一种热轧带钢边部缺陷的控制方法、装置、设备和介质与流程
本申请涉及金属的轧制,尤其涉及一种热轧带钢边部缺陷的控制方法、装置、设备和介质。
背景技术:
1、成品带钢由板坯轧制而成,板坯在热轧过程中出现形变,造成成品带钢的边部缺陷,如边部翘皮等。边部缺陷的发生率,严重影响带钢的生产质量、合格率和生产成本。因此,如何减小带钢在热轧过程中产生边部缺陷,是目前亟需解决的技术问题。
技术实现思路
1、本申请通过提供一种热轧带钢边部缺陷的控制方法,解决了带钢在热轧过程中产生边部缺陷的技术问题,实现了减小板坯在热轧过程中的边部缺陷,从而提高带钢的生产质量和合格率,降低带钢生产成本的技术效果。
2、第一方面,本申请提供了一种热轧带钢边部缺陷的控制方法,所述控制方法应用于热轧定宽机,所述控制方法包括:
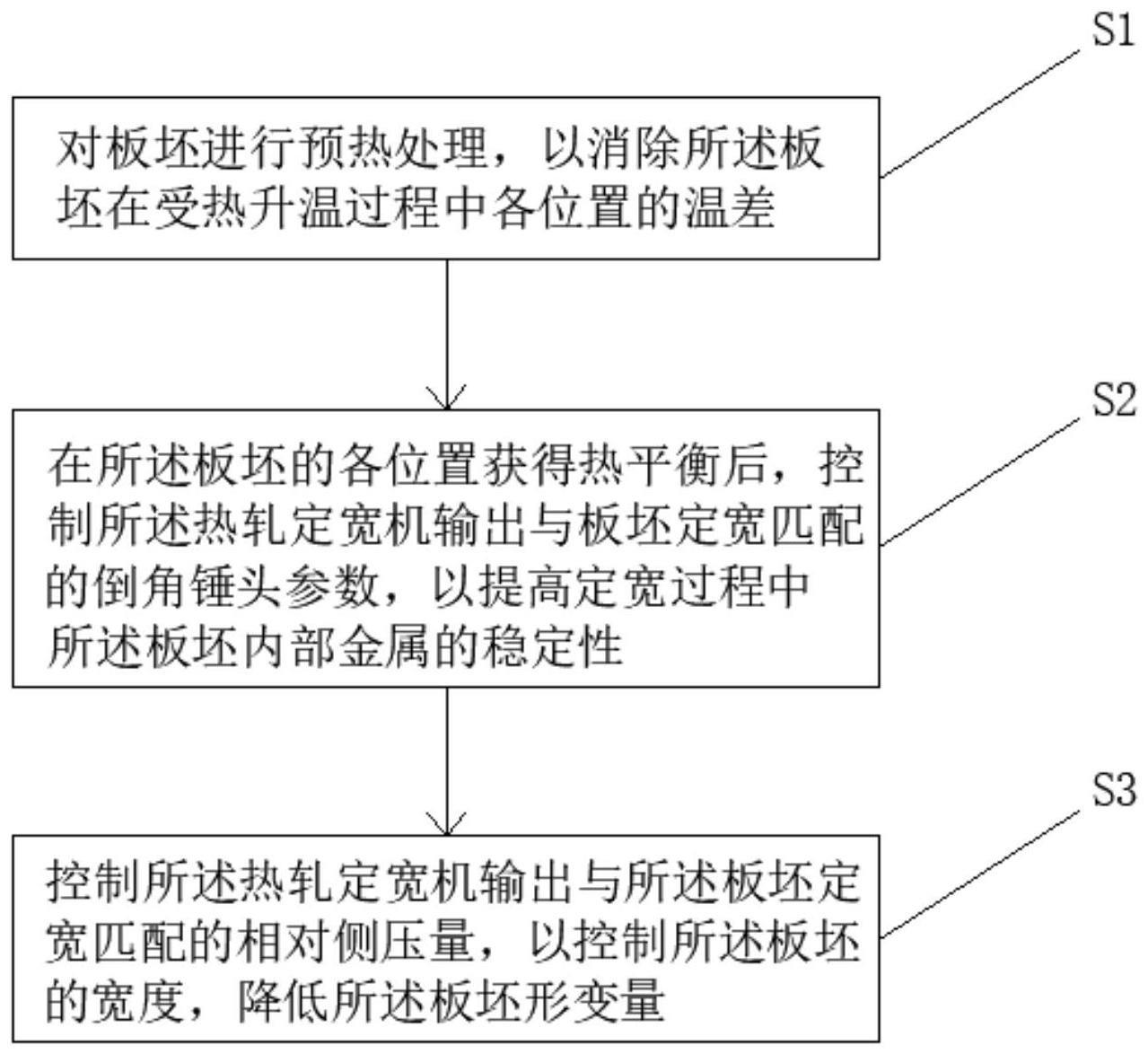
3、对板坯进行预热处理,以消除所述板坯在受热升温过程中各位置的温差;
4、在所述板坯的各位置获得热平衡后,控制所述热轧定宽机输出与板坯定宽匹配的倒角锤头参数,以提高定宽过程中所述板坯内部金属的稳定性;
5、控制所述热轧定宽机输出与所述板坯定宽匹配的相对侧压量,以控制所述板坯的宽度,降低所述板坯形变量。
6、进一步,所述对板坯进行预热处理,以消除所述板坯在受热升温过程中各位置的温差包括:在预设的多个加热段,以每个所述加热段对应的加热速度加热板坯。
7、进一步,在对所述板坯进行预热处理后,所述控制方法还包括:祛除所述板坯表面的氧化皮。
8、进一步,所述控制所述热轧定宽机输出与板坯定宽匹配的倒角锤头参数包括:基于所述板坯的狗骨参数建立有限元模型,通过所述有限元模型确定与所述板坯定宽匹配的最优倒角锤头参数。
9、进一步,所述基于所述板坯的狗骨参数建立有限元模型,通过所述有限元模型确定与所述板坯定宽匹配的最优倒角锤头参数包括:
10、在有限元软件上绘制狗骨单元和倒角锤头单元,建立三维模型;
11、对所述三维模型进行网格划分,分别设置狗骨单元和倒角锤头单元的单元类型,以及所述单元类型对应的网格密度;
12、采用狗骨参数、所述倒角锤头参数、所述板坯定宽对所述三维模型进行赋值;
13、设置所述狗骨单元的边界条件,控制所述倒角锤头单元按预设运动轨迹移动;
14、设置分析步,确定使所述狗骨单元形变最小的所述最优倒角锤头参数。
15、进一步,所述控制所述热轧定宽机输出与所述板坯定宽匹配的相对侧压量包括:通过以下公式计算获得所述相对侧压量:
16、所述相对侧压量=板坯减宽值/板坯初始厚度。
17、第二方面,本申请提供了一种热轧带钢边部缺陷的控制装置,所述控制装置应用于热轧定宽机,所述控制装置包括:
