一种模块化高精度镜面的孔加工刀具的制作方法
本发明涉及机械加工刀具领域,尤其涉及一种模块化高精度镜面的孔加工刀具。
背景技术:
1、随着技术的进步,当前对机械产品的设计和质量要求越来越严格,因此对机械加工的要求也越来越高。不但质量要求严格,还要求成本低,竞争压力越来越大,几乎到了苛刻的地步,特别是在孔加工这一类型,更甚一步。很多行业要求孔的直径尺寸、圆度、直线度达到微米级精度,粗糙度达到镜面效果,且产品材料不限于铝等有色金属材料,很多是高强度高塑性的合金钢,要采用特定的机床设备或者特定的工艺处理,如在滚压孔后,采用磨粒流处理达到镜面效果,磨粒流只能用特殊设备,效率慢成本高,而且还受到各种条件的限制,才能使孔达到要求,因此造成成本急剧上升。
2、特别是打孔的铰、滚、挤等工艺分开进行,工序操作复杂
技术实现思路
1、本发明提供一种模块化高精度镜面的孔加工刀具,以至少解决现有技术中打孔各工艺需分开进行的问题。
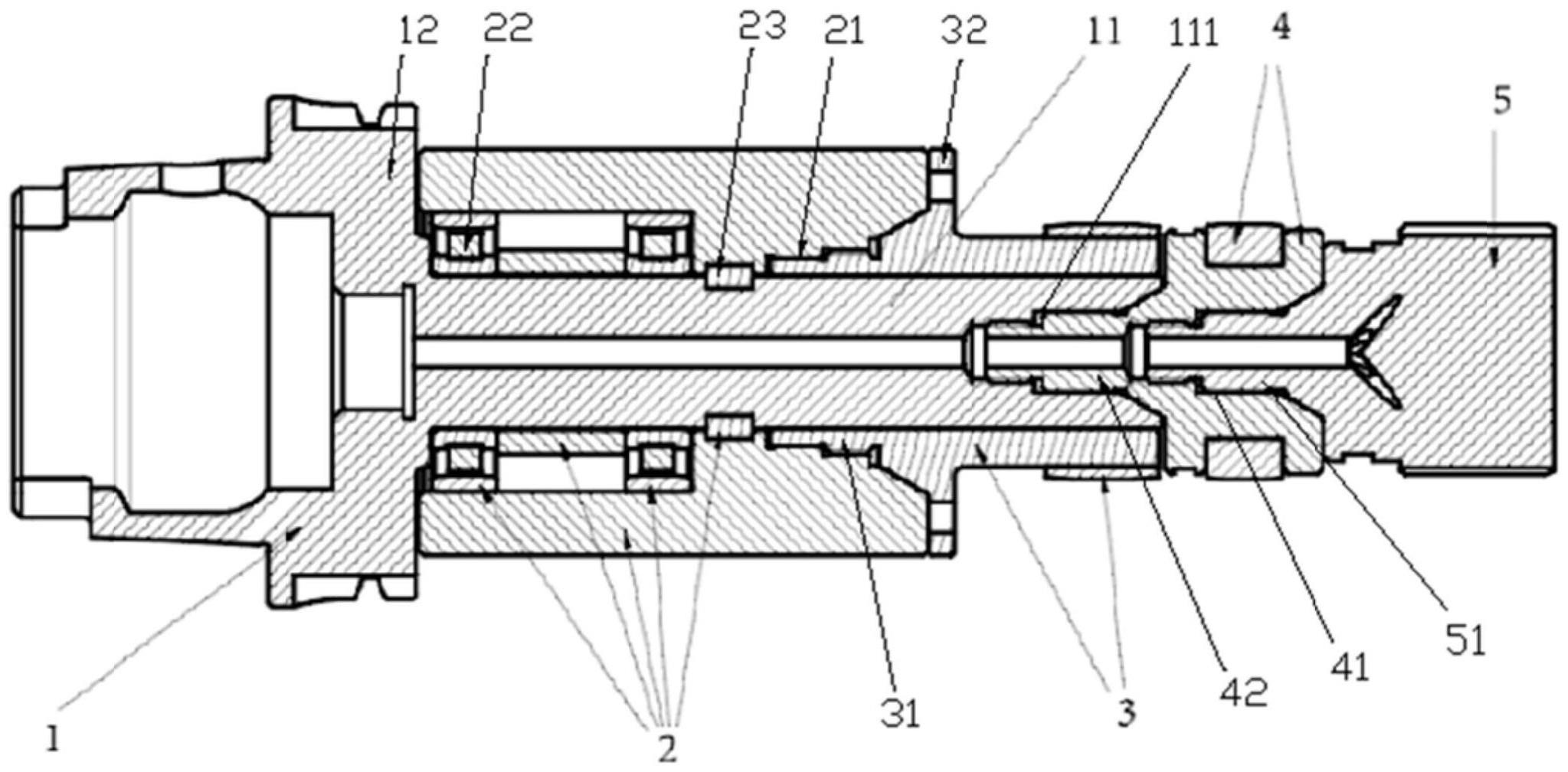
2、本发明提供一种模块化高精度镜面的孔加工刀具,所述孔加工刀具包括:柱型刀头,所述柱型刀头沿其轴向至少依次设有第一加工部、第二加工部,所述第一加工部位于所述柱型刀头端部,用于进行铰孔,所述第二加工部用于滚压孔、冲压孔中一种。
3、进一步的,所述柱型刀头轴向还设有第三加工部,所述第三加工部与第二加工部相邻,所述第二加工部用于滚压孔,所述第三加工部用于冲压孔。
4、进一步的,所述第一加工部、第二加工部、第三加工部可拆卸的固定连接。
5、进一步的,所述第一加工部为铰刀模块,第二加工部为滚刀模块,第三加工部为冲压模块。
6、进一步的,所述柱型刀头还设有机床连接柄部,所述机床连接柄部一端为主轴,所述第一加工部、第二加工部、第三加工部安装在主轴上。
7、更进一步的,所述第一加工部、第二加工部、主轴均通过螺纹连接;第三加工部转动套装在主轴上。
8、更进一步的,所述柱型刀头轴向还设有旋转机构,所述旋转机构与第三加工部相邻,所述旋转机构用于限位第三加工部。
9、更进一步的,所述第三加工部与所述旋转机构可拆卸固定连接。
10、更进一步的,所述第三加工部与所述旋转机构螺纹连接。
11、更进一步的,所述铰刀模块是标准化的铰刀头;所述冲压模块为陶瓷冷压冲头。
12、本发明提供的模块化高精度镜面的孔加工刀具,至少可将两种打孔工艺集中在一把刀具上,不需要特定的机床设备和特殊的加工工艺,仅采用普通的机床设备,稳定性好,降低了加工成本,提高了产品的加工效率。
