冷轧带钢卷取张力的控制方法与流程
本发明涉及冷轧生产,尤其涉及一种冷轧带钢卷取张力的控制方法。
背景技术:
1、在钢铁生产企业,为了便于存放、转运和包装,冷轧产品基本上采用卷取方式将带钢卷成整齐、紧密的钢卷,一般的交货重量为6~20吨,钢卷内径为φ508mm或φ610mm,钢卷外径为φ1100~φ2000mm。卷取过程是成品生产的最后一道工序,对于保证冷轧板带的质量具有非常重要的意义。
2、随着钢铁行业竞争的激烈,带钢产品规格也越来越多,现有冷轧板产品厚度从0.22~1.6mm,宽度从800~1700mm不等,加上冷轧板表面摩擦系数小,比其他板卷更易出现因张力选取不当产生的卷取擦伤、松卷、塌卷等缺陷,薄钢带的钢卷内芯支撑力小,在卸卷或运输过程中容易产生塌卷陷,造成下工序无法上卷或产生大量废品,张力过大则容易产生擦伤,卷取形变等。另外,现有技术中基本针对某一类产品,虽有计算初始张力和通过卷取长度对卷取张力进行分段控制,但对不同规格产品的卷取情况没有细分,张力也是定值,对卷取质量不能很好的控制。
技术实现思路
1、本发明的主要目的在于提供一种冷轧带钢卷取张力的控制方法,旨在根据卷曲不同阶段选择不同的卷曲张力,以达到提高卷曲质量的目的。
2、为实现上述目的,本发明提供一种冷轧带钢卷取张力的控制方法,包括以下步骤:
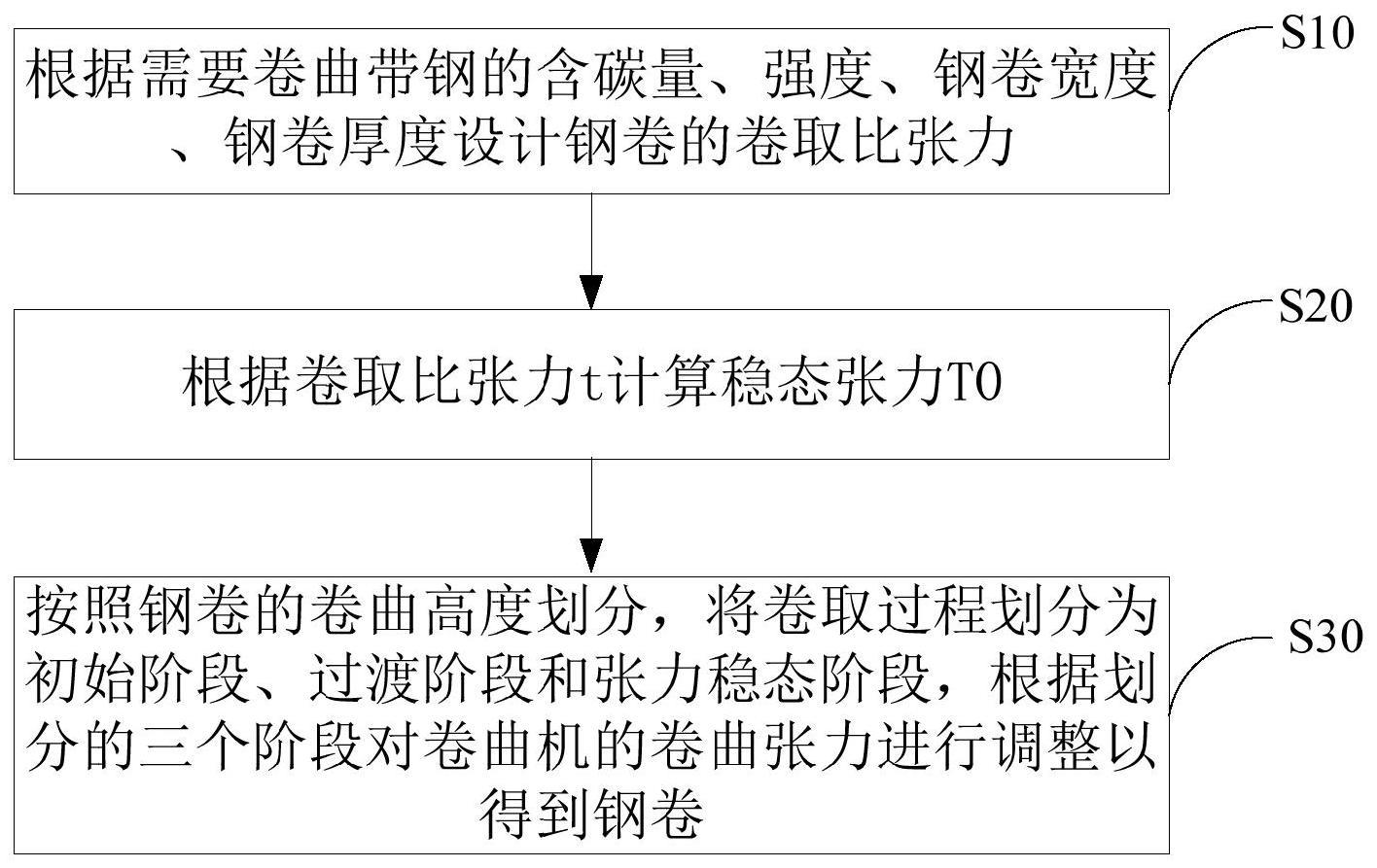
3、根据需要卷曲带钢的含碳量、强度、钢卷宽度、钢卷厚度设计钢卷的卷取比张力t;
4、根据卷取比张力t计算稳态张力t0;
5、按照钢卷的卷曲高度划分,将卷取过程划分为初始阶段、过渡阶段和张力稳态阶段,其中,初始阶段卷曲张力为t1=t0×(1+δ),δ为附加张力系数,过渡阶段卷曲张力从t1下降至稳态张力t0,张力稳态阶段卷曲张力为稳态张力t0,根据划分的三个阶段对卷曲机的卷曲张力进行调整以得到钢卷。
6、优选地,当钢卷当前高度为卷取开始至卷曲带钢达到第一预设高度h1之间时,控制卷曲张力t1=t0*(1+δ),δ为附加张力系数,t0为稳态压力;
7、当钢卷当前高度为第一预设高度h1到第二预设高度h2之间时,控制卷曲张力t2=t1-(t1-t0)×(h-h1)/(h2-h1),δ为附加张力系数,h为钢卷当前的卷曲高度;
8、当钢卷当前高度大于第二预设高度h2时,控制卷曲张力t3=t0。
9、优选地,所述附加张力系数并根据冷轧生产线设备状况取值0.1至0.5之间。
10、优选地,所述稳态张力t0采用以下公式计算:
11、t0=t×w×h;
12、其中,w为带钢宽度,h为带钢厚度,t为卷取比张力。
13、优选地,所述卷取比张力为21n/mm2~35n/mm2。
14、优选地,卷取比张力根据带钢含碳量和强度进行等级划分时,将带钢划分为p钢、深冲软钢、低合金高强钢、高强钢,根据屈服强度级别,屈服强度越高,卷取比张力越大。
