一种机床Z轴重复定位误差的测量方法与流程
本发明涉及超精密加工中机床z轴重复定位误差的精度检测,特别是涉及一种机床z轴重复定位误差的测量方法。
背景技术:
1、机床z轴在往复运动过程中,一般会与设定的理论移动距离有一定偏差,称之为机床z轴重复定位误差。机床z轴重复定位误差直接影响z轴加工精度,对工件加工质量起到关键作用,因此合理测定机床z轴重复定位误差至关重要。
2、现有技术如申请号为202020417441.2的实用新型和申请号为202110486553.2的发明专利,通过在机床上更换专用测量装置(如申请号为202020417441.2中的精密接触开关和数显微分尺,申请号为202110486553.2中的激光光源和psd位移实时检测硬件系统)的方式测量机床z轴重复定位精度;随着使用时间的延长,机床z轴重复定位精度会发生变化,所以随时监测机床z轴重复定位精度,并根据当前的机床z轴重复定位精度适应性的调整生产工艺,以确保零部件的生产精度很有必要;而上述的测量方式由于需要更换专用的测量装置,存在①专用检测设备价格昂贵,②测量空间要求高,③测量方法的专业度要求高,④更换专用测量装置需要拆卸原机床中的若干零部件等问题,并不适用于对机床z轴重复定位精度的日常监测。
3、因此,亟需开发一种低成本、操作简便的机床z轴重复定位误差测量方法,用于对机床z轴重复定位精度的日常监测。
技术实现思路
1、本发明的目的在于针对现有技术中的缺陷和不足,提供一种机床z轴重复定位误差的测量方法,在对机床z轴重复定位误差检测时,不需要将机床的加工刀具或其他结构更换为专用测量装置,相对于现有技术中需要更换专用测量装置的测量方法,降低了检测成本,省去了更换测量装置的工序,简化了测量步骤,专业度要求低,普通的技术人员即可操作,便于对机床z轴重复定位精度的日常监测。
2、为实现上述目的,本发明采用的技术方案是:
3、本发明提供一种机床z轴重复定位误差的测量方法,包括以下内容:
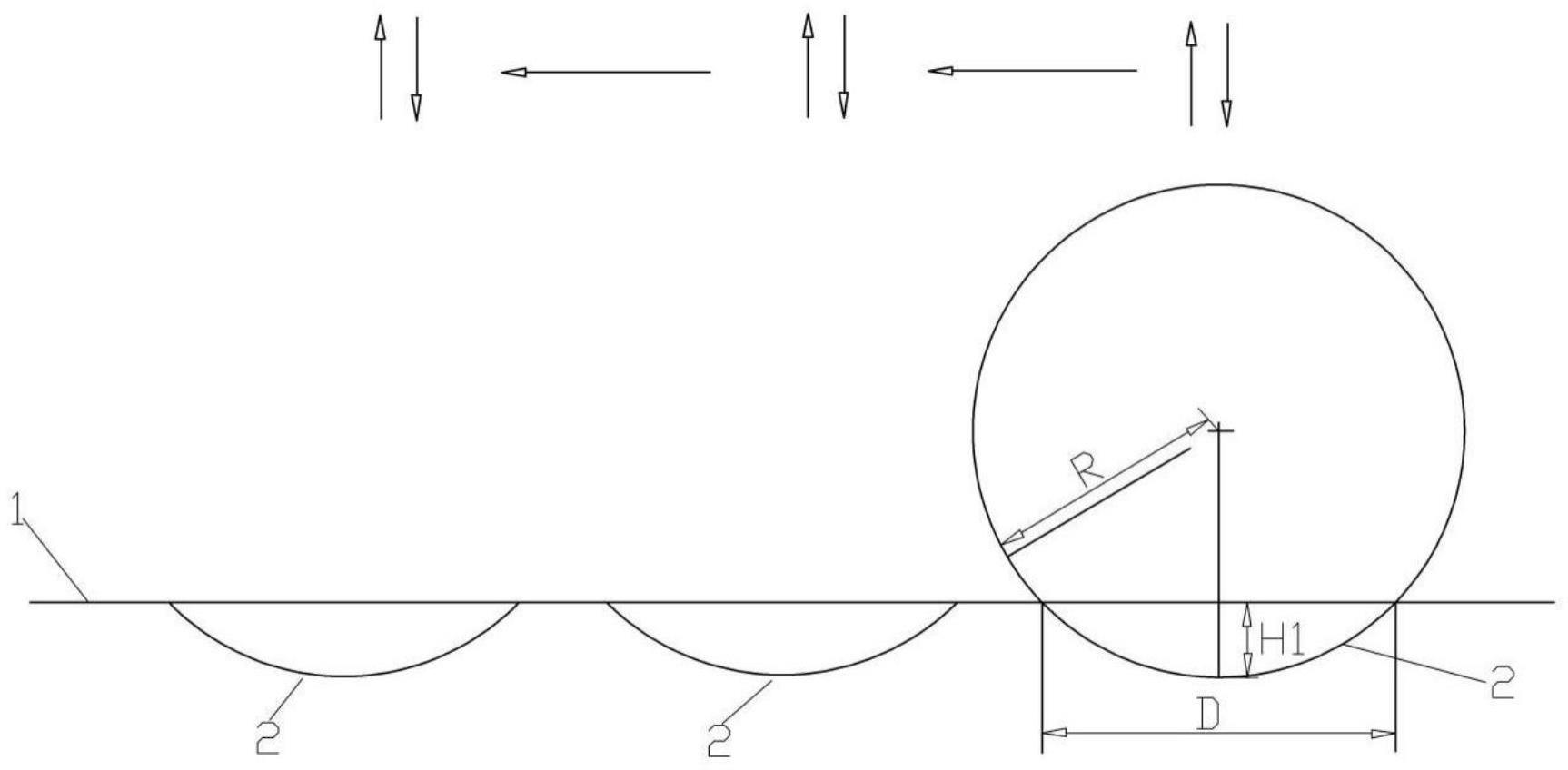
4、s1采用刀尖半径为r的圆弧刃口车刀在工件的基准平面上加工出若干弧形槽,加工若干弧形槽时的z向理论进给量h0保持一致;
5、s2采用检测精度为1μm的光学影像仪测量s1中加工出的若干弧形槽的宽度d;
6、s3计算加工若干弧形槽时的z向实际进给量h1;
7、
8、s4对比z向实际进给量h1和z向理论进给量h0的差值,得出z轴重复定位精度,统计z轴定位误差;
9、优选地,在加工弧形槽之前,采用所述圆弧刃口车刀在工件上加工出所述基准平面;
10、优选地,s1中采用统一的切槽程序加工若干所述弧形槽;
11、优选地,z向理论进给量根据需求进行确定;
12、优选地,加工出所述弧形槽后,将工件移至光学影像仪所在的工位,依次测量所述弧形槽的宽度;
13、优选地,所述刀尖半径根据需求进行确定;
14、优选地,在所述基准平面上至少加工3组弧形槽;
15、优选地,z轴重复定位精度=h0-h1;
16、优选地,所述弧形刃口车刀的材质为金刚石。
17、本发明相对于现有技术取得了以下技术效果:
