一种分体式传动轴的挤压装配设备及工艺的制作方法
本发明涉及传动轴生产,具体为一种分体式传动轴的挤压装配设备及工艺。
背景技术:
1、传动轴是一个高转速、少支承的旋转体,因此它的动平衡是至关重要的。一般传动轴在出厂前都要进行动平衡试验,并在平衡机上进行了调整。对前置引擎后轮驱动的车来说是把变速器的转动传到主减速器的轴,它可以是好几节的,现有的分体式传动轴在装配的过程中,需要通过多根螺钉对传动轴之间进行固定,且一般都是一次完成一根螺钉的固定,需要重复多次才能完成操作,所需的装配时间较长,因此提出一种分体式传动轴的挤压装配设备及工艺。
技术实现思路
1、针对现有技术的不足,本发明提供了一种分体式传动轴的挤压装配设备及工艺,解决了现有的分体式传动轴在装配的过程中,需要通过多根螺钉对传动轴之间进行固定,且一般都是一次完成一根螺钉的固定,需要重复多次才能完成操作,所需的装配时间较长的问题。
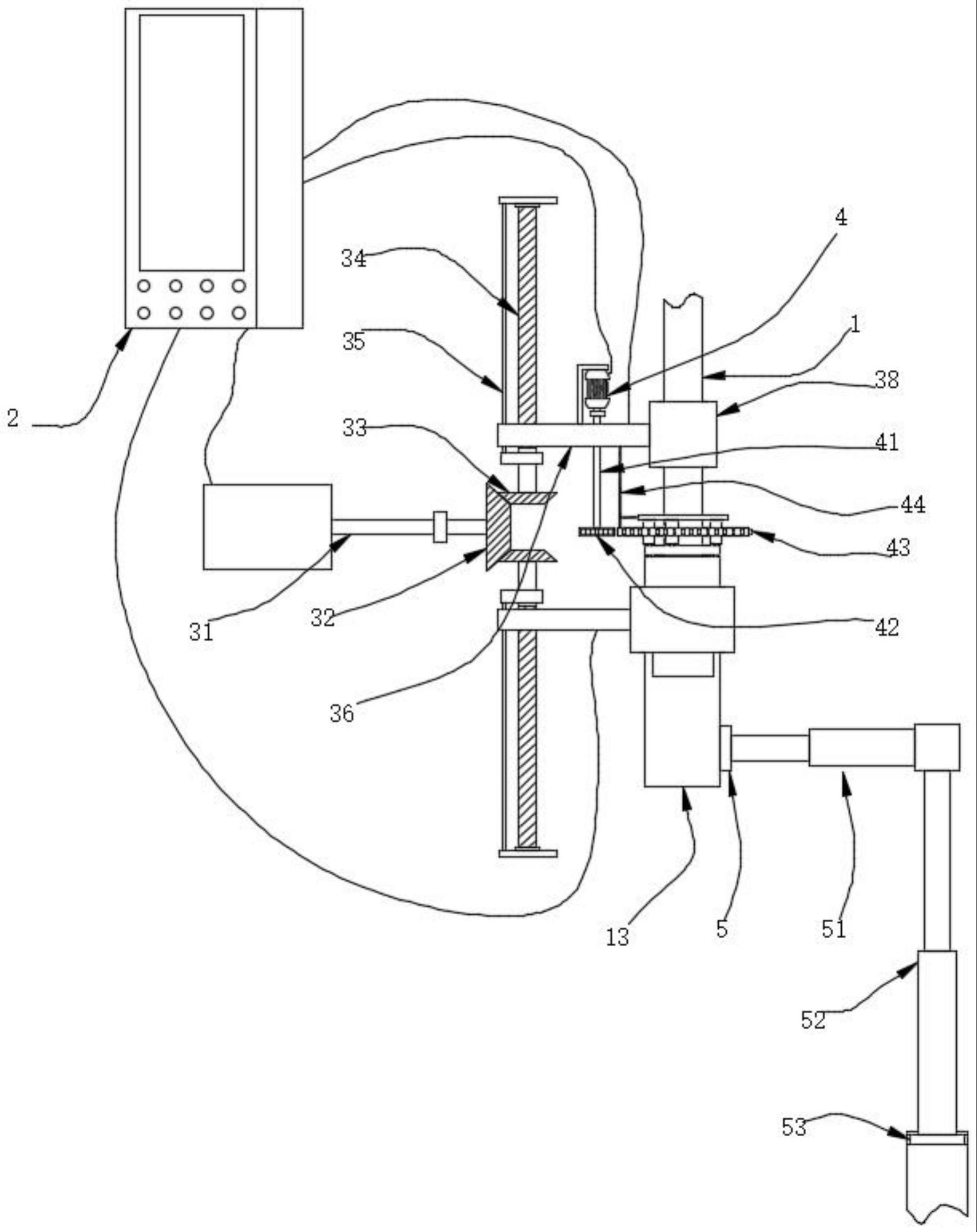
2、为实现以上目的,本发明通过以下技术方案予以实现:一种分体式传动轴的挤压装配设备,包括传动轴一、传动轴二、中控台,所述传动轴一的一端安装有挡板,所述传动轴一的外壁上连接有固定板,所述挡板的外壁与传动轴二的内壁连接,所述中控台用于控制各个零件运行,所述传动轴一的外部设置有夹持组件,所述传动轴一的外部设置有装配组件,所述夹持组件用于对待装配的传动轴进行夹持,所述装配组件用于对传动轴进行装配;
3、所述装配组件包括马达、转动杆二、齿轮一、齿条,所述转动杆二的一端通过联轴器安装在马达的输出端上,所述转动杆二的另一端安装在齿轮一的外壁上,所述齿轮一与齿条啮合。
4、优选的,所述装配组件中还包括限位杆二、齿轮二、套筒、磁铁二,所述限位杆二的外壁安装在齿条的内壁上,所述限位杆二的一端贯穿齿条设置,所述齿条圆形设置,所述齿条内外两侧均设置齿牙,所述齿条内侧的齿牙与齿轮二啮合。
5、优选的,所述齿轮二的内壁安装在套筒的外壁上,所述磁铁二的外壁安装在套筒的内壁上,所述套筒的一侧开设有内六角形凹槽。
6、优选的,所述装配组件中还包括螺钉、支撑板、支撑杆,所述螺钉的一端外六角形设置,所述螺钉与套筒相适配,所述支撑板的一侧外壁与套筒的一端连接,所述支撑杆的一端安装在支撑板的一侧外壁上,所述支撑杆的另一端安装在限位杆二的一侧外壁上,所述螺钉的外壁与固定板、传动轴二的内壁均连接,所述螺钉的一端依次贯穿固定板、传动轴二设置。
7、优选的,所述夹持组件中包括电机、转动杆一、伞齿轮一、伞齿轮二,所述转动杆一的一端安装在电机的输出端上,所述转动杆一的另一端安装在伞齿轮一的一侧外壁上,所述伞齿轮一与伞齿轮二啮合。
