一种冷硬铸铁辊筒工作辊面V型沟槽高效加工方法与流程
本发明属于橡胶塑料机械加工,涉及一种冷硬铸铁辊筒工作辊面v型沟槽高效加工方法。
背景技术:
1、冷硬铸铁辊筒是橡胶塑料开炼机、挤出压片机、压延机等多种产品中的核心零件,其工作辊面为白口组织,表面硬度高达53~56hrc,且脆性大。随着国内橡胶塑料机械行业发展,开炼机、压片机产品订单逐年增加,其中v型沟槽辊筒的加工数量也在逐年增加,其沟槽结构特殊,角度为68°、60°不等,数量多达150~200个。原加工方法在镗床进行加工,采用成型盘铣刀,在辊筒辊面顶部加工,原加工方法中存在的主要问题如下:
2、1)辊筒沟槽顶部直边锐角处极易发生多处“崩牙”现象,加工后的不合格品率高达50%以上。
3、2)辊筒沟槽表面粗糙度设计要求ra3.2μm,实际加工后在ra6.3μm~ra12.5μm之间,达不到图纸要求。
4、3)自制的成型盘铣刀磨损大、耐用度低、复磨次数多、使用寿命短。
5、4)加工效率极低。原加工时采用在辊筒顶部加工,由于辊筒表面硬度高脆性大,切削速度低,自制成型盘铣刀磨损大耐用度差,每加工几个沟槽就需要复磨刀具,经常出现加工辊筒等待刀具复磨的情况。正常情况下,加工一件辊筒沟槽需15天左右,如果出现不合格品或者刀具复磨不及时,加工周期会长达近一个月。以上问题严重影响到产品质量和生产工期,导致无法满足客户要求。此类辊筒v型沟槽加工已经成为加工“瓶颈”,急需研发一种高效加工方法来解决此问题。
技术实现思路
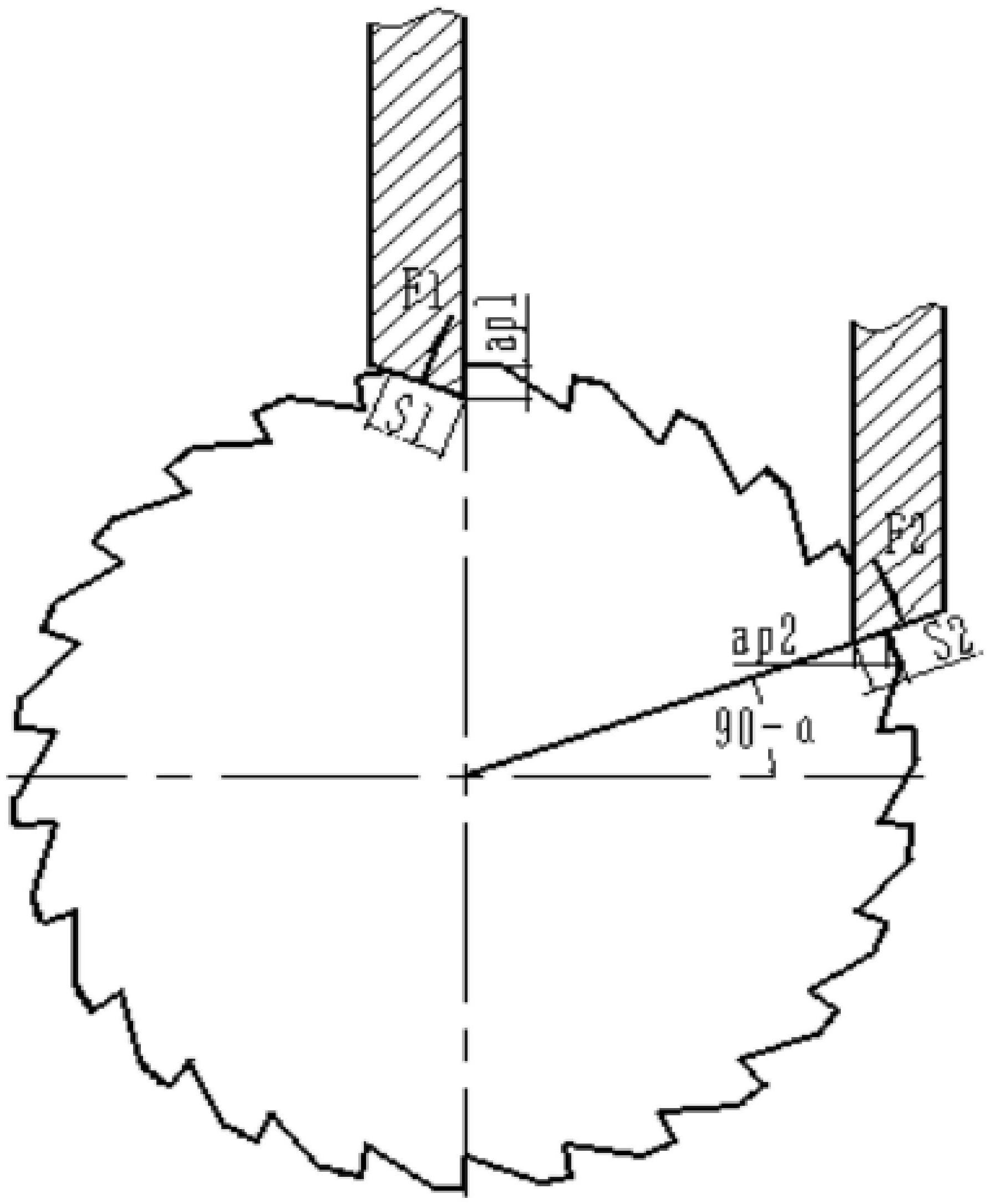
1、为了解决现有技术中的上述问题,本发明提出一种冷硬铸铁辊筒工作辊面v型沟槽高效加工方法。该方法将原有刀具在辊筒顶部加工改为把刀具平移至辊筒侧面某一角度位置处加工,缩短主轴伸出长度,以提高其加工刚性;通过改进刀具切削刃加工方式,将斜面加工方式变为面铣削方式,以降低切削深度和面积,并降低刀具切削力;改变刀具切削受力,使刀具挤压不到零件v型沟槽的直角边,以避免沟槽崩牙现象,达到提高v型沟槽精度、表面粗糙度值符合设计要求,增加刀具寿命,提高加工效率,实现降本增效的目的。
2、本发明的技术方案为:
3、一种冷硬铸铁辊筒工作辊面v型沟槽高效加工方法,包括以下步骤:
4、步骤1:用分度机构、托辊、顶尖将辊筒进行装夹。
5、步骤2:用百分表对辊筒进行找正,打辊筒顶母线和侧母线,保证顶母线和侧母线的直线度在0.05毫米以内。
6、步骤3:根据v型沟槽的角度α,将加工刀具平移至辊筒侧面(90-α)位置处加工。包括以下步骤:
7、步骤3.1:以辊筒侧母线为y轴零点,将加工刀具刀尖平移y轴距离为y=cosα×r,其中,α为v型沟槽角度,r为辊筒半径。
