一种大厚板Q345D(+Z15)立焊工艺评定焊接装置及工艺的制作方法
本发明属于焊接,涉及一种大厚板q345d(+z15)立焊工艺评定焊接装置及工艺。
背景技术:
1、目前,很多大型机械设备在长期运转后,其零部件往往会出现各类开裂或损坏,如图4和图5所示,连铸机大包回转台的关键部件大型结构件提升臂100安装在连铸机中心线上,并通过支架上的球面关节轴承支撑,提升臂100为大型箱体结构件,其箱体横梁上平面20和箱体横梁斜平面30的交界处为提升臂r角10,箱体横梁上平面20、箱体横梁斜平面30及提升臂r角10厚度超过50mm。连铸机大包回转台实际运行过程中,提升臂采用平行四连杆机构来保证钢包的平移升降,由于长期的载荷使用和原有设计焊缝缺陷等,往往导致大型结构件提升臂箱体横梁上提升臂r角10开裂,随着裂纹不断扩展,往往造成设备不能正常运转生产。如果考虑现场更换提升臂,则存在如下问题:1、由于提升臂体积庞大,拆卸、吊装和运输都存在一定困难;2、备件采购制作时间周期长;3、更换局部部件不适宜新旧设备的组装以及浪费大量的采购成本。为了尽快恢复生产,也有通过现场实施裂纹焊接来解决开裂问题,同时保证无焊接缺陷并在线手工研磨恢复图纸尺寸和r角精度尺寸,及时交付生产,但是这种通过消除裂纹恢复的原有大型结构件提升臂箱体横梁,各种机械性能不能满足提升臂平移升降长时间的使用,因为载荷使用和原有设计焊缝缺陷,仍然会在提升臂r角10处开裂。故有必要设计其它的对提升臂r角开裂处焊接加固方法,如在开裂位置两侧立焊加装立板等,通常这种大型设备加装的立板较厚(40mm以上),因此在实施焊接前,需要对焊接工艺进行评定,以确定这种焊接工艺是否满足大型设备焊接加固的要求。
技术实现思路
1、针对在背景技术中存在的大型设备部件焊接加固前需要对焊接工艺进行评定的要求,本发明提供了一种大厚板q345d(+z15)立焊工艺评定焊接装置及工艺。
2、本发明解决技术问题的技术方案如下:
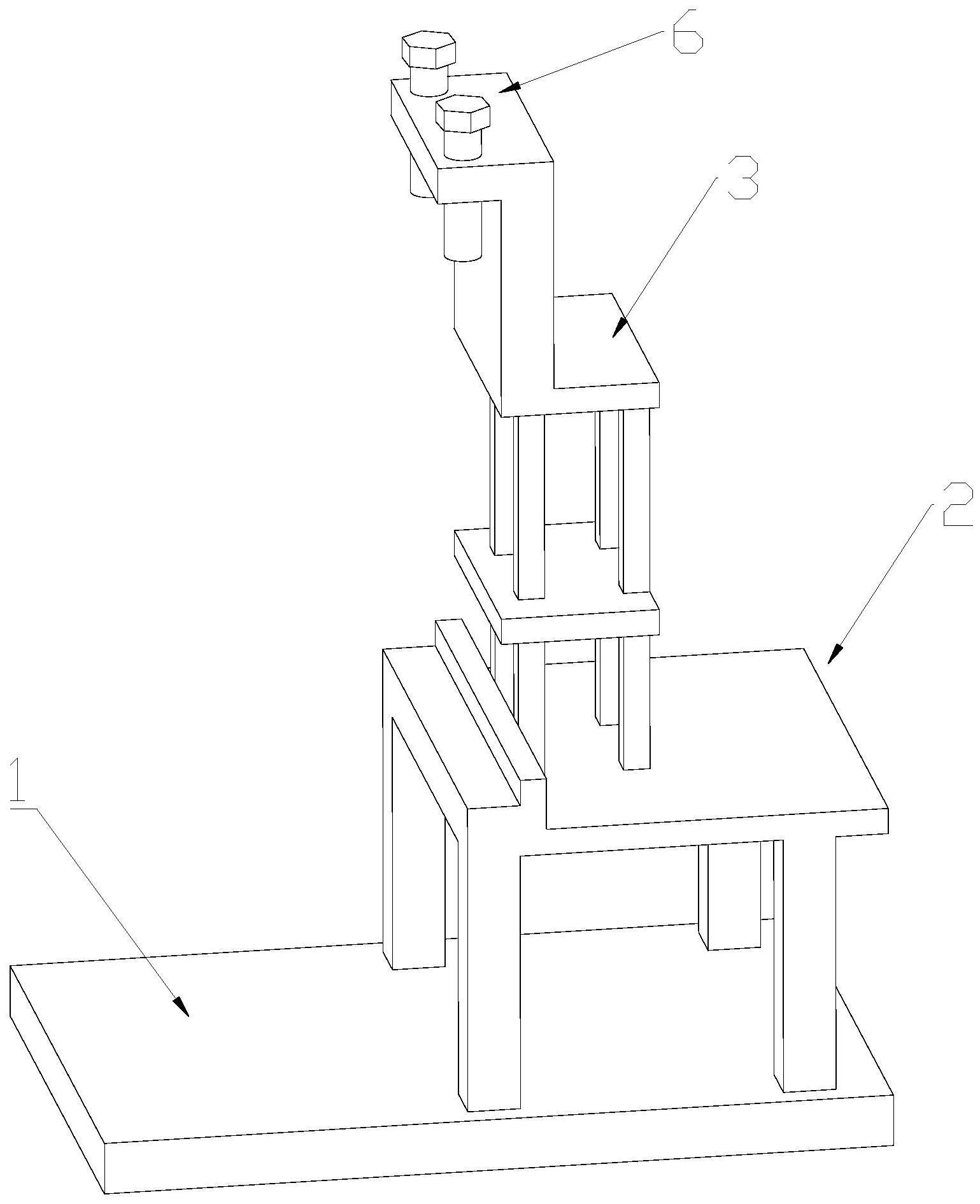
3、本发明一种大厚板q345d(+z15)立焊工艺评定焊接装置,包括自下向上依次设置的底座、结构件平台和锁紧结构件工装,结构件平台一侧设置有“l”型支撑对齐口,锁紧结构件工装上部设置有呈相垂直“z”字型结构的上部锁紧座,上部锁紧座的上部开设若干螺杆孔并设置有锁紧螺杆,其中部侧面与“l”型支撑对齐口内侧面竖向齐平。
4、进一步地,所述结构件平台包括平台顶板,平台顶板的底部通过多个支脚与底座固定连接,所述“l”型支撑对齐口设置于平台顶板上表面一侧。
5、进一步地,所述锁紧结构件工装的上部锁紧座底部通过多个锁紧工装支腿与结构件平台顶部固定连接。
6、进一步地,所述锁紧工装支腿共同设置有中部对齐板,该中部对齐板的一侧面分别与“l”型支撑对齐口内侧面及上部锁紧座中部侧面齐平。
7、进一步地,所述底座为50mm厚钢板制作而成,所述结构件平台和锁紧结构件工装分别由30mm厚和20mm厚钢板制作而成,锁紧螺杆由φ40mm圆钢机械加工而成。