8、优选的,所述夹持组件中还包括螺纹杆、限位杆一、滑动板、夹紧板一、夹紧板二,所述螺纹杆的一端安装在伞齿轮二的一侧外壁上,所述螺纹杆的外壁安装在滑动板的内壁上,所述螺纹杆的一端贯穿滑动板设置,所述限位杆一的外壁安装在滑动板的内壁,所述限位杆一的一端贯穿滑动板设置,所述滑动板的内壁与转动杆二的外壁连接,所述滑动板的外壁与限位杆二的一端连接。
9、优选的,所述夹紧板一的一侧外壁与滑动板的一侧外壁连接,所述夹紧板一的一侧外壁与夹紧板二的一侧外壁连接,所述夹持组件中还包括连接杆、磁铁一、电磁铁一、橡胶垫,所述连接杆的一端安装在滑动板的内壁上,所述连接杆的另一端安装在夹紧板二的一侧外壁上,所述夹紧板一、夹紧板二的一侧外壁上均安装有橡胶垫。
10、优选的,所述中控台的外部还包括有辅助组件,所述辅助组件用于对装配完成的传动轴进行卸料作业。
11、本发明还提供了一种分体式传动轴的挤压装配工艺,包括以下步骤:
12、s1、将传动轴一、挡板、固定板组装在一起,然后将待装配的传动轴一、传动轴二对应放至夹紧板一、夹紧板二之间;
13、s2、通过中控台控制夹持组件运行,并适时控制装配组件运行;
14、s3、在装配结束之后,通过辅助组件将装配后的传动轴输送走;
15、s4、继续进行下一根传动轴的装配。
16、优选的,所述装配组件中马达的启动时机为螺钉的一端即将接触到传动轴二的外壁时,所述固定板套在传动轴一上之前就预装入螺钉。
17、本发明提供了一种分体式传动轴的挤压装配设备及工艺。与现有技术相比具备以下有益效果:
18、(1)、该分体式传动轴的挤压装配设备及工艺,通过设置传动轴一、挡板、固定板、传动轴二、中控台、电机、转动杆一、伞齿轮一、伞齿轮二、螺纹杆、限位杆一、滑动板、夹紧板一、夹紧板二、连接杆、磁铁一、电磁铁一、橡胶垫,通过中控台控制两组滑动板带动对应的夹紧板一、夹紧板二以及对应的传动轴相互靠近,使得传动轴一的一端插入传动轴二中,然后通过固定板对传动轴一、传动轴二之间进行固定,从而完成传动轴一、传动轴二之间的装配工作,通过自动化操作对传动轴一、传动轴二之间进行装配,节省人力,提高效率。
19、(2)、该分体式传动轴的挤压装配设备及工艺,通过设置马达、转动杆二、齿轮一、齿条、限位杆二、齿轮二、套筒、磁铁二、螺钉、支撑板、支撑杆,通过将固定板以及预先穿好的螺钉的一端卡入套筒中,中控台控制马达启动,使得齿轮二能够带动套筒转动,从而将螺钉拧紧,使得螺钉将固定板固定在传动轴二的一端,一次性完成多根螺钉的钻入、固定作业,加快作业速度,提高装配效率。
