一种尺钩装配设备的制作方法
本发明涉及非标设备,更加具体的,涉及用于装配尺钩的整装设备。
背景技术:
1、传统上,卷尺的尺钩是需要工人使用专用的压装设备进行压装的。效率较低且存在较高的废品率。
2、基于以上原因,有必要对现有技术进行改进。
技术实现思路
1、本发明的针对现有技术中存在的不足,提供了一种尺钩装配设备。
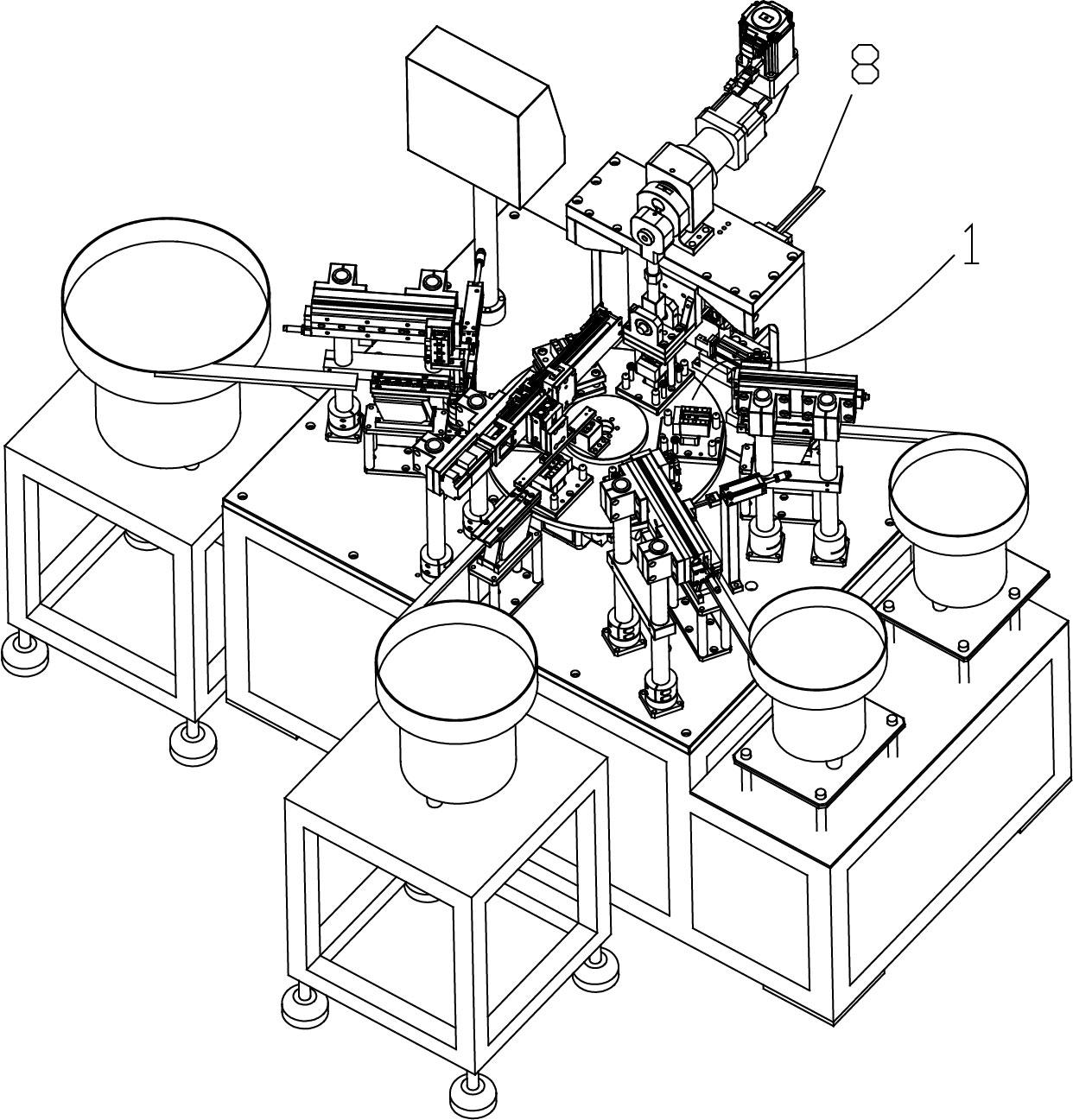
2、本发明是通过如下技术方案实现的:一种尺钩装配设备,包括转盘,其通过位于转盘下方的转盘驱动机构驱动其沿着中心转动,在转盘上设置有圆周分布的载具,所述载具包括载具固定座和在载具固定座上设置的载具主体,载具主体上方设置有供尺带定位的尺带定位槽,在尺带定位槽的前端形成有用于定位尺钩的尺钩定位槽,尺钩定位槽内形成有两组一号螺钉限位孔,在尺带定位槽上形成有一组二号螺钉限位孔;
3、在所述转盘外沿着转盘圆周依次分布的一号螺钉供料模块、二号螺钉供料模块、定位片供料模块、尺钩供料模块以及压装模块;
4、其中,所述一号螺钉供料模块用于向载具的一号螺钉限位孔内供给一号螺钉;
5、所述二号螺钉供料模块用于向载具的二号螺钉限位孔内供给二号螺钉;
6、所述定位片供料模块用于供给定位片至压装模块;
7、所述尺钩供料模块用于供给尺钩至载具的尺钩定位槽内;
8、所述压装模块用于将一号螺钉和二号螺钉压装,从而使得定位片、尺钩和尺带在一号螺钉和二号螺钉的作用下固定为一体,所述压装模块和所述定位片供料模块正对设置,在压装模块的后方设置有用于向载具供给尺带的尺带输送机构。
9、上述技术方案中,一号螺钉供料模块包括一号螺钉振动盘,与一号螺钉振动盘连接的一号螺钉出料导轨,在一号螺钉出料导轨的出料端设置的推料槽,以及在推料槽的一端设置的用于定位两个一号螺钉位置的一号螺钉定位料板和在推料槽的另一端设置的用于将一号螺钉推向一号螺钉定位料板的的一号螺钉推板,其中一号螺钉定位料板包括间隔的两个用于限定一号螺钉的定位缺口槽,且一号螺钉定位料板通过在其一侧设置的驱动气缸推动每个定位缺口槽和推料槽的出口端位置对齐。
10、上述技术方案中,二号螺钉供料模块包括二号螺钉振动盘,与二号螺钉振动盘连接的二号螺钉出料导轨和在二号螺钉出料导轨上方设置的二号螺钉抓手,通过所述二号螺钉抓手将二号螺钉抓取并放置至载具的二号螺钉限位孔内。
