一种混捏机用静齿及其制备工艺的制作方法
本申请涉及混捏机,尤其涉及一种混捏机用静齿及其制备工艺。
背景技术:
1、目前混捏机用静齿均采用一体铸造或工作面堆焊两种工艺:采用一体铸造的工艺,为增加产品使用周期,后期采用锻打或热处理的方式进行加工,结果造成产品产生相应的微裂纹,产品整体hrc值高,而产品的实际工况要求工作面具备高耐磨性,与混捏机筒体连接部分要有较高韧性,所以经常因上游静齿连接部断裂造成整个混捏机动静齿损毁卡死而停产检修,给企业带来巨大经济损失;而采用工作面堆焊工艺,由于静齿母体和焊材属于异材焊接,过渡层不能很好的吻合,工作过程中在强大外力的挤压下耐磨层极易剥落而致产品报废,严重影响介质质量,增加企业制造成本。
技术实现思路
1、针对上述问题,本发明的目的在于提供一种针对混捏机用新型异材一体铸造静齿及其制备工艺技术方案,以适应目前混捏机中所存在的问题。
2、为了实现上述目的,本发明的技术方案如下:
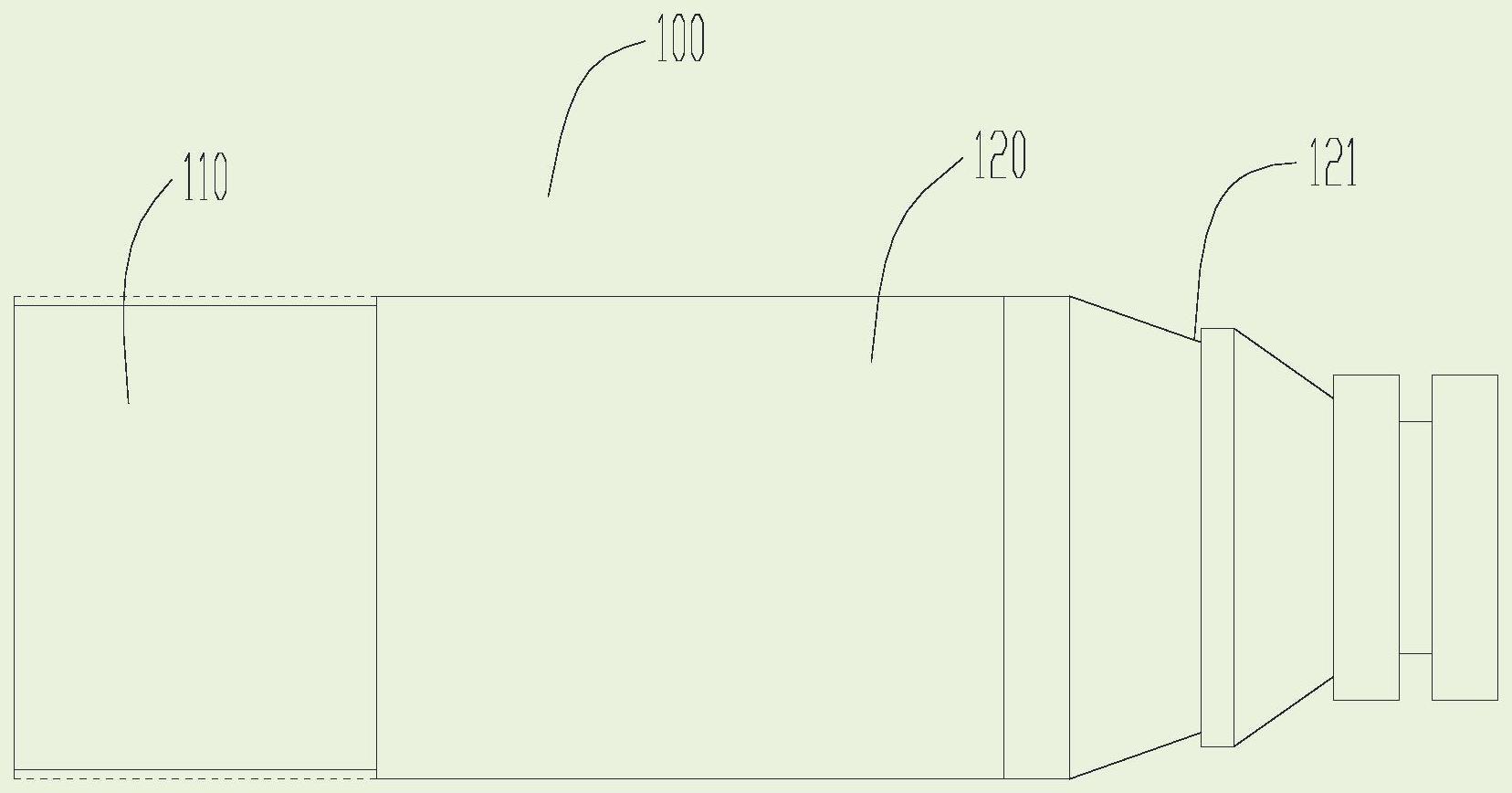
3、一种混捏机用静齿,包括齿柱和齿体,其特征在于,
4、所述齿柱包括螺纹杆和与螺纹杆一端一体式连接的连接杆,所述连接杆的外表面设置有一圈以上的台阶槽;
5、所述齿体上设置有用于容纳齿柱的连接杆的连接腔,所述连接腔的内表面设置有与台阶槽相对应的卡槽,并且所述螺纹杆与齿体为一体式连接。
6、上述的一种混捏机用静齿,其特征在于,所述齿柱的材料为s30400不锈钢。
7、上所述的一种混捏机用静齿,其特征在于,所述连接杆的外表面设置键槽,所述连接腔的内表面上设置于有键槽相对应的键,两者通过键连接。
8、上述的一种混捏机用静齿,其特征在于,所述螺纹杆的外表面设置有螺纹。
9、上述的一种混捏机用静齿,其特征在于,所述螺纹杆顶端设置有一空腔,所述空腔内设置有内螺纹。
10、一种混捏机用静齿的制备工艺,其特征在于,包括以下步骤:
11、s1:采用s30400不锈钢的棒材加工齿柱,形成齿柱的螺纹杆和连接杆;
12、s2:将连接杆放入齿体模具中,并对齿体模具内进行注蜡成型,形成齿体的蜡型;
13、s3:采用硅溶胶技术在蜡型外形成模壳;
14、s4:经高温蒸汽将蜡型进行脱蜡干燥后,放置于900-1300度恒温环境下45分钟-120分钟;
15、s5:将冶炼钢水注入模壳中,同时采用高频振动仪对模壳振动;
16、s6:冷却打磨后加热至800-1200度恒温环境下2-4小时,然后在30秒内放置于粹火液中。
17、上述的一种混捏机用静齿的制备工艺,其特征在于,所述步骤s4中,经高温蒸汽将蜡型进行脱蜡干燥后,放置于1100度恒温环境下60分钟。