20、(3)、该分体式传动轴的挤压装配设备及工艺,通过设置电磁铁二、电动推杆一、电动推杆二、安装板,在将传动轴一、传动轴二组合在一起之后,通过中控台控制夹紧板一、夹紧板二松开对传动轴一的夹持,然后中控台控制位于另一侧的夹紧板一、夹紧板二带动装配完成的传动轴向图2中的下方移动,在移至最下方之后,中控台控制电动推杆一带动完成装配的传动轴从该侧夹紧板一、夹紧板二的中轴线上移开,过程中电磁铁二保持通电状态,直至传动轴从该侧夹紧板一、夹紧板二的中轴线上移开后断电,然后即可进行下一组传动轴一、传动轴二的装配,简单快捷,加快装配速度,提高生产效率。
技术特征:
1.一种分体式传动轴的挤压装配设备,包括传动轴一(1)、传动轴二(13)、中控台(2),其特征在于:所述传动轴一(1)的一端安装有挡板(11),所述传动轴一(1)的外壁上连接有固定板(12),所述挡板(11)的外壁与传动轴二(13)的内壁连接,所述中控台(2)用于控制各个零件运行,所述传动轴一(1)的外部设置有夹持组件,所述传动轴一(1)的外部设置有装配组件,所述夹持组件用于对待装配的传动轴进行夹持,所述装配组件用于对传动轴进行装配;
2.根据权利要求1所述的一种分体式传动轴的挤压装配设备,其特征在于:所述装配组件中还包括限位杆二(44)、齿轮二(45)、套筒(46)、磁铁二(47),所述限位杆二(44)的外壁安装在齿条(43)的内壁上,所述限位杆二(44)的一端贯穿齿条(43)设置,所述齿条(43)圆形设置,所述齿条(43)内外两侧均设置齿牙,所述齿条(43)内侧的齿牙与齿轮二(45)啮合。
3.根据权利要求2所述的一种分体式传动轴的挤压装配设备,其特征在于:所述齿轮二(45)的内壁安装在套筒(46)的外壁上,所述磁铁二(47)的外壁安装在套筒(46)的内壁上,所述套筒(46)的一侧开设有内六角形凹槽。
4.根据权利要求1所述的一种分体式传动轴的挤压装配设备,其特征在于:所述装配组件中还包括螺钉(48)、支撑板(49)、支撑杆(410),所述螺钉(48)的一端外六角形设置,所述螺钉(48)与套筒(46)相适配,所述支撑板(49)的一侧外壁与套筒(46)的一端连接,所述支撑杆(410)的一端安装在支撑板(49)的一侧外壁上,所述支撑杆(410)的另一端安装在限位杆二(44)的一侧外壁上,所述螺钉(48)的外壁与固定板(12)、传动轴二(13)的内壁均连接,所述螺钉(48)的一端依次贯穿固定板(12)、传动轴二(13)设置。
5.根据权利要求1所述的一种分体式传动轴的挤压装配设备,其特征在于:所述夹持组件中包括电机(3)、转动杆一(31)、伞齿轮一(32)、伞齿轮二(33),所述转动杆一(31)的一端安装在电机(3)的输出端上,所述转动杆一(33)的另一端安装在伞齿轮一(32)的一侧外壁上,所述伞齿轮一(32)与伞齿轮二(33)啮合。
