用于激光钎焊和激光熔焊的超声预表面处理和后表面处理的制作方法
引言本节中提供的信息是为了总体上呈现本公开的背景的目的。当前署名的发明人的工作,就其在本节中所描述的程度,以及在提交时可不被另视为现有技术的该描述的各方面,既不明确地也不隐含地被认作针对本公开的现有技术。本公开涉及激光钎焊系统和激光熔焊系统。
背景技术:
1、激光钎焊是用于联结两个金属零件的工艺。填充焊丝被进给到两个金属零件之间的间隙中。提供激光束以在不熔化两个金属零件的情况下熔化填充焊丝并联结两个金属零件以提供接头。填充材料放置在两个金属零件的搭接表面之间,且然后被熔化以提供液化的填充材料。液态材料填充两个金属零件之间的密合间隙,且然后凝固以联结两个金属零件。作为示例,两个金属零件中的一者或两者可由钢形成。
2、激光熔焊是用于联结两个金属零件的另一种工艺。提供激光束来熔化两个金属零件的相邻部分且因此联结两个金属零件的材料。这些材料的混合及其凝固联结了两个金属零件。在加热和熔化阶段期间也可将填充焊丝进给到两个金属零件之间的间隙中,以进一步加强由此产生的焊缝。激光束除了熔化两个金属零件的相邻部分之外还熔化填充焊丝。作为示例,两个金属零件可由铝形成。
技术实现思路
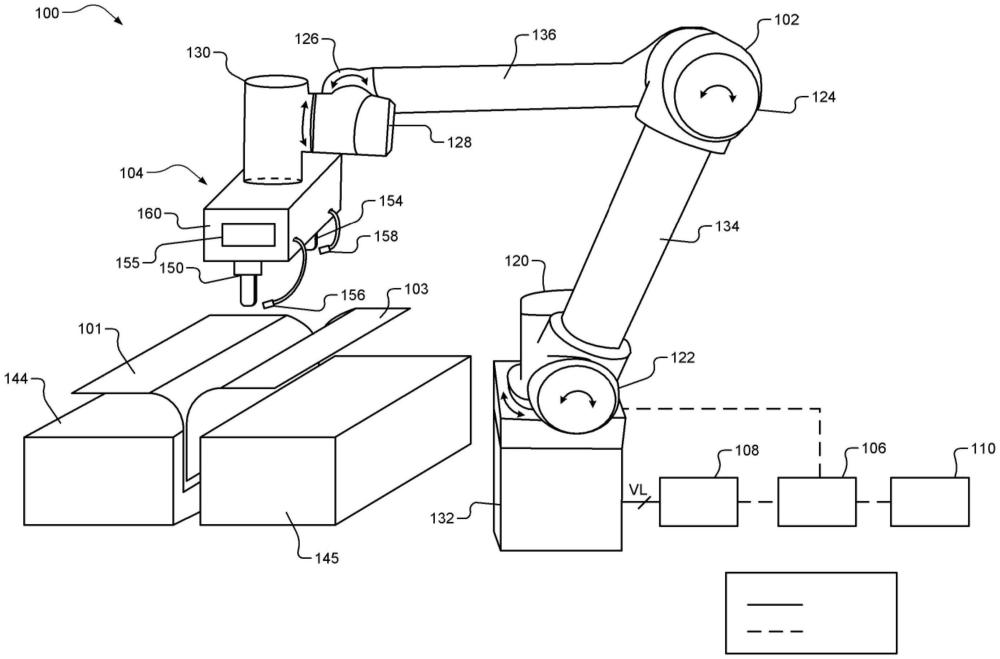
1、公开了一种激光钎焊和熔焊系统并且其包括:激光器;第一切割工具,其包括第一切割尖端;以及控制模块。控制模块被构造成:控制激光器以对两个零件进行激光钎焊或激光熔焊;以及控制第一切割尖端的超声振动以在对两个零件进行激光钎焊或激光熔焊之前或之后从两个零件中的至少一者去除一个或多个层。
2、在其他特征中,第一切割工具进一步包括被构造成移动第一切割尖端的多个换能器。控制模块被构造成控制向换能器的电力供应以控制第一切割尖端的超声振动。
3、在其他特征中,换能器是压电换能器。
4、在其他特征中,两个零件包括第一零件和第二零件。第一切割尖端是被构造成同时切割两个零件的双切割尖端。控制模块被构造成控制第一切割尖端的超声振动以在对两个零件进行激光钎焊或激光熔焊之前或之后同时从第一零件去除第一层和从第二零件去除第二层,所述一个或多个层包括该第一层和该第二层。
5、在其他特征中,激光钎焊和熔焊系统进一步包括至少一个机器人。控制模块被构造成控制所述至少一个机器人以在对两个零件进行激光钎焊或激光熔焊之前和期间在从两个零件中的所述至少一者去除所述一个或多个层期间控制第一切割工具和激光器相对于两个零件的位置。
6、在其他特征中,激光钎焊和熔焊系统进一步包括第二切割工具,该第二切割工具包括第二切割尖端。控制模块被构造成:i)控制第一切割尖端的超声振动以在对两个零件进行激光钎焊或激光熔焊之前从两个零件中的至少一者去除一个或多个层;以及ii)控制第二切割尖端的超声振动以在对两个零件进行激光钎焊或激光熔焊之后从两个零件中的所述至少一者去除第二一个或多个层。
7、在其他特征中,第一切割工具进一步包括被构造成移动第一切割尖端的第一换能器。第二切割工具进一步包括被构造成移动第二切割尖端的第二换能器。控制模块被构造成控制i)向第一换能器的电力供应以控制第一切割尖端的超声振动,以及ii)向第二换能器的电力供应以控制第二切割尖端的超声振动。
8、在其他特征中,第一换能器和第二换能器是压电换能器。
