用于在真空钎焊前将钎料投放到涡轮叶片上的设备和方法与流程
本公开涉及用于在真空钎焊前将钎料投放到涡轮叶片上的设备和方法。
背景技术:
1、真空钎焊是涡轮叶片的常见加工技术。其主要用于通过真空钎焊将焊接部分(例如,冲击板、节流板、蜂窝结构等)固定在叶片上。钎料需要围绕待钎焊的部件放置。在加热过程中,钎料将熔化成液态,然后扩展开,在焊接部和刀片之间通过毛细作用填充钎料,并在高温和真空条件下进行冶金结合。
2、放置钎料是真空钎焊中的重要过程。钎料的常规放置过程是将制备的膏状钎料泵入注射筒(针管)内,然后通过手动推动注射筒内的活塞将钎料放置到待焊接区域。可见,在现有技术中,是将钎料装入注射装置的注射筒中,操作者通过手动推压注射装置的活塞器来投放钎料,同时还要控制钎料的投放位置。在此过程中,手持注射筒时对活塞的推力、推动速度和稳定性会影响钎料的用量和均匀性,受到人的极大影响。因此,在钎料的投放过程中,难以准确控制钎料的投放过程,会出现钎料投放过多或过少、投放不均匀、注射装置控制不稳定等问题。
3、因此,手动使用注射筒的工艺虽然能满足生产的基本要求,但是生产效率低,合格率低,工艺稳定性差。
技术实现思路
1、本公开所要解决的技术问题是,提供一种用于在真空钎焊前将钎料投放到涡轮叶片上的设备和方法,能够提高生产效率、合格率和工艺稳定性。
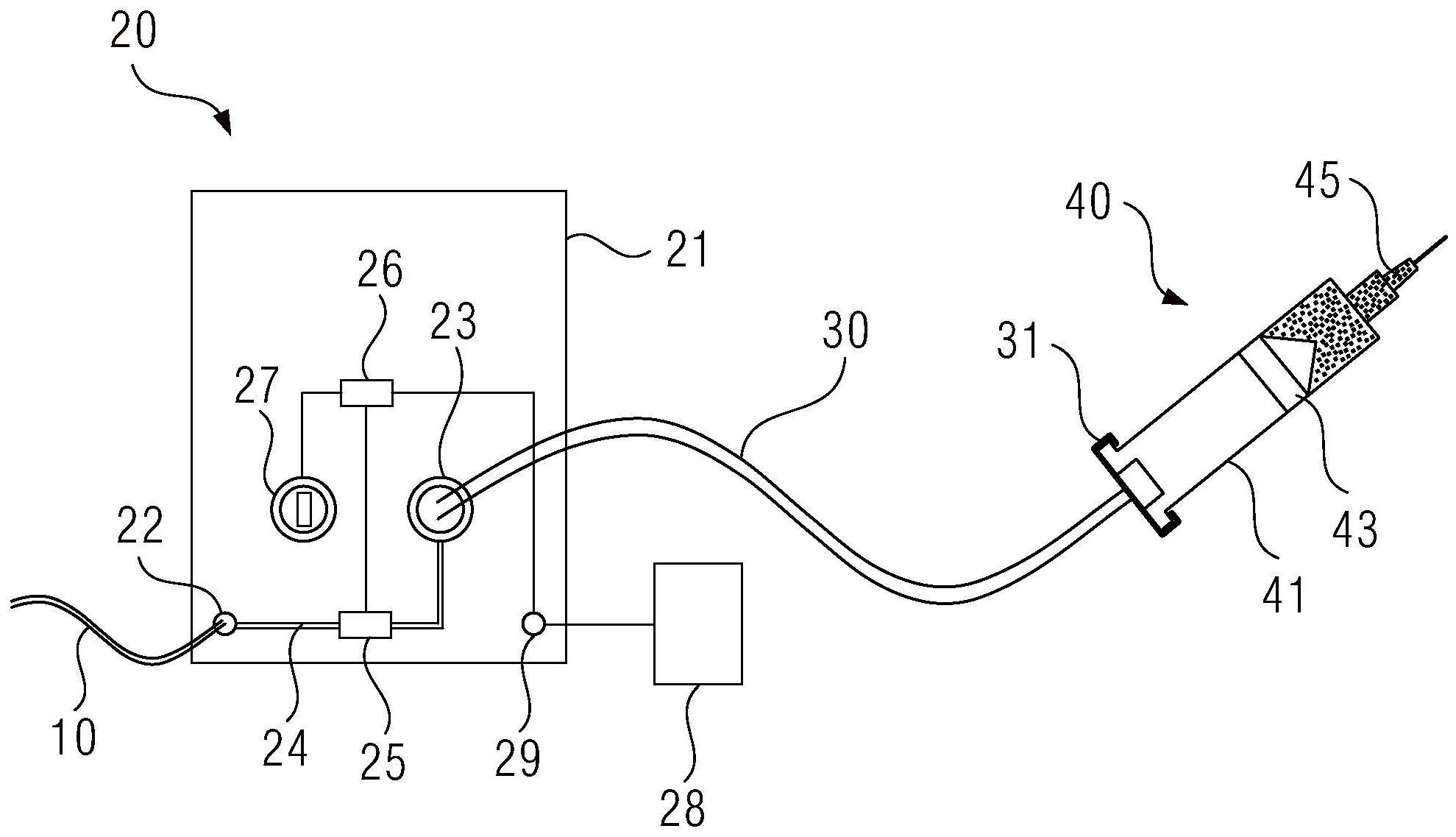
2、为解决上述技术问题,根据本公开的第一个方面,提供了一种用于在真空钎焊前将钎料投放到涡轮叶片上的设备,其特征在于,包括:进气管,具有第一端和第二端,所述进气管的第一端用于连接至压缩气体源;出气管,具有第一端和第二端;气体供应控制装置,连接在所述进气管的第二端和所述出气管的第一端之间,朝向所述出气管提供受控的压缩气体;以及钎料注射装置,连接到所述出气管的第二端,包括注射筒和设置在所述注射筒中的活塞,通过所述受控的压缩气体推动所述活塞以将容纳在所述注射筒中的钎料受控地投放到涡轮叶片上。
3、本公开中,通过气体供应控制装置来向出气管提供受控的压缩气体,利用该受控的压缩气体即可稳定地推动钎料注射装置的活塞,因而操作者通过操作钎料注射装置投放钎料时,无需另外用手控制对活塞的推压力,只需控制钎料注射装置的投放位置即可,这使得操作者可以方便稳定地控制钎料注射装置的投放过程,有利于钎料稳定均匀地投放到叶片上,确保叶片真空钎焊质量,因此能够提高生产效率、合格率和工艺稳定性。