6.根据权利要求1所述的一种分体式传动轴的挤压装配设备,其特征在于:所述夹持组件中还包括螺纹杆(34)、限位杆一(35)、滑动板(36)、夹紧板一(37)、夹紧板二(38),所述螺纹杆(34)的一端安装在伞齿轮二(33)的一侧外壁上,所述螺纹杆(34)的外壁安装在滑动板(36)的内壁上,所述螺纹杆(34)的一端贯穿滑动板(36)设置,所述限位杆一(35)的外壁安装在滑动板(36)的内壁,所述限位杆一(35)的一端贯穿滑动板(36)设置,所述滑动板(36)的内壁与转动杆二(41)的外壁连接,所述滑动板(36)的外壁与限位杆二(44)的一端连接。
7.根据权利要求6所述的一种分体式传动轴的挤压装配设备,其特征在于:所述夹紧板一(37)的一侧外壁与滑动板(36)的一侧外壁连接,所述夹紧板一(37)的一侧外壁与夹紧板二(38)的一侧外壁连接,所述夹持组件中还包括连接杆(39)、磁铁一(310)、电磁铁一(311)、橡胶垫(312),所述连接杆(39)的一端安装在滑动板(36)的内壁上,所述连接杆(39)的另一端安装在夹紧板二(38)的一侧外壁上,所述夹紧板一(37)、夹紧板二(38)的一侧外壁上均安装有橡胶垫(312)。
8.根据权利要求1所述的一种分体式传动轴的挤压装配设备,其特征在于:所述中控台(2)的外部还包括有辅助组件,所述辅助组件用于对装配完成的传动轴进行卸料作业。
9.一种分体式传动轴的挤压装配工艺,其特征在于,包括以下步骤:
10.根据权利要求9所述的一种分体式传动轴的挤压装配工艺,其特征在于:所述装配组件中马达(4)的启动时机为螺钉(48)的一端即将接触到传动轴二(13)的外壁时,所述固定板(12)套在传动轴一(1)上之前就预装入螺钉(48)。
技术总结
本发明公开了一种分体式传动轴的挤压装配设备及工艺,本发明涉及传动轴生产技术领域。该分体式传动轴的挤压装配设备及工艺,包括传动轴一、传动轴二、中控台,所述传动轴一的一端安装有挡板,所述传动轴一的外壁上连接有固定板,所述挡板的外壁与传动轴二的内壁连接,所述中控台用于控制各个零件运行,所述传动轴一的外部设置有夹持组件,所述传动轴一的外部设置有装配组件,所述夹持组件用于对待装配的传动轴进行夹持,所述装配组件用于对传动轴进行装配;通过中控台控制马达启动,使得套筒能够转动,从而将螺钉拧紧,使得螺钉将固定板固定在传动轴二的一端,一次性完成多根螺钉的钻入、固定作业,加快作业速度,提高装配效率。
技术研发人员:赵国柱
受保护的技术使用者:斯捷尔传动机械(杭州)有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!