18、1、直接测量弧形槽的z向实际进给量,其测量准确性不仅受限于测量工具的检测精度,也受限于不能准确的找出弧形槽的最大深度,即直接测量弧形槽的z向实际进给量测量误差较大,测量结果不准确,为解决这一问题,以提高弧形槽的z向实际进给量的检测精度,本申请采用通过精度较高的光学影像仪先测出弧形槽的宽度d,再间接的计算出弧形槽的z向实际进给量的测量方式,因为光学影像仪的精度为1μm,检测精度较高,按此方法计算对重复定位精度影响值可忽略不计,所以通过间接计算得出的弧形槽z向实际进给量的误差要小于直接测量得出的弧形槽z向实际进给量的误差,从而提高得出的机床z轴重复定位误差的准确性。
19、2、本发明提供的测量方法,在对机床z轴重复定位误差检测时,不需要将机床的加工刀具或其他结构更换为专用测量装置,相对于现有技术中需要更换专用测量装置的测量方法,降低了检测成本,省去了更换测量装置的工序,简化了测量步骤,专业度要求低,普通的技术人员即可操作,便于对机床z轴重复定位精度的日常监测。
技术特征:
1.一种机床z轴重复定位误差的测量方法,其特征在于:包括以下内容:
2.根据权利要求1所述的机床z轴重复定位误差的测量方法,其特征在于:在加工弧形槽之前,采用所述圆弧刃口车刀在工件上加工出所述基准平面。
3.根据权利要求1所述的机床z轴重复定位误差的测量方法,其特征在于:s1中采用统一的切槽程序加工若干所述弧形槽。
4.根据权利要求1所述的机床z轴重复定位误差的测量方法,其特征在于:z向理论进给量根据需求进行确定。
5.根据权利要求1所述的机床z轴重复定位误差的测量方法,其特征在于:加工出所述弧形槽后,将工件移至光学影像仪所在的工位,依次测量所述弧形槽的宽度。
6.根据权利要求1所述的机床z轴重复定位误差的测量方法,其特征在于:所述刀尖半径r根据需求进行确定。
7.根据权利要求1所述的机床z轴重复定位误差的测量方法,其特征在于:在所述基准平面上至少加工3组弧形槽。
8.根据权利要求1所述的机床z轴重复定位误差的测量方法,其特征在于:z轴重复定位精度=h0-h1。
9.根据权利要求1所述的机床z轴重复定位误差的测量方法,其特征在于:所述弧形刃口车刀的材质为金刚石。
技术总结
本发明公开了一种机床Z轴重复定位误差的测量方法,属于机床Z轴重复定位误差的精度检测技术领域,包括以下内容:S1采用刀尖半径为R的圆弧刃口车刀在工件的基准平面上加工出若干弧形槽,加工若干弧形槽时的Z向理论进给量H<subgt;0</subgt;保持一致;S2采用检测精度为1μm的光学影像仪测量S1中加工出的若干弧形槽的宽度D;S3计算加工若干弧形槽时的Z向实际进给量H<subgt;1</subgt;;S4对比Z向实际进给量H<subgt;1</subgt;和Z向理论进给量H<subgt;0</subgt;的差值,得出Z轴重复定位精度,统计Z轴定位误差;采用上述测量方法,不仅能提高机床Z轴重复定位误差的检测准确性,而且相对于需要更换专用测量装置的方式,降低了检测成本,提高了操作便捷性,便于日常对机床Z轴重复定位误差的监测。
技术研发人员:李省伟,钱骏超,韩冬,李继林
受保护的技术使用者:超丰微纳科技(宁波)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!