4、进一步地,根据本公开的一个实施例,气体供应控制装置包括:壳体;进气口,设置在所述壳体上,与所述进气管连接;出气口,设置在所述壳体上,与所述出气管连接;内部气体控制管路,设置在所述壳体内并连接在所述进气口和所述出气口之间;控制阀,设置在所述内部气体控制管路上;以及控制器,与所述控制阀连接,配置为接收控制信号以控制所述控制阀的操作。
5、本公开中,通过控制器接收控制信号,可以方便地对控制阀的操作进行控制,从而确保向钎料注射装置提供稳定的受控的压缩气体。另外,通过将气体供应装置的各主要结构设置壳体内,便于整个装置的组装使用。
6、进一步地,根据本公开的一个实施例,所述气体供应控制装置还包括启动开关,提供启动控制信号;所述控制器配置为在接收到启动控制信号后,控制所述控制阀执行如下操作模式中的一种:(a)基于接收到的启动控制信号,控制所述控制阀在设定的开启操作时间内持续处于开启状态;(b)基于接收到持续的启动控制信号,控制所述控制阀在所述启动控制信号的持续时间内持续处于开启状态;以及(c)基于接收到启动控制信号,当所述控制阀处于开启状态时,控制所述控制阀从开启状态切换为关闭状态,或者当所述控制阀处于关闭状态时,控制所述控制阀从关闭状态切换为开启状态。
7、本公开中,控制器配置为可以根据需要来控制控制阀执行多种不同的操作模式之一,从而更好地满足操作者的操作需求,提高了操作便利性和工作效率。
8、进一步地,根据本公开的一个实施例,所述气体供应控制装置还包括时间控制旋钮,所述时间控制旋钮连接到所述控制器,用于设定所述控制阀的开启操作时间;所述控制器配置为在接收到启动控制信号后,基于所述时间控制旋钮设定的开启操作时间,控制所述控制阀26在所述开启操作时间内处于开启状态。
9、本公开中,通过设置时间控制旋钮来设定开启操作时间,可以与开启操作时间相对应的钎料的量准确地投放在预定位置,便于控制钎料的投放量,能够更好地避免出现钎料投放过多或过少的情形,因此,钎料的用量均匀,工艺稳定性好。
10、进一步地,根据本公开的一个实施例,所述气体供应控制装置还包括脚踏板,所述脚踏板连接至所述启动开关,以控制所述启动开关提供启动控制信号。
11、本公开中,通过脚踏板对启动开关的操作来提供启动控制信号,可以将双手解放出来并用于对钎料注射装置和/或焊接部件的操作,从而操作者的手只需要在待焊接的工件区域移动,大提高了生产效率,从而更好地执行钎料的投放。