技术特征:
1.一种模块化高精度镜面的孔加工刀具,其特征在于,所述孔加工刀具包括:柱型刀头,所述柱型刀头沿其轴向至少依次设有第一加工部、第二加工部,所述第一加工部位于所述柱型刀头端部,用于进行铰孔,所述第二加工部用于滚压孔、冲压孔中一种。
2.根据权利要求1所述一种模块化高精度镜面的孔加工刀具,其特征在于,所述柱型刀头轴向还设有第三加工部,所述第三加工部与第二加工部相邻,所述第二加工部用于滚压孔,所述第三加工部用于冲压孔。
3.根据权利要求2所述一种模块化高精度镜面的孔加工刀具,其特征在于,所述第一加工部、第二加工部、第三加工部可拆卸的固定连接。
4.根据权利要求3所述一种模块化高精度镜面的孔加工刀具,其特征在于,所述第一加工部为铰刀模块,第二加工部为滚刀模块,第三加工部为冲压模块。
5.根据权利要求4所述一种模块化高精度镜面的孔加工刀具,其特征在于,所述柱型刀头还设有机床连接柄部,所述机床连接柄部一端为主轴,所述第一加工部、第二加工部、第三加工部安装在主轴上。
6.根据权利要求5所述一种模块化高精度镜面的孔加工刀具,其特征在于,所述第一加工部、第二加工部、主轴均通过螺纹连接;第三加工部转动套装在主轴上。
7.根据权利要求2所述一种模块化高精度镜面的孔加工刀具,其特征在于,所述柱型刀头轴向还设有旋转机构,所述旋转机构与第三加工部相邻,所述旋转机构用于限位第三加工部。
8.根据权利要求7所述一种模块化高精度镜面的孔加工刀具,其特征在于,所述第三加工部与所述旋转机构可拆卸固定连接。
9.根据权利要求8所述一种模块化高精度镜面的孔加工刀具,其特征在于,所述第三加工部与所述旋转机构螺纹连接。
10.根据权利要求1-9任意一项所述一种模块化高精度镜面的孔加工刀具,其特征在于,所述铰刀模块是标准化的铰刀头;所述冲压模块为陶瓷冷压冲头。
技术总结
本发明公开一种模块化高精度镜面的孔加工刀具,所述孔加工刀具包括:柱型刀头,所述柱型刀头沿其轴向至少依次设有第一加工部、第二加工部,所述第一加工部位于所述柱型刀头端部,用于进行铰孔,所述第二加工部用于滚压孔、冲压孔中一种。本发明的模块化高精度镜面的孔加工刀具,至少可将两种打孔工艺集中在一把刀具上,不需要特定的机床设备和特殊的加工工艺,仅采用普通的机床设备,稳定性好,降低了加工成本,提高了产品的加工效率。
技术研发人员:黄天良,林道亮
受保护的技术使用者:株洲圣达切削刀具有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!