不锈钢零件精密深孔数控加工设备的制作方法
本发明属于数控加工设备,具体的说是不锈钢零件精密深孔数控加工设备。
背景技术:
1、深孔是指孔的长度与直径大于10的孔,工件上的深孔是一种非常常见的机械结构,常用于实现工件与其他零部件之间的机械连接,而深孔加工较传统的钻孔加工而言,其生产效率低,难度大。
2、深孔加工过程中常常需要使用到深孔数控钻床,其是深孔钻削的专用机床,其钻头通常采用的是内冷钻头,即冷却液从刀具中的冷却孔进入切削区将铁屑从刀具的排屑槽冲出工件。
3、由于深孔加工的特殊性,其在加工的过程中常常会存在钻头震动的问题,钻头一旦发生震动便会导致所加工的深孔出现尺寸偏差,导致加工的工件出现质量不合格的情况;为此,本发明提供不锈钢零件精密深孔数控加工设备。
技术实现思路
1、为了弥补现有技术的不足,解决背景技术中所提出的至少一个技术问题。
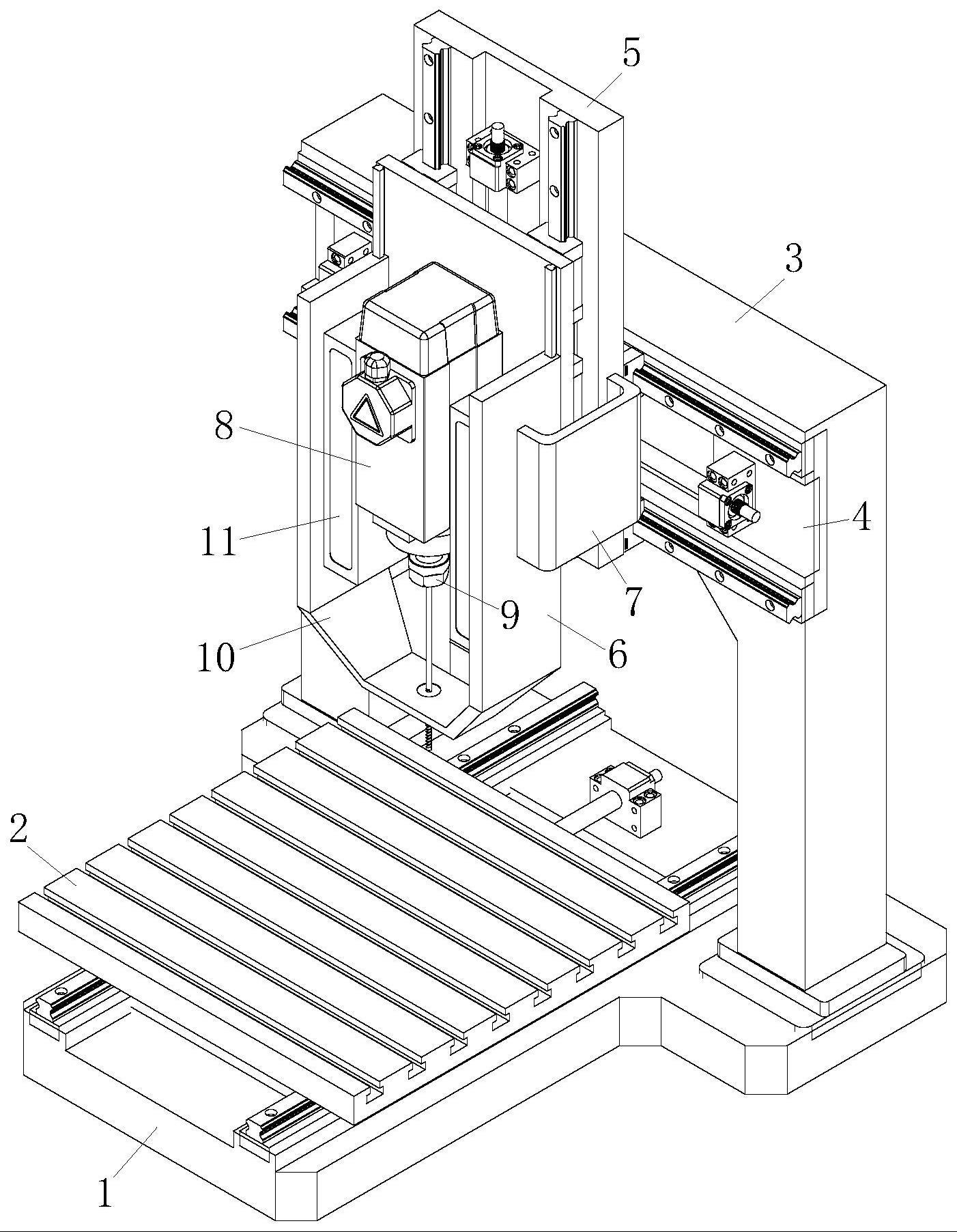
2、本发明解决其技术问题所采用的技术方案是:本发明所述的不锈钢零件精密深孔数控加工设备,包括调节模组,所述调节模组顶端安装有定位板,所述调节模组远离定位板的一端固定有安装架,所述安装架靠近定位板的一侧安装有平移模组,所述平移模组靠近定位板的一端安装有升降模组,所述升降模组靠近定位板的一侧固定有连接架,所述连接架远离升降模组的一侧固定有钻机,所述连接架与升降模组之间固定有一对支撑板,所述钻机底端固定有限位块,所述连接架底端固定有限位板,所述限位板内部开设有限位孔且所述限位孔与钻机内部安装的钻杆相适配;工作时,通过调整调节模组、平移模组、升降模组的位置,使得工件上待加工深孔的位置处于钻机的正下方,随后启动钻机使其带动钻杆进行转动,并且在此过程中升降模组同步运动进而对工件进行深孔加工,需要说明的是,在进行深孔加工之前,需要挑选合适的内排钻头以适应不同的工件,而在将内排钻头安装至钻机的内部时,需要将内排钻头依次穿过限位块、限位板,通过限位块与限位板对内排钻头进行限位,如此在进行深孔加工的过程中便可对内排钻头进行限位,从而有效的降低在深孔加工过程中内排钻头所产生的震动,进而提高了深孔加工时的精度与质量。