12、进一步地,根据本公开的一个实施例,所述控制器配置为接收控制信号以控制所述控制阀的操作包括接收控制信号以控制所述控制阀的开启和关闭,还包括接收控制信号以控制所述控制阀的开度,通过控制所述控制阀的开度来控制供应至所述出气管的压缩气体压力。
13、本公开中,钎料的剂量通过压缩气体的压力和/或通风时间来控制。确定工艺参数后,钎料的用量均匀,工艺稳定性好。
14、进一步地,根据本公开的一个实施例,所述钎料注射装置的注射筒包括注射筒本体,所述注射筒本体的第一端设置有注射筒法兰,所述注射筒法兰的外周缘上设置一个或多个卡槽;所述出气管的第二端设置有出气管接头,所述出气管接头包括接头法兰,所述接头法兰的外周缘设置有与所述一个或多个多个卡槽对应设置的一个或多个卡爪,所述卡爪的末端沿径向向内延伸,以通过使所述接头法兰与所述注射筒法兰相对旋转而使二者卡接。
15、本公开中,通过出气管接头的接头法兰和注射筒的注射筒法兰的配合和连接关系,可以方便地将出气管连接到注射筒。
16、进一步地,根据本公开的一个实施例,所述出气管接头还包括插塞部,所述插塞部上设置有密封圈,所述插塞部从所述接头法兰沿轴向延伸以用于与所述注射筒本体的内表面密封配合。
17、本公开中,通过插塞部与注射筒本体的内表面的密封配合,可以确保压缩气体向以稳定的压力推动活塞,确保稳定可靠地投放钎料。
18、根据本公开的另一方面,提供了一种用于在真空钎焊前将钎料投放到涡轮叶片上的方法,其特征在于,包括:将糊状物的钎料装入钎料注射装置;将进气管、气体供应控制装置、出气管和钎料注射装置依次连接,其中,所述进气管与压缩气体源连接,所述气体供应装置朝向所述出气管提供受控的压缩气体以通过所述受控的压力推动所述钎料注射装置的活塞;调节所述气体供应装置上的时间控制旋钮;启动所述气体供应装置的启动开关,同时手持所述钎料注射装置将钎料投放在叶片上。
19、本公开中,通过气体供应控制装置来向出气管提供受控的压缩气体,利用该受控的压缩气体即可稳定地推动钎料注射装置中的活塞,因而操作者通过操作钎料注射装置投放钎料时,无需另外用手控制对活塞的推压力,只需控制钎料注射装置的投放位置即可,这使得操作者可以方便稳定地控制钎料注射装置的投放过程,有利于钎料稳定均匀地投放到叶片上,确保叶片真空钎焊质量。
20、进一步地,根据本公开的一个实施例,使用前述任一项所述的设备执行所述方法。
- 还没有人留言评论。精彩留言会获得点赞!