一种用于锁芯加工的智能铣槽方法及设备与流程
本发明涉及锁芯加工,尤其是涉及一种用于锁芯加工的智能铣槽方法及设备。
背景技术:
1、锁芯采用多项防盗技术,多种异形防拔弹子,杜绝技术开启,配合独特的弹子与叶片结构设计,具有很高防技术性开启的安全性能,锁芯的加工是一项很复杂的工艺,需要用到许多机器进行配合,其中就会用到铣槽设备,通过铣槽设备对锁芯进行铣槽,为后续装入弹子和弹簧提供方便。
2、现有的铣槽设备在使用过程中存在很大的缺陷,现有的铣槽设备无法自动控制上料,无法自动调节铣槽位置,不够智能,现有的铣槽设备固定的不够牢固,使锁芯在铣槽过程中容易晃动,从而导致铣槽的不够精准。
3、公告号为cn114850550b的中国专利申请公开了一种用于锁芯加工的智能铣槽设备,该铣槽设备的使用方法具体包括以下步骤:步骤一:将待铣槽锁芯放入送料滑梯内,通过第一液压缸带动第一液压杆移动,第一液压杆将推板从送料槽内抽出,送料滑梯内位于最下方的待铣槽锁芯自动落入送料槽内,再次通过第一液压缸驱动,使第一液压杆推动推板移动,推板向前移动将送料槽内的待铣槽锁芯推入加工槽中;步骤二:通过第二液压缸带动,使第二液压杆移动,第二液压杆推动载板移动,通过移动载板,载板带动转杆移动,……使转杆带动锁芯转动,通过转动锁芯,使铣刀对锁芯周侧不同位置进行开槽。如图1所示,待铣槽锁芯尾部中部开设有钥匙能够进入的槽孔40,且尾部还开设有内凹槽30,上述专利申请是通过送料滑梯来输送待铣槽锁芯,由上述专利申请的附图可得知待铣槽锁芯需要以水平状态才能够移动至送料槽内,然后再进入到加工槽内,将待铣槽锁芯输送至送料滑梯上都是采用振动盘送料机来实现的,然而振动盘送料机只能够将待铣槽锁芯以竖直状态输送至送料滑梯上,而且还需要一个能够穿过槽孔40内引导条20来对竖直状态待铣槽锁芯进行引导,因此上述专利申请的铣槽方法存在缺陷。
技术实现思路
1、本发明要解决的技术问题是:为了解决如何将竖直状态的待铣槽锁芯进行自动铣槽的问题。
2、本发明提供一种用于锁芯加工的智能铣槽方法,包括以下步骤:
3、步骤一:将待铣槽锁芯通过振动送料盘进行上料输送,待铣槽锁芯能够沿竖直方向依次进行输送;
4、步骤二:对竖直状态的待铣槽锁芯引导致待铣槽区;
5、步骤三:对待铣槽区内的待铣槽锁芯进行位置校正;
6、步骤四;对位置校正后的待铣槽锁芯进行铣槽作业;
7、步骤五:将待铣槽区内铣槽完成的锁芯引导排出。
8、在一些实施例中,所述步骤五完成之后对待铣槽区内进行碎屑清理。
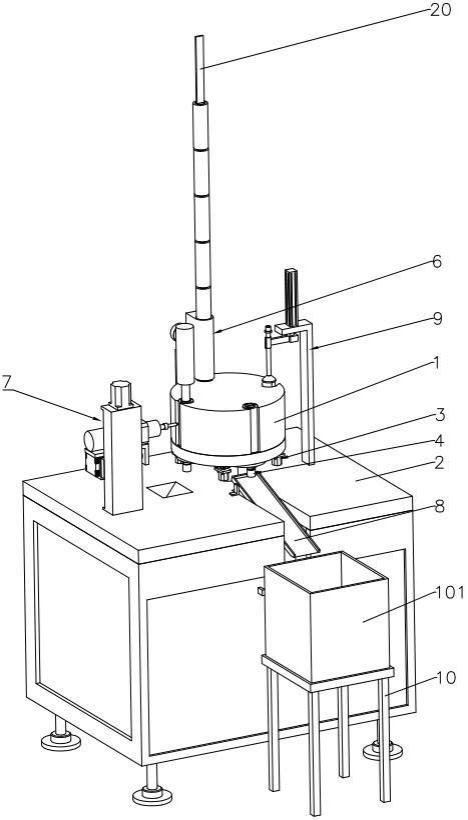
9、一种应用于锁芯加工的智能铣槽方法的设备,包括转运治具和工作台,所述转运治具的顶部设有四个沿其周向设置的承载孔槽,所述转运治具的底部设有四个能够将承载孔槽内的待铣槽锁芯放出的放料组件,所述放料组件上设置有用于对待铣槽锁芯进行位置校正的校正组件,所述转运治具的外壁上设有四个避让槽,所述避让槽与承载孔槽连通,所述工作台内设有用于驱动转动治具进行间接性转动的旋转系统,所述工作台上围绕转动治具依次设有用于对引导条上的待铣槽锁芯进行定位的锁定组件、用于对待铣槽锁芯进行铣槽的铣槽组件、出料滑道和用于对承载孔槽内的碎屑进行清理的清理组件,所述工作台的旁侧设有辅助支架,所述辅助支架上设有物料收集盒,所述物料收集盒位于出料滑道出料口的正下方,所述转运治具固定连接在旋转系统上。
