一种镍钛形状记忆合金箔材的生产方法与流程
本发明涉及箔材清洗,特别是涉及一种镍钛形状记忆合金箔材的生产方法。
背景技术:
1、镍—钛系合金是形状记忆合金材料中性能最优越而且用途最广的一种。镍—钛系合金的延展性、形状记忆强度、应变、耐蚀性、电阻及稳定性均较好,但其成本高。
2、近年来,随着微机械、传感器及医学等领域对材料特性和形状要求的日益提高,关于形状记忆合金的研究十分活跃,微型材的制备也逐渐为人们所重视。国内生产的箔材厚度在100μm左右,而且产品较初级,技术含量和附加值不高。
3、tini形状记忆合金的传统制备方法是合金经真空感应炉熔炼,然后浇铸成铸锭,再经过热锻、热轧,再通过冷轧、热拔、冷拔等加工方式制成成品。tini合金在热加工过程中氧化和烧损严重,材料成材率低;在冷加工过程中,必须频繁进行中间退火。传统加工方法制备tini形状记忆合金微型化材料非常困难,难以适应材料微型化的需求。
技术实现思路
1、本发明所要解决的技术问题是提供一种镍钛形状记忆合金箔材的生产方法,旨在开发一种易操作的制备tini形状记忆合金微型化材料的加工方法,同时在频繁的中间退火过程中减少烧损、提高成材率,使得镍钛形状记忆合金箔材更加容易适应料微型化的需求。
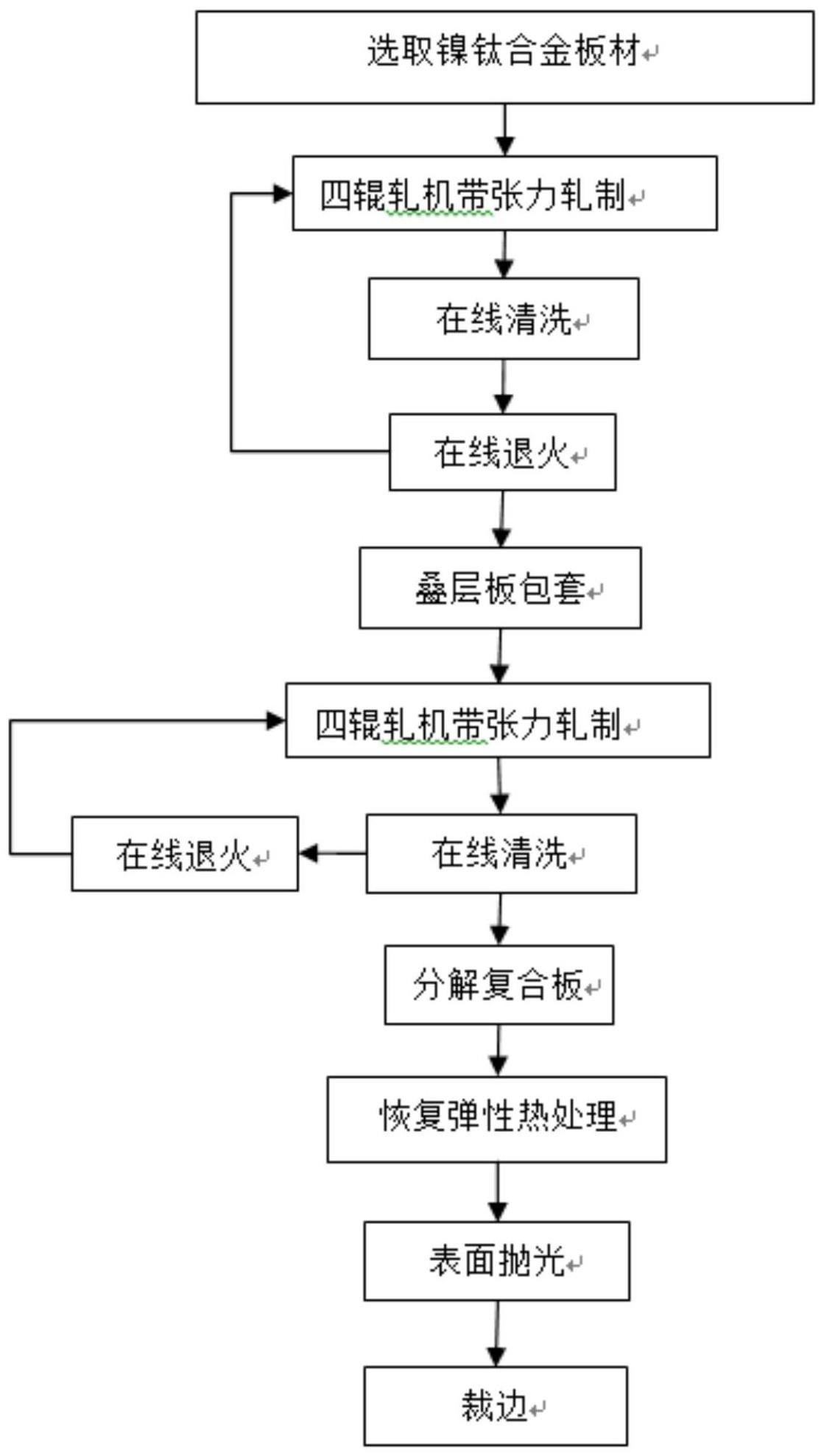
2、本发明解决其技术问题所采用的技术方案是:提供一种镍钛形状记忆合金箔材的生产方法,包括以下具体步骤:步骤一:选取成分合适、相变温度符合要求、厚度在2~3mm,长度为6~7m,宽度350mm左右的热轧镍钛形状记忆合金板材;步骤二:将步骤一制得热轧镍钛形状记忆合金板材两端焊接不锈钢带材,经过四辊轧机两个轧程的带张力轧制;步骤三:将步骤二制得的冷轧镍钛形状记忆合金带卷进行在线清洗、在线退火、在线清洗、表面修磨、干燥、裁边,获得厚度0.53m,宽度320mm的镍钛形状记忆合金带卷,将10张同尺寸的镍钛形状记忆合金带卷,通过叠层板包套的方式制备复合坯料,同时在复合坯料两个端头焊接牵引不锈钢带;步骤四:将复合坯料经过四辊轧机四个轧程的带张力轧制;步骤五:将所述的镍钛形状记忆合金箔材卷,通过在线清洗,清洗材料表面的油渍;步骤六:将步骤四所得复合带卷进行拆解,单张箔材厚度约为32~40μm,进行拉矫,得到,板型较好的光亮镍钛形状记忆合金箔材卷带;步骤七:采用连续退火炉进行连续光亮恢复弹性热处理,使用氩气保护,恢复弹性热处理工艺500℃,1m/min;步骤八:采用双砂带在线抛光机进行表面抛光,获得厚20~30μm,宽300mm以上,板型较好,且具有超弹性能的镍钛形状记忆合金箔材。