9、在其他特征中,第一切割尖端是被构造成同时切割两个零件的双切割尖端,两个零件包括第一零件和第二零件。第二切割尖端是被构造成同时切割两个零件的双切割尖端。控制模块被构造成:i)控制第一切割尖端的超声振动以在对两个零件进行激光钎焊或激光熔焊之前从第一零件去除第一层并且从第二零件去除第二层,所述一个或多个层包括该第一层和该第二层,以及ii)控制第二切割尖端的超声振动以在对两个零件进行激光钎焊或激光熔焊之后从两个零件中的每一者去除另一层。
10、在其他特征中,激光钎焊和熔焊系统进一步包括:喷嘴;以及泵,其连接到喷嘴。控制模块被构造成控制泵以吸取或吹送在从两个零件中的所述至少一者去除所述一个或多个层期间形成的颗粒。
11、在其他特征中,公开了一种激光钎焊和熔焊方法并且其包括:将机动车辆的待联结的两个零件相对于彼此以及相对于激光钎焊和熔焊组件布置,该激光钎焊和熔焊组件包括激光器和第一切割工具,该第一切割工具包括第一切割尖端;控制激光器以对两个零件进行激光钎焊或激光熔焊;以及控制第一切割尖端的超声振动以在对两个零件进行激光钎焊或激光熔焊之前或之后从两个零件中的至少一者去除一个或多个层。
12、在其他特征中,激光钎焊和熔焊方法进一步包括:控制向第一切割工具的多个换能器的电力供应以控制第一切割尖端的超声振动。
13、在其他特征中,换能器是压电换能器。
14、在其他特征中,激光钎焊和熔焊方法进一步包括:控制第一切割尖端的超声振动以在对两个零件进行激光钎焊或激光熔焊之前或之后同时从第一零件去除第一层和从第二零件去除第二层,所述一个或多个层包括该第一层和该第二层,两个零件包括该第一零件和该第二零件,并且第一切割尖端是被构造成同时切割两个零件的双切割尖端。
15、在其他特征中,激光钎焊和熔焊方法进一步包括:在对两个零件进行激光钎焊或激光熔焊之前和期间在从两个零件中的所述至少一者去除所述一个或多个层期间,控制第一切割工具和激光器相对于两个零件的位置。
16、在其他特征中,激光钎焊和熔焊方法进一步包括:控制第一切割尖端的超声振动以在对两个零件进行激光钎焊或激光熔焊之前从两个零件中的所述至少一者去除所述一个或多个层;以及控制第二切割尖端的超声振动以在对两个零件进行激光钎焊或激光熔焊之后从两个零件中的所述至少一者去除第二一个或多个层,激光钎焊和熔焊组件包括第二切割工具,该第二切割工具包括第二切割尖端。
17、在其他特征中,激光钎焊和熔焊方法进一步包括控制:i)向第一换能器的电力供应以控制第一切割尖端的超声振动,以及ii)向第二换能器的电力供应以控制第二切割尖端的超声振动,第一切割工具包括第一换能器,并且第二切割工具包括换能器中的第二换能器。
18、在其他特征中,第一换能器和第二换能器是压电换能器。
19、在其他特征中,激光钎焊和熔焊方法进一步包括:控制第一切割尖端的超声振动以在对两个零件进行激光钎焊或激光熔焊之前从第一零件去除第一层以及从第二零件去除第二层,所述一个或多个层包括该第一层和该第二层,第一切割尖端是被构造成同时切割两个零件的双切割尖端,并且两个零件包括该第一零件和该第二零件;以及控制第二切割尖端的超声振动以在对两个零件进行激光钎焊或激光熔焊之后从两个零件中的每一者去除另一层,第二切割尖端是被构造成同时切割两个零件的双切割尖端。
20、在其他特征中,激光钎焊和熔焊方法进一步包括:控制泵以吸取或吹送在从两个零件中的所述至少一者去除所述一个或多个层期间形成的颗粒。
21、本发明还包括下述方案:
22、方案1.一种激光钎焊和熔焊系统,其包括:
23、激光器;
24、第一切割工具,其包括第一切割尖端;以及
25、控制模块,其被构造成:
26、控制所述激光器以对两个零件进行激光钎焊或激光熔焊,以及
