用于运载火箭贮箱耐热耐腐蚀的铝合金药芯焊丝及其制备方法
本发明属于铝合金药芯焊丝,涉及一种铝合金药芯焊丝及其制备方法,特别涉及用于运载火箭贮箱耐热耐腐蚀的铝合金药芯焊丝及其制备方法。
背景技术:
1、铝合金由于其具有轻质高强、易加工、成本低、耐腐蚀等一系列优点,广泛应用于航空航天领域,至今已有近百年的历史。其中al-cu系合金最早应用于飞机,逐渐使铝合金成为飞机基体结构的主要用材之一,并伴随着航空工业的发展而蓬勃发展,形成了多种类型的2xxx铝合金。2a14铝合金具有比强度高、易加工、成本低等特点,在航天器产品中得到广泛应用。火箭贮箱为焊接结构,广泛采用熔焊为主的焊接工艺,我国某运载火箭常温贮箱采用2a14-t6铝合金作为基体材料,配套市用铝合金焊丝,所焊接头具有良好的使用性能。
2、但是,市用铝合金焊丝作为20世纪80年代研制的焊丝,受冶金水平及工艺装备制约,焊丝质量还存在一些不足,表现为:焊丝内部夹杂物较多,焊接时熔池表面存在黑色漂浮物,焊缝易形成夹杂和气孔,且不能满足高温耐热及耐腐蚀的环境,面临着焊接困难的问题,为适应航天高可靠性的质量需求,需对铝合金焊丝做出改动。
3、2a14铝合金焊接能够使用的方法包括:搅拌摩擦焊、电子束焊、等离子弧焊、tig/mig焊等,其中tig/mig焊设备简单,操作方便,是2a14铝合金最常用的焊接方法,一般熔焊接头强度仅能达到母材的60%左右,为了克服焊接困难,采用铝合金药芯焊丝的方法添加微纳米陶瓷颗粒和稀有金属粉更简单易行,在微纳米陶瓷颗粒和稀有金属的双重作用下可以更好的优化焊缝组织,减小焊接热裂纹倾向,提高焊态下焊缝强度,提高焊缝的耐腐蚀性和高温耐热性,为提高2a14铝合金熔化焊的性能提供新的思路。
4、例如,中国专利申请cn111015012a公开一种用于7075铝合金tig焊接的微纳米颗粒增强铝合金药芯填充丝,加入tic、zrc、tin、zrn等微纳米陶瓷颗粒,减缓熔合区枝晶生长,细化晶粒,枝晶的减少降低热裂纹敏感性,有助于异质形核,细化晶粒;修饰第二相强化相,使第二相变得细小、弥散,第二相的晶体学朝向更为随机,焊缝的力学性能提高,但是应用范围受到局限,在腐蚀和高温条件下不能满足焊接要求。
技术实现思路
1、本发明的主要目的是提供一种用于运载火箭贮箱耐热耐腐蚀的铝合金药芯焊丝,将药芯焊丝技术和微纳米颗粒增强、稀土金属净化作用改善组织三种机制有机结合,解决现有的铝合金实心焊丝直接熔焊铝合金时存在tig/mig焊实心焊丝不能改变合金成分或添加颗粒增强相的问题。
2、本发明的另一目的是提供上述用于运载火箭贮箱耐热耐腐蚀的铝合金药芯焊丝的制备方法,工艺简单且易于操作。
3、为实现上述目的,本发明通过以下技术方案来实现:
4、本发明提供用于运载火箭贮箱耐热耐腐蚀的铝合金药芯焊丝,包括外皮和药芯;
5、所述外皮为质量纯度大于99.6%的1070半硬态纯铝带;
6、所述药芯由以下质量百分含量的组分组成:cu:15%-21%,mn:1%-2%,mg:3.5%-5%,zr:5%-8%,ag:0.5%-1.5%,alti粉:3%-4%,微纳米陶瓷粉:26%-30%,稀土金属粉:4%-8%,余量为纯铝粉,其中各组分均以粉末的形式加入。