10、在一些实施例中,所述放料组件包括圆盘、齿圈、第一l型支架、第一电机和第一齿轮,所述圆盘上开设有安装孔和出料孔,所述圆盘转动设置在转运治具的底部,所述齿圈连接在圆盘靠近底部的外壁上,所述第一l型支架设置在转运治具的底部,所述第一电机呈竖直设置在第一l型支架上,所述第一齿轮连接在第一电机的输出端上,所述第一电机与齿圈啮合,所述校正组件设置在安装孔内。
11、在一些实施例中,所述出料孔的顶端设有内倒角。
12、在一些实施例中,所述校正组件包括用于封闭安装孔的底壳、与出料孔滑动配合的连接块、第二电机和第一气缸,所述连接块的顶部设有截面与待铣槽锁芯的槽孔截面匹配的对接块,所述第二电机的输出端安装有连接板,所述安装孔的截面与待铣槽锁芯尾端的内凹槽截面相同,所述底壳设置在转运治具的底部,所述连接块位于出料孔内,所述连接板与连接块的底部固定连接,所述第一气缸呈竖直连接在底壳的底部上,且第一气缸的输出端与第二电机的底部固定连接。
13、在一些实施例中,锁定组件包括立块、锁定块和锁定气缸,所述锁定块上开设有待铣槽锁芯通过的过孔,所述立块设置在工作台的顶部,所述锁定块呈竖直设置在立块上,所述锁定气缸呈水平设置在锁定块的侧壁上。
14、在一些实施例中,所述铣槽组件包括升降电缸、侧架、横移电动推杆、铣刀和下顶气缸,所述升降电缸的滑台上安装有第二l型支架,所述升降电缸和侧架均设置在工作台的顶部,所述横移电动推杆呈水平设置在第二l型支架上,所述铣刀设置在横移电动推杆的输出端上,所述下顶气缸呈倒置设置在侧架上,且下顶气缸位于转运治具的正上方。
15、在一些实施例中,所述清理组件包括吸尘泵、第三l型支架、吸尘嘴、升降电动推杆和用于固定吸尘嘴的连接支架,所述吸尘泵设置在工作台的旁侧,所述第三l型支架设置在工作台的顶部,所述升降电动推杆呈竖直设置在第三l型支架的顶部,所述连接支架设置在升降电动推杆的输出端上,所述吸尘嘴通过连接支架悬设在转运治具的正上方。
16、在一些实施例中,所述工作台的内顶壁设有碎屑引导管,所述碎屑引导管的进料口位于转运治具和横移电动推杆之间,所述工作台内设有碎屑收集盒,所述碎屑收集盒位于碎屑引导管出料口的正下方,所述吸尘嘴通过软管与吸尘泵连接。
17、本发明的有益效果在于:
18、其一,本发明的一种用于锁芯加工的智能铣槽方法,摒弃了现有技术的送料方法,且增加了对竖直状态的待铣槽锁芯校正的步骤,提高了铣槽的质量,铣槽完成后的锁芯能够自动排出,铣槽产生的碎屑也能够自动被清理。
19、其二,本发明的一种应用于锁芯加工的智能铣槽方法的设备,通过锁定治具能够自动放出位于引导条的一个待铣槽锁芯,该待铣槽锁芯能够自动进入到转运治具的一个承载空槽内,进入后通过校正组件能够待铣槽锁芯进行自动校正,由旋转系统驱动转运治具间歇性转动,通过铣槽组件对待铣槽锁芯进行自动铣槽,通过放料组件能够将完成铣槽锁芯自动放出,通过清理组件能够对承载孔槽内的碎屑进行清理,从而实现了对待铣槽锁芯进行自动铣槽,待铣槽锁芯能够自动校正,碎屑能够自动清理,提高了铣槽质量。
