一种汽车钣金件冲压成型模具的制作方法
本发明涉及冲压加工,具体为一种汽车钣金件冲压成型模具。
背景技术:
1、冲压工艺是一种金属加工方法,它是建立在金属塑性变形的基础上,利用模具和冲压设备对板料施加压力,使板料产生塑性变形或分离,从而获得具有一定形状、尺寸和性能的零件。冲压成形工艺在汽车车身制造工艺中占有重要的地位,特别是汽车车身的大型覆盖件,因大多形状复杂,结构尺寸大,有的还是空间曲面,并且表面质量要求高,所以用冲压加工方法来制作这些零件是用其它加工方法所不能比拟的。现有技术中,固定设置的刀口容易导致工件表面变形的问题未能得到解决;且现有技术在对钣金冲孔时,无法对落料刀口进行清理,容易导致刀口内的废料脱落,使得废料掉落在工件表面,导致工件报废甚至损坏模具造成损失;传统模具在折弯过程中一次成型,容易导致冲压不到位的情况。
2、公告号为cn210253860u的实用新型专利公开了一种汽车钣金件冲压成型模具,包括上安装板、下安装板、上模板和下模板,上模板和下模板分别安装于上安装板的底端和下安装板的顶端,上模板和下模板上下对应设置,上安装板的顶端设置有驱动装置;还包括左定位装置和右定位装置,左定位装置包括左螺纹管、左螺纹杆、左连接板、两组左弹性伸缩杆、两组左定位轮、左滑块和左滚珠轴承,右定位装置包括右螺纹管、右螺纹杆、右连接板、两组右弹性伸缩杆、两组右定位轮、右滑块和右滚珠轴承。该现有技术虽然无需手动对钢板进行定位,提高安全性,保证钢板的定位精度,提高了实用性;但是未能解决现有技术中,固定设置的刀口容易导致工件表面变形的问题;而且该现有技术在对钣金冲孔时,无法对落料刀口进行清理,容易导致刀口内的废料脱落,使得废料掉落在工件表面,导致工件报废甚至损坏模具造成损失。
技术实现思路
1、针对上述技术问题,本发明所使用的技术方案是:一种汽车钣金件冲压成型模具,包括下模、冲压台,还包括清理组件、冲压组件、切断组件,所述清理组件滑动设置在下模的一侧,所述冲压组件对称设置在下模上,所述切断组件固定设置在冲压组件上;所述清理组件包括滑动设置在下模上的清理固定外壳,所述清理固定外壳上滑动设置有清理环、清理环形齿条、清理滑动环,所述清理环固定设置在清理环形齿条上,所述清理环形齿条与滑动设置在清理滑动环上的清理齿条啮合;所述清理齿条转动设置在清理滑动架上,所述清理滑动架滑动设置在下模上;所述清理滑动架上固定设置有清理固定条,所述清理固定条与冲压组件滑动配合,所述清理固定外壳一侧滑动设置有清理滑动块,所述清理滑动块固定设置在冲压滑动块上;所述清理固定外壳与固定设置在下模上的清理导柱滑动配合。
2、进一步的,所述冲压组件包括对称设置在冲压固定杆两侧的冲压转动片,所述冲压转动片转动设置在冲压滑块上,所述冲压转动片与冲压滑块之间活动设置有冲压拉簧。
3、进一步的,所述冲压滑块上固定设置有冲压斜板,所述冲压斜板与清理组件上的清理固定条滑动配合,所述冲压滑块滑动设置在冲压滑动块上,所述冲压滑块与冲压滑动块之间活动设置有冲压复位弹簧,冲压滑块滑动设置在下模上。
4、进一步的,所述冲压滑动块上滑动设置有冲压触头,冲压滑动块滑动设置在下模上,所述冲压触头与冲压滑动块之间固定设置有多个弹簧,所述冲压滑块上固定设置有切断组件。
5、进一步的,所述切断组件包括固定设置在冲压滑块上的切断盖板,所述切断盖板上固定设置有切断头,所述切断盖板上固定设置有切断刀口,所述切断刀口滑动设置在切断贴合板上,所述切断刀口与切断贴合板之间活动设置有切断复位弹簧。
6、进一步的,所述切断刀口与滑动设置在下模上的切断滑动块滑动配合,所述切断滑动块与下模之间活动设置有切断复位弹簧一。
7、进一步的,所述下模上开设有落料槽,所述下模上固定设有冲压台,所述冲压台外层包裹有橡胶。
8、进一步的,所述冲压组件沿冲压台对称设置。
9、本发明与现有技术相比的有益效果是:1、本发明通过设置清理组件,能够在模具工作时,实时的对冲孔刀口进行清理,防止因为废料造成的产品质量问题以及模具的损坏;2、通过设置冲压组件,能够在冲压过程中实现预折弯,避免传统模具在折弯过程中一次成型导致冲压不到位的情况;3、通过设置活动刀口,能够在切除废料时作为支点,保证产品切口不变形,不被刮伤。