18、上述的一种混捏机用静齿的制备工艺,其特征在于,所述步骤s6中,冷却打磨后加热至1050度恒温环境下3小时,然后在30秒内放置于粹火液中。
19、本申请的实施例提供的技术方案可以包括以下有益效果:
20、该发明不仅可完全克服现有产品易断裂、易剥落等缺陷,而且可根据不同混捏机及不同工况条件调整齿体硬度,以达到最佳使用效果和最长使用周期,使用周期可延长至原产品的1.5倍,最大限度的降低检修频率,达到节能降耗的效果,大大的降低了企业的生产成本。
技术特征:
1.一种混捏机用静齿,包括齿柱和齿体,其特征在于,
2.根据权利要求1所述的一种混捏机用静齿,其特征在于,所述齿柱的材料为s30400不锈钢。
3.根据权利要求1或2所述的一种混捏机用静齿,其特征在于,所述连接杆的外表面设置键槽,所述连接腔的内表面上设置于有键槽相对应的键,两者通过键连接。
4.根据权利要求3所述的一种混捏机用静齿,其特征在于,所述螺纹杆的外表面设置有螺纹。
5.根据权利要求3所述的一种混捏机用静齿,其特征在于,所述螺纹杆顶端设置有一空腔,所述空腔内设置有内螺纹。
6.一种混捏机用静齿的制备工艺,其特征在于,包括以下步骤:
7.根据权利要求6所述的一种混捏机用静齿的制备工艺,其特征在于,所述步骤s4中,经高温蒸汽将蜡型进行脱蜡干燥后,放置于1100度恒温环境下60分钟。
8.根据权利要求6所述的一种混捏机用静齿的制备工艺,其特征在于,所述步骤s6中,冷却打磨后加热至1050度恒温环境下3小时,然后在30秒内放置于粹火液中。
技术总结
本申请是关于一种混捏机用静齿,包括齿柱和齿体,齿柱包括螺纹杆和与螺纹杆一端一体式连接的连接杆,连接杆的外表面设置有一圈以上的台阶槽;齿体上设置有用于容纳齿柱的连接杆的连接腔,连接腔的内表面设置有与台阶槽相对应的卡槽,并且螺纹杆与齿体为一体式连接。制备工艺:S1:加工齿柱;S2:形成齿体的蜡型;S3:形成模壳;S4:脱蜡干燥;S5:将冶炼钢水注入模壳中;S6:粹火。该发明不仅可完全克服现有产品易断裂、易剥落等缺陷,而且可根据不同混捏机及不同工况条件调整齿体硬度,以达到最佳使用效果和最长使用周期,使用周期可延长至原产品的1.5倍,最大限度的降低检修频率,达到节能降耗的效果,大大的降低了企业的生产成本。
技术研发人员:王梓翔,袁智敏
受保护的技术使用者:靖江市创研科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!