一种极片高速切割装置及方法与流程
本发明涉及锂电池极片加工,尤其涉及一种极片高速切割装置及方法。
背景技术:
1、锂电池是新能源汽车等产品中最重要的动力部件之一,其出现的时间较短,需求巨大。在现有技术中,对于动力电池的电芯成型过程中,需要切割电芯的正、负极极片。
2、现有技术多采用同一激光头对极片的极耳位置进行切割,具有以下缺点:1、单个激光头切割,切割效率低;2、无除尘结构,使得切割过程产生的粉尘可能会附着在极片卷材上带入到后面的工序,甚至被卷入电池内部,就容易刺穿电芯内的隔膜,造成电池微短路,甚至是电池爆炸;3、无排废结构,需要人工取下废料,浪费人力。
技术实现思路
1、为解决上述问题,本发明提供一种极片高速切割装置及方法,将原来的单切割轨迹分别通过两个独立的切割机构分为两段进行切割,实现对极片的高速、高品质切割工艺。
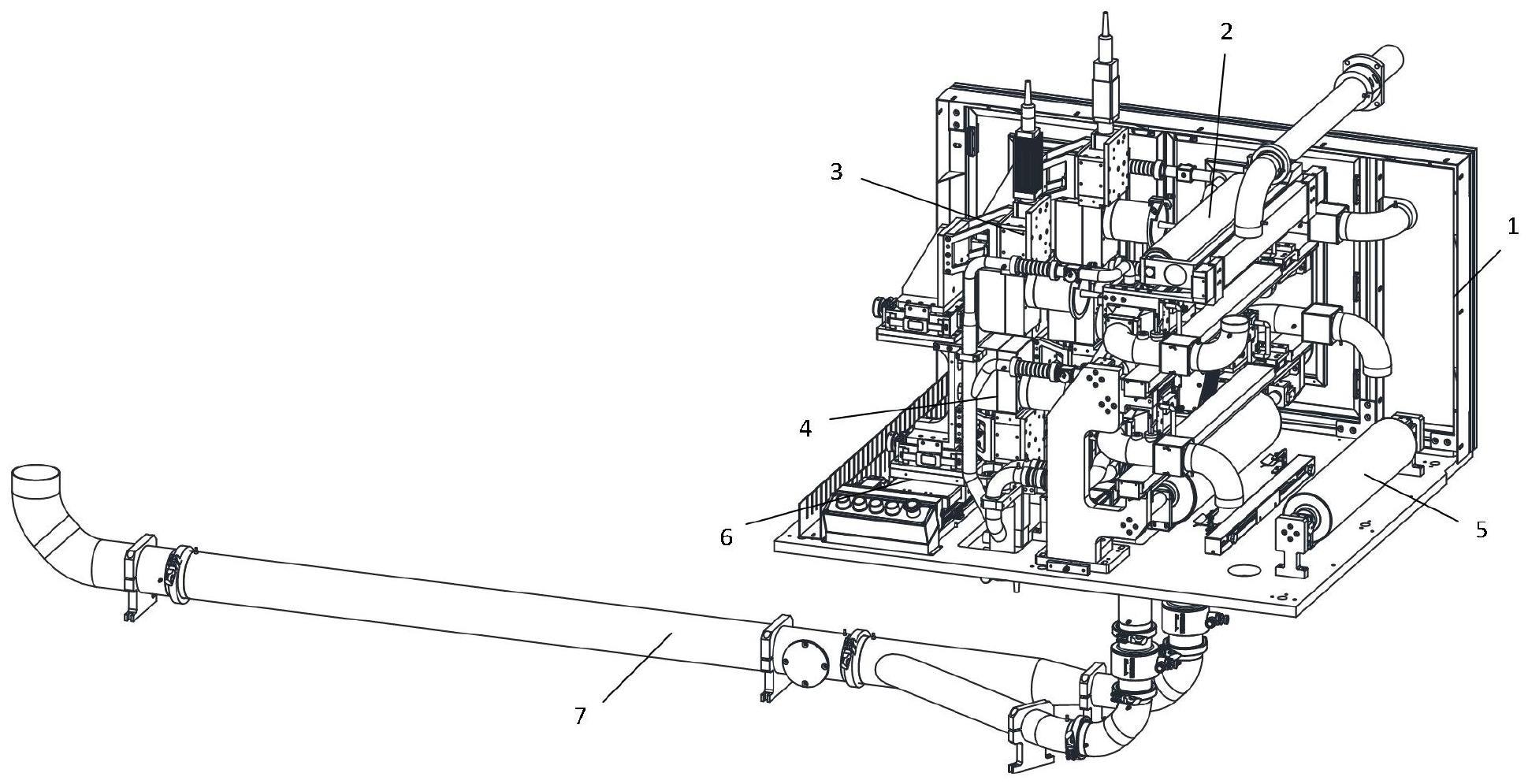
2、为实现上述目的,本发明提供了一种极片高速切割装置,包括沿极片料带传送的方向依次布置于机架上的输入辊、上激光切割机构、下激光切割机构和输出辊,下激光切割机构用于切割极片料带的直线轨迹,上激光切割机构用于切割极片料带的弧线轨迹,直线轨迹和弧线轨迹围成极片料带的切割轨迹。
3、优选的,上激光切割机构和下激光切割机构均包括两组对称布置的切割单元;
4、每个切割单元均包括外壳、依次设置于外壳上的激光器和聚焦透镜以及一侧对准聚焦透镜设置的激光切割盒,极片料带由激光切割盒的顶部穿入,并由激光切割盒的底部穿出,位于激光切割盒内部的极片料带与聚焦透镜对准;
5、激光器与控制器电性连接,用于根据控制器的指令执行相应的切割轨迹。
6、优选的,激光切割盒上且与对准聚焦透镜侧相邻的一侧连通有吸尘管。
7、优选的,激光切割盒内部设置有用于收集切割时产生废料的吸料负压传送带的一端,吸料负压传送带的另一端与排废管道的入口对准;
8、吸料负压传送带位于聚焦透镜的下方。
9、优选的,激光切割盒内部设置有用于使极片料带稳定输送的防抖负压传送带,防抖负压传送带对应极片料带的输入方向设置于激光切割盒内部。
10、优选的,外壳上且背离激光切割盒的一侧固定有用于调整焦距的手动调距平台,手动调距平台包括与机架固定连接的固定平台、与固定平台转动连接的手动调节螺杆、与手动调节螺杆螺纹连接的螺母和与螺母固定连接的移动平台,移动平台与外壳固定连接。
11、优选的,外壳上设置有用于清洁聚焦透镜的吹气阀,吹气阀经吹气管与设置于激光切割盒内部的风机连通。