18、热处理模块,用于对板坯进行预热处理,以消除所述板坯在受热升温过程中各位置的温差;
19、第一参数控制模块,用于在所述板坯的各位置获得热平衡后,控制所述热轧定宽机输出与板坯定宽匹配的倒角锤头参数,以提高定宽过程中所述板坯内部金属的稳定性;
20、第二参数控制模块,用于控制所述热轧定宽机输出与所述板坯定宽匹配的相对侧压量,以控制所述板坯的宽度,降低所述板坯形变量。
21、进一步,所述第一参数控制模块,用于控制所述热轧定宽机输出与板坯定宽匹配的倒角锤头参数包括:基于所述板坯的狗骨参数建立有限元模型,通过所述有限元模型确定与所述板坯定宽匹配的最优倒角锤头参数。
22、第三方面,本申请提供一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现如第一方面任一所述的方法步骤。
23、第四方面,本申请提供一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现如第一方面中任一所述的方法步骤。
24、本发明实施例中的一个或多个技术方案,至少具有如下技术效果或优点:
25、在本发明实施例中,提供了一种热轧带钢边部缺陷的控制方法,所述控制方法应用于热轧定宽机,所述控制方法包括:
26、首先,对板坯进行预热处理,以消除所述板坯在受热升温过程中各位置的温差。板坯由常温被加热到可供定宽的高温过程中,板坯中心位置温度高于板坯边部位置温度,导致板坯内金属由中心向边部流动,导致板坯边部金属过度聚集,发生形变。本控制方法通过在板坯进入热轧定宽机前,对板坯进行预热处理使板坯在受热升温过程中,板坯各位置始终保持热平衡,有利于防止带钢边部缺陷的产生。
27、接着,在所述板坯的各位置获得热平衡后,控制所述热轧定宽机输出与板坯定宽匹配的倒角锤头参数,以提高定宽过程中所述板坯内部金属的稳定性。本实施例通过使用与板坯定宽相匹配的倒角锤头参数,使板坯在定宽过程中,板坯与倒角锤头的接触面能更好贴合,接触面受力均匀,避免板坯内部金属在受到不为零的合力的作用下发生移动,从而提高定宽过程中所板坯内部金属的稳定性,有利于防止带钢边部缺陷的产生。
28、最后,控制所述热轧定宽机输出与所述板坯定宽匹配的相对侧压量,以控制所述板坯的宽度,降低所述板坯形变量。通过控制定宽过程中,对所述板坯施加于板坯定宽向匹配的相对侧压量,可以在获得所需板坯定宽前提下,尽量减小板坯的形变,从而有利于防止带钢边部缺陷的产生。
29、通过本申请提供的控制方法,有效减小带钢在热轧过程中的边部缺陷,提高带钢的生产质量和合格率,降低带钢生产成本。
技术特征:
1.一种热轧带钢边部缺陷的控制方法,所述控制方法应用于热轧定宽机,其特征在于,所述控制方法包括:
2.如权利要求1所述的一种热轧带钢边部缺陷的控制方法,其特征在于,所述对板坯进行预热处理,以消除所述板坯在受热升温过程中各位置的温差包括:在预设的多个加热段,以每个所述加热段对应的加热速度加热板坯。
3.如权利要求1所述的一种热轧带钢边部缺陷的控制方法,其特征在于,在对所述板坯进行预热处理后,所述控制方法还包括:祛除所述板坯表面的氧化皮。
4.如权利要求1所述的一种热轧带钢边部缺陷的控制方法,其特征在于:所述控制所述热轧定宽机输出与板坯定宽匹配的倒角锤头参数包括:基于所述板坯的狗骨参数建立有限元模型,通过所述有限元模型确定与所述板坯定宽匹配的最优倒角锤头参数。
5.如权利要求4所述的一种热轧带钢边部缺陷的控制方法,其特征在于,所述基于所述板坯的狗骨参数建立有限元模型,通过所述有限元模型确定与所述板坯定宽匹配的最优倒角锤头参数包括:
6.如权利要求1所述的一种热轧带钢边部缺陷的控制方法,其特征在于,所述控制所述热轧定宽机输出与所述板坯定宽匹配的相对侧压量包括:通过以下公式计算获得所述相对侧压量:
7.一种热轧带钢边部缺陷的控制装置,所述控制装置应用于热轧定宽机,其特征在于,所述控制装置包括:
8.如权利要求7所述的一种热轧带钢边部缺陷的控制装置,其特征在于:所述第一参数控制模块,用于控制所述热轧定宽机输出与板坯定宽匹配的倒角锤头参数包括:基于所述板坯的狗骨参数建立有限元模型,通过所述有限元模型确定与所述板坯定宽匹配的最优倒角锤头参数。
9.一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,其特征在于,所述处理器执行所述程序时实现如权利要求1-6中任一所述的方法步骤。
10.一种计算机可读存储介质,其上存储有计算机程序,其特征在于,该程序被处理器执行时实现如权利要求1-6中任一所述的方法步骤。
技术总结
本申请涉及金属的轧制技术领域,尤其涉及一种热轧带钢边部缺陷的控制方法、装置、设备和介质,所述控制方法应用于热轧定宽机,所述控制方法包括:对板坯进行预热处理,以消除所述板坯在受热升温过程中各位置的温差;在所述板坯的各位置获得热平衡后,控制所述热轧定宽机输出与板坯定宽匹配的倒角锤头参数,以提高定宽过程中所述板坯内部金属的稳定性;控制所述热轧定宽机输出与所述板坯定宽匹配的相对侧压量,以控制所述板坯的宽度,降低所述板坯形变量。通过本申请提出的控制方法,有效减小带钢在热轧过程中的边部缺陷,提高带钢的生产质量和合格率,降低带钢生产成本。
技术研发人员:黄小兵,王伦,罗旭烨,武巧玲,李金保,李树强,焦会立,陈兵,刘晟哲,张晁珲
受保护的技术使用者:北京首钢股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!