20、其三,本发明的一种应用于锁芯加工的智能铣槽方法的设备,通过碎屑引导管能够将落在工作台上的碎屑自动引导落入碎屑收集盒内,避免碎屑落到工作台而造成污染,也提高了收集碎屑的便捷性。
技术特征:
1.一种用于锁芯加工的智能铣槽方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的用于锁芯加工的智能铣槽方法,其特征在于:所述步骤五完成之后对待铣槽区内进行碎屑清理。
3.一种应用于权利要求1-2任一项所述的锁芯加工的智能铣槽方法的设备,其特征在于,包括转运治具(1)和工作台(2),所述转运治具(1)的顶部设有四个沿其周向设置的承载孔槽(11),所述转运治具(1)的底部设有四个能够将承载孔槽(11)内的待铣槽锁芯放出的放料组件(3),所述放料组件(3)上设置有用于对待铣槽锁芯进行位置校正的校正组件(4),所述转运治具(1)的外壁上设有四个避让槽(12),所述避让槽(12)与承载孔槽(11)连通,所述工作台(2)内设有用于驱动转动治具进行间接性转动的旋转系统(5),所述工作台(2)上围绕转动治具依次设有用于对引导条(20)上的待铣槽锁芯进行定位的锁定组件(6)、用于对待铣槽锁芯进行铣槽的铣槽组件(7)、出料滑道(8)和用于对承载孔槽(11)内的碎屑进行清理的清理组件(9),所述工作台(2)的旁侧设有辅助支架(10),所述辅助支架(10)上设有物料收集盒(101),所述物料收集盒(101)位于出料滑道(8)出料口的正下方,所述转运治具(1)固定连接在旋转系统(5)上。
4.根据权利要求3所述的应用于锁芯加工的智能铣槽方法的设备,其特征在于:所述放料组件(3)包括圆盘(31)、齿圈(32)、第一l型支架(33)、第一电机(34)和第一齿轮(35),所述圆盘(31)上开设有安装孔(311)和出料孔(312),所述圆盘(31)转动设置在转运治具(1)的底部,所述齿圈(32)连接在圆盘(31)靠近底部的外壁上,所述第一l型支架(33)设置在转运治具(1)的底部,所述第一电机(34)呈竖直设置在第一l型支架(33)上,所述第一齿轮(35)连接在第一电机(34)的输出端上,所述第一电机(34)与齿圈(32)啮合,所述校正组件(4)设置在安装孔(311)内。
5.根据权利要求4所述的应用于锁芯加工的智能铣槽方法的设备,其特征在于:所述出料孔(312)的顶端设有内倒角(313)。
6.根据权利要求5所述的应用于锁芯加工的智能铣槽方法的设备,其特征在于:所述校正组件(4)包括用于封闭安装孔(311)的底壳(41)、与出料孔(312)滑动配合的连接块(42)、第二电机(43)和第一气缸(44),所述连接块(42)的顶部设有截面与待铣槽锁芯的槽孔(40)截面匹配的对接块(421),所述第二电机(43)的输出端安装有连接板(431),所述安装孔(311)的截面与待铣槽锁芯尾端的内凹槽(30)截面相同,所述底壳(41)设置在转运治具(1)的底部,所述连接块(42)位于出料孔(312)内,所述连接板(431)与连接块(42)的底部固定连接,所述第一气缸(44)呈竖直连接在底壳(41)的底部上,且第一气缸(44)的输出端与第二电机(43)的底部固定连接。