3、步骤一中,对板材表面进行打磨处理,确保ra≤0.4μm,表面无肉眼可见的坑、夹杂、裂纹等缺陷。
4、步骤二中,第一轧程,轧制后制得1.06mm冷轧带卷,轧制变形量见表1,轧制后采用6m连续退火炉进行连续光亮退火,使用氩气保护,退火工艺750℃,2m/min;第二轧程,轧制后制得0.53mm冷轧带卷,轧制变形量见表2,轧制后采用连续退火炉进行连续光亮退火,使用氩气保护,退火工艺750℃,4m/min。轧制过程中,严格控制变形量及轧辊的表面粗糙度,轧制速度不超过5m/min。
5、步骤三中,叠层板包套的方式为在冷轧镍钛形状记忆合金带卷上下层分别包上1mm厚的不锈钢薄材,不锈钢边部采用点焊。
6、步骤四中,经过的四个轧程包括:第一轧程,轧制后制得3.49mm冷轧复合带卷,轧制后采用连续退火炉进行连续光亮退火,使用氩气保护,退火工艺750℃,1m/min;第二轧程,轧制后制得1.76mm冷轧复合带卷,轧制后采用连续退火炉进行连续光亮退火,使用氩气保护,退火工艺750℃,1.5m/min;第三轧程,轧制后制得0.87mm冷轧复合带卷,轧制后采用连续退火炉进行连续光亮退火,使用氩气保护,退火工艺750℃,2m/min;第四轧程,轧制后制得0.45mm冷轧复合带卷。
7、有益效果:本发明涉及一种镍钛形状记忆合金箔材的生产方法,具有以下优点:
8、(1)、通过叠层板包套的方式制备复合坯料,加厚了板坯尺寸,可降低对轧机设备能力的要求;
9、(2)、复合坯料外层有不锈钢包裹,避免轧辊与箔材直接接触,有效的保护箔材,减少不不必要的划伤,可降低对轧辊表面光洁度的要求;
10、(3)、通过对带材热轧、冷轧的轧程及道次变形量做出了严格控制,四辊轧机单轧程总变形量约50%,使得带材组织充分破碎,促进晶粒细化;
11、(4)、通过控制镍钛形状记忆合金箔材恢复弹性热处理制度,采用连续退火炉使箔材通过在线恢复弹性热处理手段,获得强度超过1300mpa的超弹性能的镍钛形状记忆合金箔材。
技术特征:
1.一种镍钛形状记忆合金箔材的生产方法,其特征在于:包括以下具体步骤:
2.根据权利要求1所述的一种镍钛形状记忆合金箔材的生产方法,其特征在于:步骤一种,对板材表面进行打磨处理,确保ra≤0.4μm,表面无肉眼可见的坑、夹杂、裂纹等缺陷。
3.根据权利要求1所述的一种镍钛形状记忆合金箔材的生产方法,其特征在于:步骤二中,第一轧程,轧制后制得1.06mm冷轧带卷,轧制变形量见表1,轧制后采用6m连续退火炉进行连续光亮退火,使用氩气保护,退火工艺750℃,2m/min;第二轧程,轧制后制得0.53mm冷轧带卷,轧制变形量见表2,轧制后采用连续退火炉进行连续光亮退火,使用氩气保护,退火工艺750℃,4m/min。轧制过程中,严格控制变形量及轧辊的表面粗糙度,轧制速度不超过5m/min。
4.根据权利要求1所述的一种镍钛形状记忆合金箔材的生产方法,其特征在于:步骤三中,叠层板包套的方式为在冷轧镍钛形状记忆合金带卷上下层分别包上1mm厚的不锈钢薄材,不锈钢边部采用点焊。
5.根据权利要求1所述的一种镍钛形状记忆合金箔材的生产方法,其特征在于:步骤四中,经过的四个轧程包括:第一轧程,轧制后制得3.49mm冷轧复合带卷,轧制后采用连续退火炉进行连续光亮退火,使用氩气保护,退火工艺750℃,1m/min;第二轧程,轧制后制得1.76mm冷轧复合带卷,轧制后采用连续退火炉进行连续光亮退火,使用氩气保护,退火工艺750℃,1.5m/min;第三轧程,轧制后制得0.87mm冷轧复合带卷,轧制后采用连续退火炉进行连续光亮退火,使用氩气保护,退火工艺750℃,2m/min;
技术总结
本发明涉及一种镍钛形状记忆合金箔材的生产方法,包括:选取成分合适、相变温度符合要求、厚度在2~3mm,长度为6~7m,宽度350mm左右的热轧镍钛形状记忆合金板材;给上述热轧镍钛形状记忆合金板材两个端头焊接上牵引不锈钢带,在四辊轧机上进行带张力多轧程冷轧,得到金相组织充分破碎的镍钛形状记忆合金带卷;将所述四辊轧机带张力轧制得到的镍钛形状记忆合金带卷进行在线清洗、在线退火、在线清洗、表面修磨、干燥;将10张所述的干燥后的镍钛形状记忆合金带卷,同时在复合坯料两个端头焊接牵引不锈钢带;将复合坯料通过四辊轧机进行带张力多轧程冷轧,得到厚度尺寸为32~40μm的镍钛形状记忆合金箔材卷。
技术研发人员:高勇勇,王兆琦,夏雪莲,李萍,许文桥,高敬波,金方,周晓辉
受保护的技术使用者:宁波中钛精密箔材有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!