8、本发明一种基于上述技术方案所述的一种大厚板q345d(+z15)立焊工艺评定焊接装置的立焊工艺,其特征在于,通过大立板和小立板立焊工艺进行评定,先安装底座,再在底座上表面焊接固定结构件平台,然后在结构件平台上表面焊接固定锁紧结构件工装,再在结构件平台和锁紧结构件工装一侧竖直安装大立板并通过锁紧螺杆垂直固定大立板,接着将小立板竖直点焊安装固定在大立板一侧并形成角焊缝,最后对大立板与小立板预热立焊。
9、进一步地,具体步骤如下:
10、s1、焊前准备:
11、1.1)、焊接设备:数字化控制逆变式手工直流焊机,焊接材料采用φ4.0mm和φ5.0mme5015焊条,焊条350℃烘焙2h后恒温,放入保温桶随用随取;
12、1.2)、焊接位置:立焊;
13、1.3)、焊前要求:焊接位置区域与焊条不得有油污、氧化层和水分等,需露出金属光泽;
14、1.4)、焊接技术要求:单面角焊缝堆焊层熔合母材,焊缝表面无任何焊接缺陷并满足设计焊脚尺寸;
15、1.5)、工艺评定加固材质:q345d(+z15);
16、1.6)、辅助设施:保温桶、样板、测温仪、放大镜、保温棉、面罩、手套、清渣锤、锤子、凿子、锉刀、钢丝刷、砂纸、钢直尺、水平尺、活动板手、直磨机、角向磨光机、钢丝钳、钢锯条、劳动防护用品;
17、1.7)、焊接工艺参数:根据焊接设备、焊接材料、工艺评定加固材质以及焊接要求制定焊接参数;
18、s2、焊接实施;
19、2.1)、采用氧·乙炔火焰清理大立板和小立板待形成的竖向角焊缝内外坡口并烘干两侧至少100mm距离,然后均布分段点焊固定,利用加热设备进行坡口两侧焊接前均匀预热,温度达到后,通过数字化控制逆变式手工直流焊机采用规格为φ4.0mm的e5015焊条开始打底层焊接;
20、2.2)、大立板和小立板角焊缝采用立焊,由下而上对称焊接,打底层运条方法全部采用正三角运条方法,打底层全部焊接完成后,采用锤击焊缝区,然后通过目测以及5倍放大镜检测焊缝有无焊接缺陷;打底层焊接完成后,再通过规格为φ5.0mm的e5015焊条进行填充层和盖面层的焊接,保持层间温度,运条方法全部斜月牙形运条法,焊接顺序同打底层一样,同时确保盖面层必须满足设计的焊缝尺寸,而且焊缝表面不能有任何焊接缺陷;全部焊接完成后,继续利用加热设备加热焊缝区至300℃并恒温2小时,然后保温棉包扎缓冷至室温,再通过ut、mt探伤无缺陷后,焊接完成;最后把焊接完成的整体工艺评定加固立板通过现场实际样板检验验收完全符合设计的要求,进行工艺评定检测试验。
21、进一步地,所述预热温度为150-200℃,层间温度保持在不低于120℃。
22、进一步地,打底层焊接时,焊接电流为140-180a,电弧电压为24±1v,焊接速度为17±1cm/min;填充层和盖面层焊接时,焊接电流为160-210a,电弧电压为27±1v,焊接速度为19±1cm/min。
23、相对于现有技术,本发明所述的一种大厚板q345d(+z15)立焊工艺评定焊接装置,其结构简单,制作及操作方便,投入费用低,配合其焊接工艺,可以有效满足大厚板立焊工艺的评定的需求。
技术特征:
1.一种大厚板q345d(+z15)立焊工艺评定焊接装置,其特征在于:包括自下向上依次设置的底座(1)、结构件平台(2)和锁紧结构件工装(3),结构件平台(2)一侧设置有“l”型支撑对齐口(22),锁紧结构件工装(3)上部设置有呈相垂直“z”字型结构的上部锁紧座(32),上部锁紧座(32)的上部开设若干螺杆孔(33)并设置有锁紧螺杆(6),其中部侧面与“l”型支撑对齐口(22)内侧面竖向齐平。