15、优选地,卷取比张力根据钢卷厚度和钢卷厚度进行等级划分时,卷取比张力与钢卷厚度和钢卷厚度负相关。
16、优选地,在带钢的卷取过程中,卷取加速度不超过0.23m/s2。
17、本发明提出的冷轧带钢卷取张力的控制方法,针对现有冷轧产线生产品种繁多,产品宽度、厚度变化大,对不同产品选择不同卷取张力,采用大张力启动,控制张力过渡区的张力平稳,保证了卷取张力的稳定,从而提高了卷取质量。本发明将卷取张力模型分为三个阶段,即初始阶段的附加张力区、张力减小阶段的过渡阶段和张力稳态阶段,针对冷轧产品不同强度、宽度、厚度选择和控制卷取张力,包括单位卷取张力比设置、附加张力设置、过渡区的设置,保证了卷曲质量。
技术特征:
1.一种冷轧带钢卷取张力的控制方法,其特征在于,包括以下步骤:
2.如权利要求1所述的冷轧带钢卷取张力的控制方法,其特征在于,
3.如权利要求2所述的冷轧带钢卷取张力的控制方法,其特征在于,所述附加张力系数并根据冷轧生产线设备状况取值0.1至0.5之间。
4.如权利要求1所述的冷轧带钢卷取张力的控制方法,其特征在于,所述稳态张力t0采用以下公式计算:
5.如权利要求3所述的冷轧带钢卷取张力的控制方法,其特征在于,所述卷取比张力为21n/mm2~35n/mm2。
6.如权利要求1所述的冷轧带钢卷取张力的控制方法,其特征在于,卷取比张力根据带钢含碳量和强度进行等级划分时,将带钢划分为p钢、深冲软钢、低合金高强钢、高强钢,根据屈服强度级别,屈服强度越高,卷取比张力越大。
7.如权利要求1所述的冷轧带钢卷取张力的控制方法,其特征在于,卷取比张力根据钢卷厚度和钢卷厚度进行等级划分时,卷取比张力与钢卷厚度和钢卷厚度负相关。
8.如权利要求1至7中任意一项所述的冷轧带钢卷取张力的控制方法,其特征在于,在带钢的卷取过程中,卷取加速度不超过0.23m/s2。
技术总结
本发明公开了一种冷轧带钢卷取张力的控制方法,包括以下步骤:根据需要卷曲带钢的含碳量、强度、钢卷宽度、钢卷厚度设计钢卷的卷取比张力t;根据卷取比张力t计算稳态张力T0;按照钢卷的卷曲高度划分,将卷取过程划分为初始阶段、过渡阶段和张力稳态阶段,根据划分的三个阶段对卷曲机的卷曲张力进行调整以得到钢卷。本发明提出的冷轧带钢卷取张力的控制方法,针对现有冷轧产线生产品种繁多,产品宽度、厚度变化大,对不同产品选择不同卷取张力,采用大张力启动,控制张力过渡区的张力平稳,保证了卷取张力的稳定,从而提高了卷取质量。
技术研发人员:雷泽红,汪雪峰,杜蓉,杨宏武,谢芬,王晓涛
受保护的技术使用者:武汉钢铁有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!