技术特征:
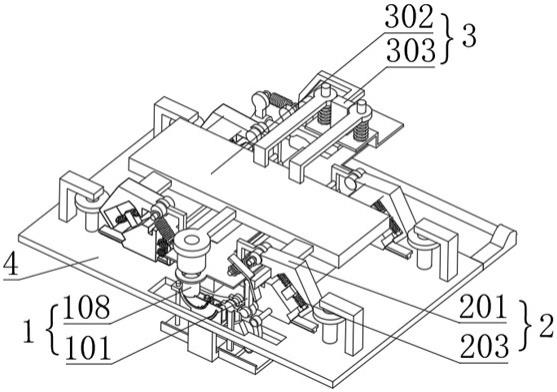
1.一种汽车钣金件冲压成型模具,包括下模(4)、冲压台(5),其特征在于:还包括清理组件(1)、冲压组件(2)、切断组件(3),所述清理组件(1)滑动设置在下模(4)的一侧,所述冲压组件(2)对称设置在下模(4)上,所述切断组件(3)固定设置在冲压组件(2)上;所述清理组件(1)包括滑动设置在下模(4)上的清理固定外壳(108),所述清理固定外壳(108)上滑动设置有清理环(104)、清理环形齿条(105)、清理滑动环(106),所述清理环(104)固定设置在清理环形齿条(105)上,所述清理环形齿条(105)与滑动设置在清理滑动环(106)上的清理齿条(103)啮合;所述清理齿条(103)转动设置在清理滑动架(107)上,所述清理滑动架(107)滑动设置在下模(4)上;所述清理滑动架(107)上固定设置有清理固定条(101),所述清理固定条(101)与冲压组件(2)滑动配合,所述清理固定外壳(108)一侧滑动设置有清理滑动块(102),所述清理滑动块(102)固定设置在冲压滑动块(205)上;所述清理固定外壳(108)与固定设置在下模(4)上的清理导柱(109)滑动配合。
2.根据权利要求1所述的一种汽车钣金件冲压成型模具,其特征在于:所述冲压组件(2)包括对称设置在冲压固定杆(208)两侧的冲压转动片(207),所述冲压转动片(207)转动设置在冲压滑块(201)上,所述冲压转动片(207)与冲压滑块(201)之间活动设置有冲压拉簧(202)。
3.根据权利要求2所述的一种汽车钣金件冲压成型模具,其特征在于:所述冲压滑块(201)上固定设置有冲压斜板(204),所述冲压斜板(204)与清理组件(1)上的清理固定条(101)滑动配合,所述冲压滑块(201)滑动设置在冲压滑动块(205)上,所述冲压滑块(201)与冲压滑动块(205)之间活动设置有冲压复位弹簧(203),冲压滑块(201)滑动设置在下模(4)上。
4.根据权利要求3所述的一种汽车钣金件冲压成型模具,其特征在于:所述冲压滑动块(205)上滑动设置有冲压触头(206),冲压滑动块(205)滑动设置在下模(4)上,所述冲压触头(206)与冲压滑动块(205)之间固定设置有多个弹簧,所述冲压滑块(201)上固定设置有切断组件(3)。
5.根据权利要求4所述的一种汽车钣金件冲压成型模具,其特征在于:所述切断组件(3)包括固定设置在冲压滑块(201)上的切断盖板(302),所述切断盖板(302)上固定设置有切断头(301),所述切断盖板(302)上固定设置有切断刀口(303),所述切断刀口(303)滑动设置在切断贴合板(305)上,所述切断刀口(303)与切断贴合板(305)之间活动设置有切断复位弹簧(304)。
6.根据权利要求5所述的一种汽车钣金件冲压成型模具,其特征在于:所述切断刀口(303)与滑动设置在下模(4)上的切断滑动块(307)滑动配合,所述切断滑动块(307)与下模(4)之间活动设置有切断复位弹簧一(306)。
7.根据权利要求6所述的一种汽车钣金件冲压成型模具,其特征在于:所述下模(4)上开设有落料槽,所述下模(4)上固定设有冲压台(5),所述冲压台(5)外层包裹有橡胶。
8.根据权利要求1所述的一种汽车钣金件冲压成型模具,其特征在于:所述冲压组件(2)沿冲压台(5)对称设置。
技术总结
本发明公开了一种汽车钣金件冲压成型模具,涉及冲压加工技术领域,包括清理组件、冲压组件、切断组件、下模、冲压台;通过设置清理组件,能够在模具工作时,实时的对冲孔刀口进行清理,防止因为废料造成的产品质量问题以及模具的损坏;通过设置冲压组件,能够在冲压过程中实现预折弯,避免传统模具在折弯过程中一次成型导致冲压不到位的情况;通过设置活动刀口,能够在切除废料时作为支点,保证产品切口不变形,不被刮伤。
技术研发人员:朱兴龙
受保护的技术使用者:迈特孚明汽车零部件有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!