2.根据权利要求1所述的一种大厚板q345d(+z15)立焊工艺评定焊接装置,其特征在于:所述结构件平台(2)包括平台顶板(21),平台顶板(21)的底部通过多个支脚(23)与底座(1)固定连接,所述“l”型支撑对齐口(22)设置于平台顶板(21)上表面一侧。
3.根据权利要求1所述的一种大厚板q345d(+z15)立焊工艺评定焊接装置,其特征在于:所述锁紧结构件工装(3)的上部锁紧座(32)底部通过多个锁紧工装支腿(31)与结构件平台(2)顶部固定连接。
4.根据权利要求3所述的一种大厚板q345d(+z15)立焊工艺评定焊接装置,其特征在于:所述锁紧工装支腿(31)共同设置有中部对齐板(34),该中部对齐板(34)的一侧面分别与“l”型支撑对齐口(22)内侧面及上部锁紧座(32)中部侧面齐平。
5.根据权利要求1所述的一种大厚板q345d(+z15)立焊工艺评定焊接装置,其特征在于:所述底座(1)为50mm厚钢板制作而成,所述结构件平台(2)和锁紧结构件工装(3)分别由30mm厚和20mm厚钢板制作而成,锁紧螺杆(6)由φ40mm圆钢机械加工而成。
6.一种基于权利要求1-5任一项所述的一种大厚板q345d(+z15)立焊工艺评定焊接装置的立焊工艺,其特征在于,通过大立板(4)和小立板(5)立焊工艺进行评定,先安装底座(1),再在底座(1)上表面焊接固定结构件平台(2),然后在结构件平台(2)上表面焊接固定锁紧结构件工装(3),再在结构件平台(2)和锁紧结构件工装(3)一侧竖直安装大立板(4)并通过锁紧螺杆(6)垂直固定大立板(4),接着将小立板(5)竖直点焊安装固定在大立板(4)一侧并形成角焊缝,最后对大立板(4)与小立板(5)预热立焊。
7.根据权利要求6所述的立焊工艺,其特征在于,具体步骤如下:
8.根据权利要求7所述的立焊工艺,其特征在于:所述焊接设备为型号ht400d或ht500d数字化控制逆变式手工直流焊机。
9.根据权利要求7所述的立焊工艺,其特征在于:所述预热温度为150-200℃,层间温度保持在不低于120℃。
10.根据权利要求7所述的立焊工艺,其特征在于:打底层焊接时,焊接电流为140-180a,电弧电压为24±1v,焊接速度为17±1cm/min;填充层和盖面层焊接时,焊接电流为160-210a,电弧电压为27±1v,焊接速度为19±
技术总结
本发明公开了一种大厚板Q345D(+Z15)立焊工艺评定焊接装置,包括自下向上依次设置的底座、结构件平台和锁紧结构件工装,结构件平台一侧设置有“L”型支撑对齐口,锁紧结构件工装上部设置有呈相垂直“Z”字型结构的上部锁紧座,上部锁紧座的上部开设若干螺杆孔并设置有锁紧螺杆,其中部侧面与“L”型支撑对齐口内侧面竖向齐平。本发明所述立焊工艺评定焊接装置结构简单,制作及操作方便,投入费用低,配合其焊接工艺,可以有效满足大厚板立焊工艺的评定的需求。
技术研发人员:范兴海,李鹏,崔学峰,潘辉,李志超,吴旺利,王岿,李学林
受保护的技术使用者:安徽马钢设备检修有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!