12、优选的,机架上且对应极片料带的输出端设置有模组开合机构,模组开合机构包括对应极片料带的输入端布置的激光位移传感器以及相对布置的左侧开合单元和右侧开合单元;
13、左侧开合单元和右侧开合单元均包括固定于机架上的开合气缸和与开合气缸的活塞杆固定连接的开合板,开合板与切割单元固定连接;
14、激光位移传感器与控制器电性连接,控制器与开合气缸电性连接。
15、基于一种极片高速切割装置的方法,包括以下步骤:
16、s1、极片料带进入输入辊,在此过程中,激光位移传感器采集极片料带的宽度,并将宽度信息上传至控制器,控制器根据采集宽度控制开合气缸动作,经开合板带动切割单元开合,直至两组切割单元之间的宽度与极片料带的宽度适配;
17、s2、极片料带由输入辊进入上激光切割机构,上激光切割机构的激光器发出的激光经聚焦透镜在极片料带上产生激光束,此时激光器在控制器指令控制下,借助激光束切割直线轨迹;
18、s3、由经上激光切割机构切割完毕的极片料带继续传送至下激光切割机构,下激光切割机构的激光器发出的激光经聚焦透镜在极片料带上产生激光束,此时激光器在控制器指令控制下,沿着步骤s2切割的直线轨迹继续切割弧线轨迹;
19、s4、切割完毕后的极片料带经输出辊输出。
20、优选的,步骤s2和s3均具体包括以下步骤:
21、第一步、极片料带由防抖负压传送带输送至激光切割盒内部;
22、第二步、转动手动调节螺杆,在螺杆螺母的配合下带动移动平台相对于激光切割盒移动,直至经聚焦透镜产生的激光束聚焦在极片料带上,利用激光器产生的激光束进行切割;
23、第三步、切割后的极片料带由输出辊输出,同时产生的废料在负压的作用下吸附在吸料负压传送带,并随着吸料负压传送带被传送至排废管道,由排废管道排出。
24、本发明具有以下有益效果:
25、(1)操作便捷;
26、(2)具有自动清洁功能,大大减少人力维护;
27、(3)双激光切割,产能得到高速提升;
28、(4)集成设置,设备硬件制造成本降低;
29、(5)减少电芯制造环境的成本,缓解当前市场的痛点;
30、(6)具有除尘吸废功能,产品质量得到保证。
31、下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
技术特征:
1.一种极片高速切割装置,其特征在于:包括沿极片料带传送的方向依次布置于机架上的输入辊、上激光切割机构、下激光切割机构和输出辊,下激光切割机构用于切割极片料带的直线轨迹,上激光切割机构用于切割极片料带的弧线轨迹,直线轨迹和弧线轨迹围成极片料带的切割轨迹。
2.根据权利要求1所述的一种极片高速切割装置,其特征在于:上激光切割机构和下激光切割机构均包括两组对称布置的切割单元;
3.根据权利要求2所述的一种极片高速切割装置,其特征在于:激光切割盒上且与对准聚焦透镜侧相邻的一侧连通有吸尘管。
4.根据权利要求2所述的一种极片高速切割装置,其特征在于:激光切割盒内部设置有用于收集切割时产生废料的吸料负压传送带的一端,吸料负压传送带的另一端与排废管道的入口对准;
5.根据权利要求2所述的一种极片高速切割装置,其特征在于:激光切割盒内部设置有用于使极片料带稳定输送的防抖负压传送带,防抖负压传送带对应极片料带的输入方向设置于激光切割盒内部。
6.根据权利要求2所述的一种极片高速切割装置,其特征在于:外壳上且背离激光切割盒的一侧固定有用于调整焦距的手动调距平台,手动调距平台包括与机架固定连接的固定平台、与固定平台转动连接的手动调节螺杆、与手动调节螺杆螺纹连接的螺母和与螺母固定连接的移动平台,移动平台与外壳固定连接。
7.根据权利要求2所述的一种极片高速切割装置,其特征在于:外壳上设置有用于清洁聚焦透镜的吹气阀,吹气阀经吹气管与设置于激光切割盒内部的风机连通。
8.根据权利要求2所述的一种极片高速切割装置,其特征在于:机架上且对应极片料带的输出端设置有模组开合机构,模组开合机构包括对应极片料带的输入端布置的激光位移传感器以及相对布置的左侧开合单元和右侧开合单元;
9.如上述权利要求1-8任一项所述的基于一种极片高速切割装置的方法,其特征在于:包括以下步骤:
10.根据权利要求9所述的方法,其特征在于:步骤s2和s3均具体包括以下步骤:
技术总结
本发明公开了一种极片高速切割装置及方法,包括沿极片料带传送的方向依次布置于机架上的输入辊、上激光切割机构、下激光切割机构和输出辊,下激光切割机构用于切割极片料带的直线轨迹,上激光切割机构用于切割极片料带的弧线轨迹,直线轨迹和弧线轨迹围成极片料带的切割轨迹。本发明采用上述极片高速切割装置及方法,通过采用上激光切割机构和下激光切割机构相互配合的双激光切割结构,同时切割,提高了切割效率。
技术研发人员:请求不公布姓名
受保护的技术使用者:深圳市星特科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!