑板3221随着滑块32212的移动而移动,以便于调整支撑板3221相对于机架10的位置。
47.左端夹紧模组322包括电缸3223,电缸3223的固定端连接于机架10,电缸3223的输出端连接于支撑板3221,支撑板3221在电缸3223的带动下沿左右移动,以便于调整支撑板3221相对于机架10的位置。
48.夹紧臂321设有通孔321a,通孔321a用于供机器人焊接模组40的焊枪421穿设;夹紧臂321连接有氮气模组,氮气模组的输出端连通通孔321a,并用于提供氮气。
49.此时,通孔321a用于供机器人焊接模组40的焊枪421穿设,以便于机器人焊接模组40的焊枪421对电芯模组的一端和侧板的一端进行焊接,氮气模组3211的输出端连通通孔321a,并用于提供氮气,以便于在焊接过程中的焊渣进行清除,从而提高电芯模组焊接设备100的焊接效果。
50.氮气模组包括氮气件和管道,管道的一端连通于氮气件,管道的另一端连通于通孔321a,氮气件用于供氮气。
51.夹紧组件32包括顶端夹紧模组323,顶端夹紧模组323设置于左端夹紧模组322的一侧,顶端夹紧模组323包括顶板3231和第二气缸3232,顶板3231可升降地连接于机架10,第二气缸3232的固定端连接于机架10,第二气缸3232的输出端连接于顶板3231,顶板3231在第二气缸3232的带动下沿上下方向升降,并夹紧电芯模组的上端。
52.此时,顶板3231相对于电芯模组的上方布置,顶板3231可升降地连接于机架10,第二气缸3232的固定端连接于机架10,第二气缸3232的输出端连接于顶板3231,顶板3231在第二气缸3232的带动下沿上下方向升降,以便于调整顶板3231相对于机架10的位置,顶板3231夹紧电芯模组的上端,避免电芯模组在焊接过程中处于晃动状态,从而避免电芯模组与侧板之间位置偏移,提高了电芯模组与侧板之间的焊接质量。
53.夹紧组件32包括前端夹紧模组324,前端夹紧模组324设置于左端夹紧模组322的一侧,前端夹紧模组324包括第一x轴移动模组3241、第一y轴移动模组3242和前端夹紧臂3243,第一x轴移动模组3241连接于机架10,第一y轴移动模组3242连接于第一x轴移动模组3241,前端夹紧臂3243连接于第一y轴移动模组3242,前端夹紧臂3243在第一x轴移动模组3241、第一y轴移动模组3242的带动下沿x轴方向移动和y轴方向移动,并夹紧电芯模组和侧板。可选的,第一x轴移动模组3241、第一y轴移动模组3242为电动式直线移动模组。
54.此时,前端夹紧臂3243用于夹紧电芯模组的前端和侧板的前端,前端夹紧臂3243随着第一y轴移动模组3242沿y轴方向前后移动,并且也随着第一x轴移动模组3241沿x轴方向前后移动,以便于前端夹紧臂3243可以在x、y轴方向同时移动,以便于前端夹紧臂3243夹紧电芯模组的前端和侧板的前端,可选的,前端夹紧模组324具有多个,多个前端夹紧模组324围合形成一个方形。
55.机器人焊接模组40设置于机架10的一侧,机器人焊接模组40包括第二x轴移动模组41和机器人42,机器人42可移动地连接于第二x轴移动模组41,以便于调整机器人42相对
于电芯模组和侧板的位置。
56.机器人42连接有焊枪421、相机422和测距传感器423,焊枪421用于对电芯模组和侧板进行焊接,测距传感器423和相机422设置于焊枪421的一侧,通过测距传感器423检测焊接件421与电芯模组和侧板的距离,通过相机422检测焊接情况。
57.电芯模组焊接设备100还包括输送线50,输送线50连接于机架10,输送线50设有托板51,托板51可移动地连接于机架10,托板51用于承托电芯模组。 此时,输送线50连接于机架10,输送线50与机器人焊接模组40相对布置,输送线50设有托板51,托板51可移动地连接于机架10,托板51用于承托电芯模组,以便于调整托板51相对于机架10的位置,从而调整电芯模组的位置,使得电芯模组处于焊接工位。
58.输送线50包括第一电机52、两同步轮53和同步带54;两同步轮53可转动地安装于机架10,同步带54套设于多个同步轮53之间,并牵引两同步轮53;第一电机52的输出端连接一同步轮53,并带动同步带54转动,托板51设置于同步带54的上方,托板51随着同步带54的转动而移动。
59.电芯模组焊接设备100还包括托板夹紧机构60,托板夹紧机构60连接于机架10,托板夹紧机构60包括第三x轴移动模组61、第二z轴升降模组62和卡套模组63,第二z轴升降模组62连接于机架10,第三x轴移动模组61连接第二z轴升降模组62,卡套模组63连接于第二z轴升降模组62,卡套模组63随着第三x轴移动模组61和第二z轴升降模组62沿x轴方向移动、z轴方向升降,以便于卡套模组63夹紧于托板51,可选的,托板夹紧机构60具有多个,多个托板夹紧机构60相对布置。
60.卡套模组63包括第二电机631和卡套主体632,第二电机631的固定端连接于第三x轴移动模组61的第二x轴移动座313,卡套主体632连接于第二电机631的输出端,卡套主体632在第二电机631的带动下旋转,以便于卡套主体632夹紧于托板51。
61.在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详述的部分,可以参见其他实施例的相关描述。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1