11、上述技术方案中,所述定位片供料模块包括定位片供给振动盘、与定位片供给振动盘连接的定位片输送带、在定位片输送带的上方设置的定位片抓手和在所述转盘上设置的用于供定位片放置的定位片放置座;所述定位片抓手机构包括一长条形的基板,所述基板上间隔设置有夹持部。
12、上述技术方案中,所述夹持部被设置为两组吸附头,吸附头连接负压设备以使得在吸附头处产生负压。
13、上述技术方案中,所述尺钩供料模块包括尺钩供振动盘和尺钩供振动盘连接的尺钩输送带,在尺钩输送带的出料口一侧设置有尺钩推板,另一侧设置有尺钩转接座,在尺钩铰接座上方设置有尺钩抓手;所述尺钩转接座转动设置,其可沿着正对出料口位置旋转至与该出料口间隔九十度位置。
14、上述技术方案中,所述压装模块包括压装头和用于驱动压装头的压装头驱动模块,其中所述压装头包括压装头基座和在压装头基座上凸设的压装头主体,压装头主体上设置有一号螺钉和二号螺钉位置对应的压装柱。
15、本发明具有如下有益效果:本发明实现了尺钩装配的完全自动化,从上料至最终装配完成阶段均可完全自动化,且结构简单运行效率高。
技术特征:
1.一种尺钩装配设备,其特征在于:包括转盘(1),其通过位于转盘(1)下方的转盘驱动机构驱动其沿着中心转动,在转盘(1)上设置有圆周分布的载具(2),所述载具(2)包括载具固定座(2a)和在载具固定座上设置的载具主体(2b),载具主体(2b)上方设置有供尺带定位的尺带定位槽(20),在尺带定位槽(20)的前端形成有用于定位尺钩的尺钩定位槽(21),尺钩定位槽(21)内形成有两组一号螺钉限位孔(21a),在尺带定位槽21上形成有一组二号螺钉限位孔(21b);
2.如权利要求1所述的一种尺钩装配设备,其特征在于:一号螺钉供料模块(3)包括一号螺钉振动盘(30),与一号螺钉振动盘(30)连接的一号螺钉出料导轨(31),在一号螺钉出料导轨(31)的出料端设置的推料槽(32),以及在推料槽(32)的一端设置的用于定位两个一号螺钉位置的一号螺钉定位料板(33)和在推料槽(32)的另一端设置的用于将一号螺钉推向一号螺钉定位料板(33)的的一号螺钉推板(34),其中一号螺钉定位料板(33)包括间隔的两个用于限定一号螺钉的定位缺口槽(33a),且一号螺钉定位料板(33)通过在其一侧设置的驱动气缸推动每个定位缺口槽(33a)和推料槽(32)的出口端位置对齐。