3、优选的,所述连接架靠近钻机的一侧安装有防护壳,所述防护壳内部转动连接有支撑轴,所述支撑轴外部固定有收卷辊,所述收卷辊外部缠绕有连接丝,所述钻杆外部开设有与连接丝相适配的卡槽;工作时,首先将连接丝缠绕至钻杆外部的卡槽中,如此在加工的过程中连接丝便会随着钻杆一同进入到工件的内部,并在此过程中拉动收卷辊与支撑轴在防护壳内部进行转动,一旦钻杆出现断裂的情况后,通过连接丝便可轻易的将钻杆断裂的部分取出,达到了便于取出钻杆在工件内部断裂部分的效果。
4、优选的,所述连接丝远离收卷辊的一端固定有卡接块,所述钻杆内部开设有与卡接块相适配的安装槽;工作时,在需要将连接丝缠绕至钻杆上时,通过连接丝与安装槽的设置,可以有效的提高安装效率与卡接效果,从而提高连接丝安装的稳定性。
5、优选的,所述收卷辊远离限位板的一侧设置有传动组件,所述传动组件远离收卷辊的一侧安装有报警组件,所述报警组件用以触发外部警报,所述传动组件用以带动报警组件进行运动;工作时,在钻杆发生断裂之后,连接丝会拉动支撑轴持续转动,在此过程中,支撑轴会带动传动组件运动,进而带动报警组件运行,从而进行报警,以提醒员工设备出现异常需要及时停机查看。
6、优选的,所述报警组件包括转动螺杆,所述转动螺杆外部通过螺纹连接有滑动块,所述滑动块内部贯通连接有多个限位滑杆,所述滑动块靠近钻机的一侧固定有报警触点,所述防护壳内壁且远离收卷辊的一侧安装有通电触点,所述通电触点与报警触点相适配;工作时,在报警组件运行时,首先转动螺杆会进行转动,从而使得滑动块沿着转动螺杆与限位滑杆进行滑动,滑动块运动从而带动报警触点运动,直至报警触点与防护壳内部的通电触点接触,需要说明的是报警触点与通电触点与外部的报警器信号连接,如此便达到了自动报警的效果。
7、优选的,所述传动组件包括蜗轮、蜗杆,所述蜗轮与蜗杆相互配合,所述蜗杆外部安装有调节组件,所述支撑轴与调节组件之间通过皮带连接,所述调节组件用以调节传动效率;工作时,在连接丝持续拉动支撑轴进行转动时,支撑轴会通过皮带带动调节组件进行转动,调节组件转动从而带动蜗杆进行转动蜗杆,转动进而带动蜗轮进行转动,需要说明的是蜗轮与转动螺杆固定连接,从而蜗轮在转动时会带动转动螺杆进行转动,进而达到报警的效果。