8、步骤3.2:将刀具刀尖平移y轴距离后,再移动z轴,加工刀具刀尖接触到辊面时设为z轴零点。
9、步骤3.3:z轴移动距离是根据辊筒v型沟槽深度和辊筒辊面留加工余量计算而得的,z=sinα×ap×d,其中ap为v型沟槽深度,d为辊面加工余量。
10、步骤4:辊筒v型沟槽加工,加工刀具从辊筒端面开始加工,加工刀具采用顺铣加工,切削参数为切削速度vc=150~200m/min,每齿进给fz=0.15~0.2mm/r,切削深度根据沟槽深度和辊面加工余量不同而选择,切削深度ap=1~3mm都可加工。
11、步骤5:每加工完一条沟槽后,通过分度机构旋转辊筒加工下一条沟槽,保证分度均匀,沟槽间距一致。
12、进一步的,加工沟槽刀具刚进刀加工沟槽和马上要加工完一条沟槽出刀的时候切削参数要降低50%,防止刀具间断切削产生振动导致沟槽崩牙和刀具受损。
13、本发明的有益效果:本发明通过改变刀具加工位置,缩短主轴伸出长度,以提高其加工刚性;将斜面加工方式变为面铣削方式,以降低切削深度和面积,并降低刀具切削力;改变刀具切削受力,使刀具挤压不到零件v型沟槽的直角边,避免沟槽崩牙现象,提高沟槽加工粗糙度,增加刀具寿命,提高加工效率。
技术特征:
1.一种冷硬铸铁辊筒工作辊面v型沟槽高效加工方法,其特征在于,该方法包括以下步骤:
2.根据权利要求1所述的一种冷硬铸铁辊筒工作辊面v型沟槽高效加工方法,其特征在于,所述步骤3包括以下步骤:
3.根据权利要求1或2所述的一种冷硬铸铁辊筒工作辊面v型沟槽高效加工方法,其特征在于,所述步骤4中,切削深度ap=1~3mm。
4.根据权利要求1或2所述的一种冷硬铸铁辊筒工作辊面v型沟槽高效加工方法,其特征在于,加工沟槽刀具刚进刀加工沟槽和马上要加工完一条沟槽出刀的时候切削参数要降低50%,防止刀具间断切削产生振动导致沟槽崩牙和刀具受损。
5.根据权利要求3所述的一种冷硬铸铁辊筒工作辊面v型沟槽高效加工方法,其特征在于,加工沟槽刀具刚进刀加工沟槽和马上要加工完一条沟槽出刀的时候切削参数要降低50%,防止刀具间断切削产生振动导致沟槽崩牙和刀具受损。
技术总结
本发明提出一种冷硬铸铁辊筒工作辊面V型沟槽高效加工方法,属于橡胶塑料机械加工技术领域。本发明所述方法通过改变刀具加工位置,缩短主轴伸出长度,以提高其加工刚性;将斜面加工方式变为面铣削方式,以降低切削深度和面积,并降低刀具切削力;改变刀具切削受力,使刀具挤压不到零件V型沟槽的直角边,避免沟槽崩牙现象,提高沟槽加工粗糙度,增加刀具寿命,提高加工效率。
技术研发人员:王胡伟,金鹤,郝玉龙,江世达,刘春,张兴宇,徐凤玲
受保护的技术使用者:大连橡胶塑料机械有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!