27、控制所述第一切割尖端的超声振动以在对所述两个零件进行所述激光钎焊或激光熔焊之前或之后从所述两个零件中的至少一者去除一个或多个层。
28、方案2.根据方案1所述的激光钎焊和熔焊系统,其中,所述第一切割工具进一步包括被构造成移动所述第一切割尖端的多个换能器,
29、其中,所述控制模块被构造成控制向所述多个换能器的电力供应以控制所述第一切割尖端的所述超声振动。
30、方案3.根据方案2所述的激光钎焊和熔焊系统,其中,所述多个换能器是压电换能器。
31、方案4.根据方案1所述的激光钎焊和熔焊系统,其中:
32、所述两个零件包括第一零件和第二零件;
33、所述第一切割尖端是被构造成同时切割所述两个零件的双切割尖端;并且
34、所述控制模块被构造成控制所述第一切割尖端的所述超声振动以在对所述两个零件进行所述激光钎焊或激光熔焊之前或之后同时从所述第一零件去除第一层和从所述第二零件去除第二层,所述一个或多个层包括所述第一层和所述第二层。
35、方案5.根据方案1所述的激光钎焊和熔焊系统,其进一步包括至少一个机器人,
36、其中,所述控制模块被构造成控制所述至少一个机器人以在对所述两个零件进行所述激光钎焊或激光熔焊之前和期间在从所述两个零件中的所述至少一者去除所述一个或多个层期间控制所述第一切割工具和所述激光器相对于所述两个零件的位置。
37、方案6.根据方案1所述的激光钎焊和熔焊系统,其进一步包括第二切割工具,所述第二切割工具包括第二切割尖端,
38、其中,所述控制模块被构造成:i)控制所述第一切割尖端的所述超声振动以在对所述两个零件进行所述激光钎焊或激光熔焊之前从所述两个零件中的所述至少一者去除所述一个或多个层;以及ii)控制所述第二切割尖端的超声振动以在对所述两个零件进行所述激光钎焊或激光熔焊之后从所述两个零件中的所述至少一者去除第二一个或多个层。
39、方案7.根据方案6所述的激光钎焊和熔焊系统,其中:
40、所述第一切割工具进一步包括被构造成移动所述第一切割尖端的第一多个换能器;并且
41、所述第二切割工具进一步包括被构造成移动所述第二切割尖端的第二多个换能器,
42、其中,所述控制模块被构造成控制i)向所述第一多个换能器的电力供应以控制所述第一切割尖端的所述超声振动,以及ii)向所述第二多个换能器的电力供应以控制所述第二切割尖端的所述超声振动。
43、方案8.根据方案7所述的激光钎焊和熔焊系统,其中,所述第一多个换能器和所述第二多个换能器是压电换能器。
44、方案9.根据方案6所述的激光钎焊和熔焊系统,其中:
45、所述第一切割尖端是被构造成同时切割所述两个零件的双切割尖端,所述两个零件包括第一零件和第二零件;
46、所述第二切割尖端是被构造成同时切割所述两个零件的双切割尖端;并且
47、所述控制模块被构造成:i)控制所述第一切割尖端的所述超声振动以在对所述两个零件进行所述激光钎焊或激光熔焊之前从所述第一零件去除第一层并且从所述第二零件去除第二层,所述一个或多个层包括所述第一层和所述第二层,以及ii)控制所述第二切割尖端的所述超声振动以在对所述两个零件进行所述激光钎焊或激光熔焊之后从所述两个零件中的每一者去除另一层。
48、方案10.根据方案1所述的激光钎焊和熔焊系统,其进一步包括:
49、喷嘴;以及
50、泵,其连接到所述喷嘴,
51、其中,所述控制模块被构造成控制所述泵以吸取或吹送在从所述两个零件中的所述至少一者去除所述一个或多个层期间形成的颗粒。
52、方案11.一种激光钎焊和熔焊方法,其包括:
53、将机动车辆的待联结的两个零件相对于彼此以及相对于激光钎焊和熔焊组件布置,所述激光钎焊和熔焊组件包括激光器和第一切割工具,所述第一切割工具包括第一切割尖端;
54、控制所述激光器以对两个零件进行激光钎焊或激光熔焊;以及
55、控制所述第一切割尖端的超声振动以在对所述两个零件进行所述激光钎焊或激光熔焊之前或之后从所述两个零件中的至少一者去除一个或多个层。
56、方案12.根据方案11所述的激光钎焊和熔焊方法,其进一步包括:控制向所述第一切割工具的多个换能器的电力供应以控制所述第一切割尖端的所述超声振动。
57、方案13.根据方案12所述的激光钎焊和熔焊方法,其中,所述多个换能器是压电换能器。
58、方案14.根据方案11所述的激光钎焊和熔焊方法,其进一步包括:控制所述第一切割尖端的所述超声振动以在对所述两个零件进行所述激光钎焊或激光熔焊之前或之后同时从第一零件去除第一层和从第二零件去除第二层,所述一个或多个层包括所述第一层和所述第二层,所述两个零件包括所述第一零件和所述第二零件,并且所述第一切割尖端是被构造成同时切割所述两个零件的双切割尖端。
59、方案15.根据方案11所述的激光钎焊和熔焊方法,其进一步包括:在对所述两个零件进行所述激光钎焊或激光熔焊之前和期间在从所述两个零件中的所述至少一者去除所述一个或多个层期间,控制所述第一切割工具和所述激光器相对于所述两个零件的位置。
60、方案16.根据方案11所述的激光钎焊和熔焊方法,其进一步包括:
61、控制所述第一切割尖端的所述超声振动以在对所述两个零件进行所述激光钎焊或激光熔焊之前从所述两个零件中的所述至少一者去除所述一个或多个层;以及
62、控制第二切割尖端的超声振动以在对所述两个零件进行所述激光钎焊或激光熔焊之后从所述两个零件中的所述至少一者去除第二一个或多个层,所述激光钎焊和熔焊组件包括第二切割工具,所述第二切割工具包括所述第二切割尖端。
63、方案17.根据方案16所述的激光钎焊和熔焊方法,其进一步包括控制:i)向第一多个换能器的电力供应以控制所述第一切割尖端的所述超声振动,以及ii)向第二多个换能器的电力供应以控制所述第二切割尖端的所述超声振动,所述第一切割工具包括所述第一多个换能器,并且所述第二切割工具包括所述第二多个换能器。
64、方案18.根据方案17所述的激光钎焊和熔焊方法,其中,所述第一多个换能器和所述第二多个换能器是压电换能器。
65、方案19.根据方案16所述的激光钎焊和熔焊方法,其进一步包括:
66、控制所述第一切割尖端的所述超声振动以在对所述两个零件进行所述激光钎焊或激光熔焊之前从第一零件去除第一层以及从第二零件去除第二层,所述一个或多个层包括所述第一层和所述第二层,所述第一切割尖端是被构造成同时切割所述两个零件的双切割尖端,并且所述两个零件包括所述第一零件和所述第二零件;以及
67、控制所述第二切割尖端的所述超声振动以在对所述两个零件进行所述激光钎焊或激光熔焊之后从所述两个零件中的每一者去除另一层,所述第二切割尖端是被构造成同时切割所述两个零件的双切割尖端。
68、方案20.根据方案11所述的激光钎焊和熔焊方法,其进一步包括:控制泵以吸取或吹送在从所述两个零件中的所述至少一者去除所述一个或多个层期间形成的颗粒。
69、根据具体实施方式、权利要求和附图,本公开的另外应用领域将变得显而易见。具体实施方式和具体示例仅旨在用于说明的目的并且不旨在限制本公开的范围。
- 还没有人留言评论。精彩留言会获得点赞!