8、优选的,所述调节组件包括限位架,所述限位架远离蜗杆的一侧滑动连接有多个传动块,所述传动块远离限位架的一端转动连接有调节杆,所述调节杆远离传动块的一端转动连接有伸缩架,所述伸缩架内部滑动连接有限位杆,所述伸缩架顶端固定有按压柱;工作时,在安装皮带时,需要将皮带一端安装在支撑轴上,另一端安装在传动块上,如此便可实现传动,在需要更换钻杆以适配不同尺寸的深孔时,连接丝的运行长度也会发生变化,此时通过按压按压柱带动伸缩架沿着限位杆进行滑动,在此过程中伸缩架会带动调节杆进行运动,调节杆运动从而推动传动块沿着限位架进行滑动,进而改变限位架的直径,从而调整支撑轴与传动块之间的传动比,进而达到适配不同尺寸深孔的效果,需要说明的是,在上述过程中需要员工手动更换皮带,并且需要说明的是,在每次加工完成后需要员工手工对转动螺杆进行复位,并在此过程中观察设备整体的运行状态。
9、优选的,所述防护壳靠近收卷辊的一侧开设有放线槽,所述放线槽外部设置有导向架,所述导向架与防护壳固定连接,所述导向架内部转动连接有导向轮;工作时,在安装连接丝的过程中,需要将连接丝依次穿过放线槽与导向轮,通过放线槽与导向轮的设置对连接丝进行初步导向,防止连接丝与防护壳发生刮擦,导致连接丝断裂。
10、优选的,所述传动块内部固定有摩擦轮,所述摩擦轮表面为凹凸不平状;工作时,通过传动块内部设置摩擦轮可以提高与皮带之间的摩擦力,进而提高皮带传动时的稳定性。
11、优选的,所述限位杆外部固定有多个热胀条,所述伸缩架、按压柱内部均开设有与热胀条相适配的滑动槽,所述热胀条内部固定有加热丝;工作时,在调整完传动块的位置后,员工可以手动启动加热丝的开关,使其开始加热使得热胀条膨胀,膨胀后的热胀条会卡接在伸缩架、按压柱内部,从而对伸缩架、按压柱进行限位,使得传动块保持在调整后的状态中。
12、本发明的有益效果如下:
13、1.本发明所述的不锈钢零件精密深孔数控加工设备,通过在将内排钻头安装至钻机的内部时,需要将内排钻头依次穿过限位块、限位板,通过限位块与限位板对内排钻头进行限位,如此在进行深孔加工的过程中便可对内排钻头进行限位,从而有效的降低在深孔加工过程中内排钻头所产生的震动,进而提高了深孔加工时的精度与质量。
14、2.本发明所述的不锈钢零件精密深孔数控加工设备,通过将连接丝缠绕至钻杆外部的卡槽中,如此在加工的过程中连接丝便会随着钻杆一同进入到工件的内部,并在此过程中拉动收卷辊与支撑轴在防护壳内部进行转动,一旦钻杆出现断裂的情况后,通过连接丝便可轻易的将钻杆断裂的部分取出,达到了便于取出钻杆在工件内部断裂部分的效果。
- 还没有人留言评论。精彩留言会获得点赞!