7、作为优选,所述铝合金药芯焊丝中药芯的填充率为20%-30%。
8、作为优选,所述外皮的宽度为8-16mm,厚度为0.6-1.2mm。
9、作为优选,所述alti粉中钛和铝的质量比为3:2。
10、作为优选,所述alti粉以纯度大于99.9%的高纯化合物的形式加入,粉末粒度为100-250μm,氧含量低于50ppm。
11、作为优选,所述微纳米陶瓷粉选自tic、zrc、sic、tio2、al2o3微纳米粉末中的一种或两种以上组合,粒径在15-100μm,纯度大于99.9%,粉末形状为球形或近球形。
12、作为更优选,所述微纳米陶瓷粉为tic、zrc、sic、tio2、al2o3微纳米粉末的任意两种或三种组合,且质量含量满足zrc:tic=1:1,sic:al2o3=5:8,sic:tic:al2o3=1:1:1,粒径在15-30μm,纯度大于99.99%。
13、作为优选,所述稀土金属粉选自稀土粉la、ce中的一种或两种混合而成,且所述稀土粉la、ce以高纯粉的形式加入,粉末形状为球形或近球形,粉末粒度为100-250μm,ce的质量纯度为99.9%-99.99%,la的质量纯度为99.5%-99.8%,氧含量均低于50ppm。
14、作为更优选,所述稀土金属粉以稀土粉la和ce复合加入时,la和ce质量比为1:1;当稀土粉ce单独加入时,其含量为5%-8%。
15、作为优选,cu、mn、mg、zr、ag均以纯度大于99.9%的高纯金属粉的形式加入,金属粉末为球形或近球形,粉末粒度为100-250μm,氧含量均低于50ppm。
16、作为优选,mg和cu的质量比满足0.2-0.4:1。
17、作为优选,mn和mg的质量比满足0.2-1:1。
18、本发明所述用于运载火箭贮箱耐热耐腐蚀的铝合金药芯焊丝中,所述药芯的组分及作用如下:
19、cu:主要强化合金,向焊缝金属中过渡铜元素。
20、mn:起微合金化、强韧化作用,降低焊缝腐蚀敏感性,特别是抗应力腐蚀开裂能力得到提高。
21、mg:有利于提高焊缝硬度,同时又不会使塑性明显降低。
22、zr:细化再结晶组织,细化晶粒。
23、ag:提升材料力学性能,提高屈服强度和断裂韧性,提高耐热性能。
24、alti粉:促进异质形核,细化焊缝晶粒。
25、稀土金属粉la、ce:抑制晶粒的生长,铝合金晶粒得到明显细化,提高耐腐蚀性;
26、微纳米陶瓷粉:能够细化和改善微观组织,改善铝合金焊接中软化、裂纹,提高接头强度,具体作用及机理表现为:加入tic、zrc、sic、tio2、al2o3微纳米粉末可控制铝合金凝固时晶粒形核,长大和作为再结晶形核质点对二次相进行分割细化,并降低焊缝热裂纹敏感性;对焊缝区与熔合区晶粒及析出第二相形貌进行改造,焊缝区与熔合区晶粒形态得到改善,枝晶加柱状晶晶粒结合转变为近似球形,使得第二相变细小且分散,第二相晶体学取向更加随机,细化后二次相及枝晶组织更易在凝固过程中发生形变并补偿收缩所产生应变,降低热裂纹敏感性且焊缝力学性能得到改善。
27、本发明还提供用于运载火箭贮箱耐热耐腐蚀的铝合金药芯焊丝的制备方法,包括以下步骤:
28、(1)采用机械搅拌的方式将上述各组分的粉末搅拌均匀,在自混式高均匀度混粉机搅拌6-10min,回转桶的转速为3.5r/min,200-300℃真空加热并搅拌均匀,得到药粉;
29、(2)用刮刀清除所述外皮上表面氧化膜,将其轧制成u型槽,填入步骤(1)得到的药粉,填充率为20%-30%;
30、(3)将u型槽合口后,逐次通过不同直径的拉丝模,依次逐道拉拔、减径、剥皮、层绕和包装,得到mig焊丝成品,其直径为0.8-2.0mm;或者依次逐道拉拔、减径、剥皮、校直、切断和包装,得到tig焊丝成品,其直径在1.6-4.0mm。
31、本发明还提供用于运载火箭贮箱耐热耐腐蚀的铝合金药芯焊丝在运载火箭贮箱焊接中的应用,所述用于运载火箭贮箱耐热耐腐蚀的铝合金药芯焊丝置于两个待连接板件的缝隙或坡口中,焊接电流为90-220a,保护气体为纯度大于99.99%的高纯氩气,焊后用钢丝刷或铜丝刷去除表面的焊渣。
32、与现有技术相比,本发明具有以下有益效果:
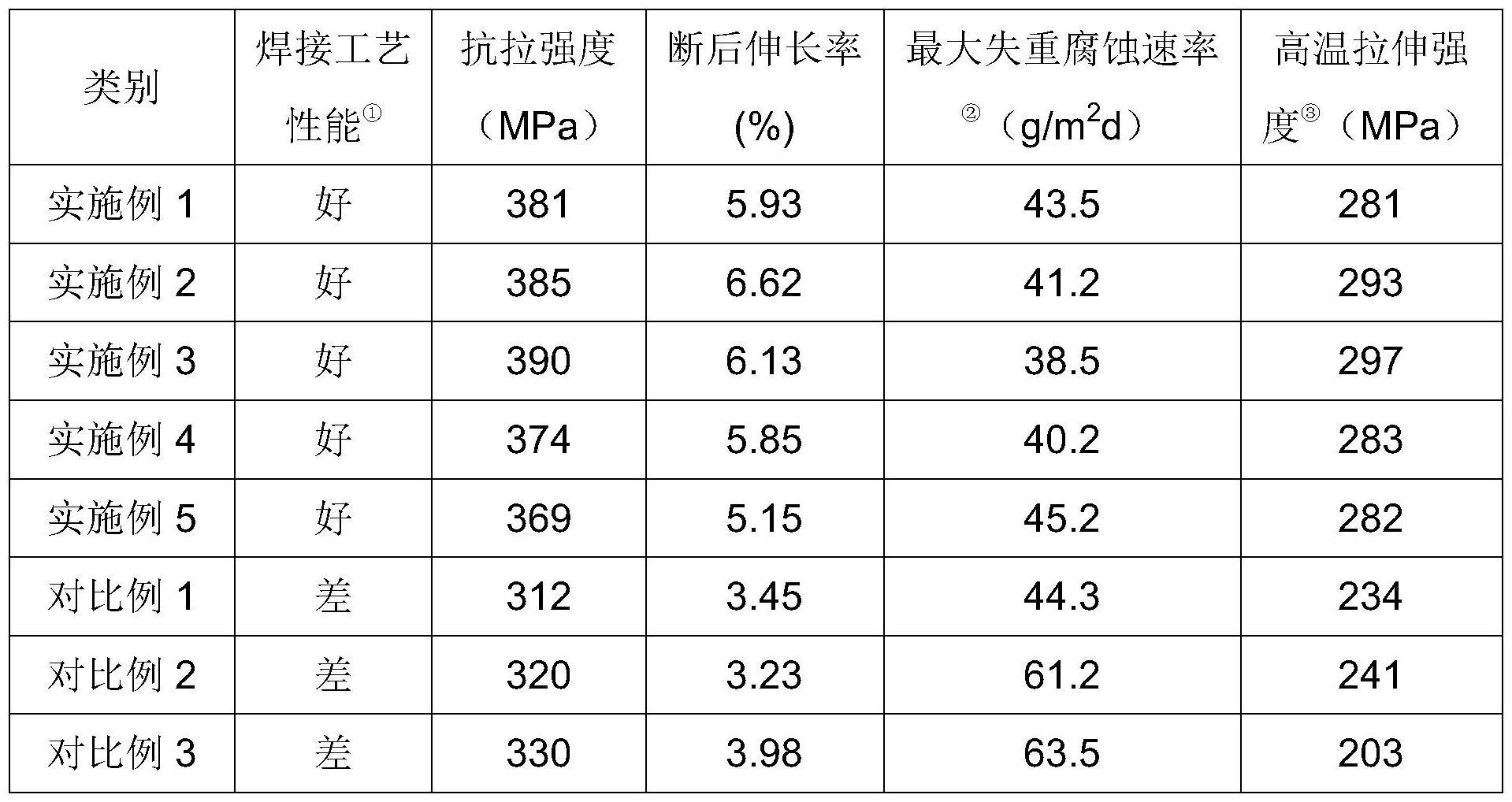
33、一、针对目前的铝合金实心焊丝直接熔焊铝合金时,易产生热裂纹和造成合金元素烧损,组织粗大导致焊缝强度降低,接头强度匹配度低等问题,本发明将药芯焊丝技术和微纳米颗粒增强、稀土金属净化作用改善组织三种机制有机结合,设计一种用于运载火箭贮箱耐热耐腐蚀的铝合金药芯焊丝,其具有良好的接头性能,焊缝成型美观,强度较高,焊接接头的强度提高了16%以上,抗拉强度达到369mpa以上,耐腐蚀性能提高了30%以上、高温耐热性能提高了45%以上。
34、二、本发明的铝合金药芯焊丝中稀土元素ce的加入,合金的铸态晶粒及二次枝晶间距明显缩小,铸件晶粒内部偏析、缩松和夹杂物尺寸都随着减小,稀土元素ce具有活泼的化学性质,更易与铝合金中的一些杂质元素发生反应,形成相应的高熔点、强硬度、难溶的稳定稀土化合物并分布在晶界上。加入一定量混合稀土(la,ce)时铝合金以α-al基体,mgzn2及al2cu第二相为主、al8cu4(lace)及al3(lace)稀土相构成,稀土相以块状及骨骼状为主,多位于晶界,有效地抑制晶粒长大,铝合金晶粒显著细化,铝合金的腐蚀速率及腐蚀电流密度值减小,容抗弧半径增大,其耐腐性能增强。在al-cu-mg合金中添加ag,形成al-cu-mg-ag合金,将使al-cu-mg合金中主要时效析出系列发生变化,{111}α表面上产生新的片状析出相ω相,铝具有fcc晶体结构,其最密集的堆积面是{111}α面,在剪切应力作用下,为原子主要滑移面,呈现共格沉淀ω相,能够有效地阻碍位错的滑动,使相有良好沉淀硬化能力,显着增强材料的力学性能,ω相和θ相组成一致,热稳定性比θ'相高,改善al-cu-mg合金的室温强度和高温耐热性。
35、三、本发明用于运载火箭贮箱耐热耐腐蚀的铝合金药芯焊丝可按常规步骤进行tig/mig焊接,使焊缝合金化由填充焊丝、实心焊丝和母材组合而成,加大对铝合金焊缝合金调整的范围和可能,可以在保证焊缝金属化学成分、力学性能满足相关要求的情况下,显著降低焊缝金属热裂纹倾向,获得成型美观、强度较高、耐腐蚀性能、耐热性能优良的焊接接头,用于运载火箭贮箱待连接板件的缝隙或坡口焊接。
- 还没有人留言评论。精彩留言会获得点赞!