3.如权利要求1所述的一种尺钩装配设备,其特征在于:二号螺钉供料模块(4)包括二号螺钉振动盘(40),与二号螺钉振动盘(40)连接的二号螺钉出料导轨(41)和在二号螺钉出料导轨(41)上方设置的二号螺钉抓手(42),通过所述二号螺钉抓手(42)将二号螺钉抓取并放置至载具(2)的二号螺钉限位孔(21b)内。
4.如权利要求1所述的一种尺钩装配设备,其特征在于:所述定位片供料模块(5)包括定位片供给振动盘(50)、与定位片供给振动盘连接的定位片输送带(51)、在定位片输送带(51)的上方设置的定位片抓手(52)和在所述转盘(1)上设置的用于供定位片放置的定位片放置座(53);所述定位片抓手(52)机构包括一长条形的基板(52c),所述基板(52c)上间隔设置有夹持部(52a)。
5.如权利要求4所述的一种尺钩装配设备,其特征在于:所述夹持部(52a)被设置为两组吸附头(52b),吸附头(52b)连接负压设备以使得在吸附头处产生负压。
6.如权利要求1所述的一种尺钩装配设备,其特征在于:所述尺钩供料模块(6)包括尺钩供振动盘(60)和尺钩供振动盘(60)连接的尺钩输送带(61),在尺钩输送带(61)的出料口一侧设置有尺钩推板(62),另一侧设置有尺钩转接座(63),在尺钩铰接座63上方设置有尺钩抓手64;所述尺钩转接座(63)转动设置,其可沿着正对出料口位置旋转至与该出料口间隔九十度位置。
7.如权利要求1所述的一种尺钩装配设备,其特征在于:所述压装模块(7)包括压装头(70)和用于驱动压装头(70)的压装头驱动模块(71),其中所述压装头(70)包括压装头基座(70a)和在压装头基座(70a)上凸设的压装头主体(70b),压装头主体(70b)上设置有一号螺钉和二号螺钉位置对应的压装柱(70c)。
技术总结
本发明公开了一种尺钩装配设备,包括转盘,在转盘上设置有圆周分布的载具,所述载具包括载具固定座和在载具固定座上设置的载具主体,载具主体上方设置有供尺带定位的尺带定位槽,在尺带定位槽的前端形成有用于定位尺钩的尺钩定位槽,尺钩定位槽内形成有两组一号螺钉限位孔,在尺带定位槽上形成有一组二号螺钉限位孔;在所述转盘外沿着转盘圆周依次分布的一号螺钉供料模块、二号螺钉供料模块、定位片供料模块、尺钩供料模块以及压装模块。本发明实现了尺钩装配的完全自动化,从上料至最终装配完成阶段均可完全自动化,且结构简单运行效率高。
技术研发人员:黄高明,宋杰,尹九
受保护的技术使用者:宁波宝丰工量具有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!