7.根据权利要求3所述的应用于锁芯加工的智能铣槽方法的设备,其特征在于:锁定组件(6)包括立块(61)、锁定块(62)和锁定气缸(63),所述锁定块(62)上开设有待铣槽锁芯通过的过孔,所述立块(61)设置在工作台(2)的顶部,所述锁定块(62)呈竖直设置在立块(61)上,所述锁定气缸(63)呈水平设置在锁定块(62)的侧壁上。
8.根据权利要求3所述的应用于锁芯加工的智能铣槽方法的设备,其特征在于:所述铣槽组件(7)包括升降电缸(71)、侧架、横移电动推杆(72)、铣刀(73)和下顶气缸(74),所述升降电缸(71)的滑台上安装有第二l型支架(721),所述升降电缸(71)和侧架均设置在工作台(2)的顶部,所述横移电动推杆(72)呈水平设置在第二l型支架(721)上,所述铣刀(73)设置在横移电动推杆(72)的输出端上,所述下顶气缸(74)呈倒置设置在侧架上,且下顶气缸(74)位于转运治具(1)的正上方。
9.根据权利要求3所述的应用于锁芯加工的智能铣槽方法的设备,其特征在于:所述清理组件(9)包括吸尘泵、第三l型支架(91)、吸尘嘴(92)、升降电动推杆(93)和用于固定吸尘嘴(92)的连接支架(94),所述吸尘泵设置在工作台(2)的旁侧,所述第三l型支架(91)设置在工作台(2)的顶部,所述升降电动推杆(93)呈竖直设置在第三l型支架(91)的顶部,所述连接支架(94)设置在升降电动推杆(93)的输出端上,所述吸尘嘴(92)通过连接支架(94)悬设在转运治具(1)的正上方,所述吸尘嘴(92)通过软管与吸尘泵连接。
10.根据权利要求8所述的应用于锁芯加工的智能铣槽方法的设备,其特征在于:所述工作台(2)的内顶壁设有碎屑引导管(21),所述碎屑引导管(21)的进料口位于转运治具(1)和横移电动推杆(72)之间,所述工作台(2)内设有碎屑收集盒(22),所述碎屑收集盒(22)位于碎屑引导管(21)出料口的正下方。
技术总结
本发明属于锁芯加工技术领域,涉及一种用于锁芯加工的智能铣槽方法,包括以下步骤:步骤一:将待铣槽锁芯通过振动送料盘进行上料输送,待铣槽锁芯能够沿竖直方向依次进行输送;步骤二:将竖直状态的待铣槽锁芯引导至待铣槽区;步骤三:对待铣槽区内的待铣槽锁芯进行位置校正;步骤四;对位置校正后的待铣槽锁芯进行铣槽作业;步骤五:将待铣槽区内铣槽完成的锁芯引导排出。本发明摒弃了现有技术的送料方法,且增加了对竖直状态的待铣槽锁芯校正的步骤,提高了铣槽的质量,铣槽完成后的锁芯能够自动排出,铣槽产生的碎屑也能够自动被清理。
技术研发人员:卢健,缪培聪,李好听
受保护的技术使用者:温州市雪虎五金有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!