一种开口销保险快速成型工具及成型方法与流程
本发明属于开口销成型的,涉及一种开口销保险快速成型工具及成型方法。
背景技术:
1、汽车、飞机、高铁、发电站等具有振动工况的产品上,存在着大量的防松螺栓螺母紧固件,其中一种重要的螺母防松手段就是使用开口销和开槽螺母并在螺栓末端预制开口销安装孔的保险方式。
2、目前的开口销安装方式主要有两类,其一是纯手工安装,将开口销在机下进行剪切,把多余的长度剪除,再将开口销手动插入销孔内,用钳子与一字改刀将开口销尾端撬进开槽螺母槽内;其二是借助工装安装,先将开口销提前裁好长度,然后使用压平模具将开口销推入销孔,同时在出口处用薄片将销子开口,继续压平,并更换折弯模将开口销端部以一定角度压入开槽螺母槽内。现有技术存在以下问题:
3、(1)开口销剪切长度无法保证,依据人工经验判断裁剪,易造成开口销因长度剪切不合适的浪费;
4、(2)整个安装过程需要用到多种辅助工具,效率较低,在重要工作部位容易产生工具遗漏,形成多余物的风险;
5、(3)传统开口销安装过程中需要敲击、撬开等动作,对操作者有安全隐患,开口销变形受力不均匀,易折断,且对工作部位的产品也有质量损伤风险。
技术实现思路
1、本发明的目的在于提供一种开口销保险快速成型工具及成型方法,能够对开口销进行定长一次性折弯快速成型,有效提高开口销的成型效率。
2、本发明通过下述技术方案实现:
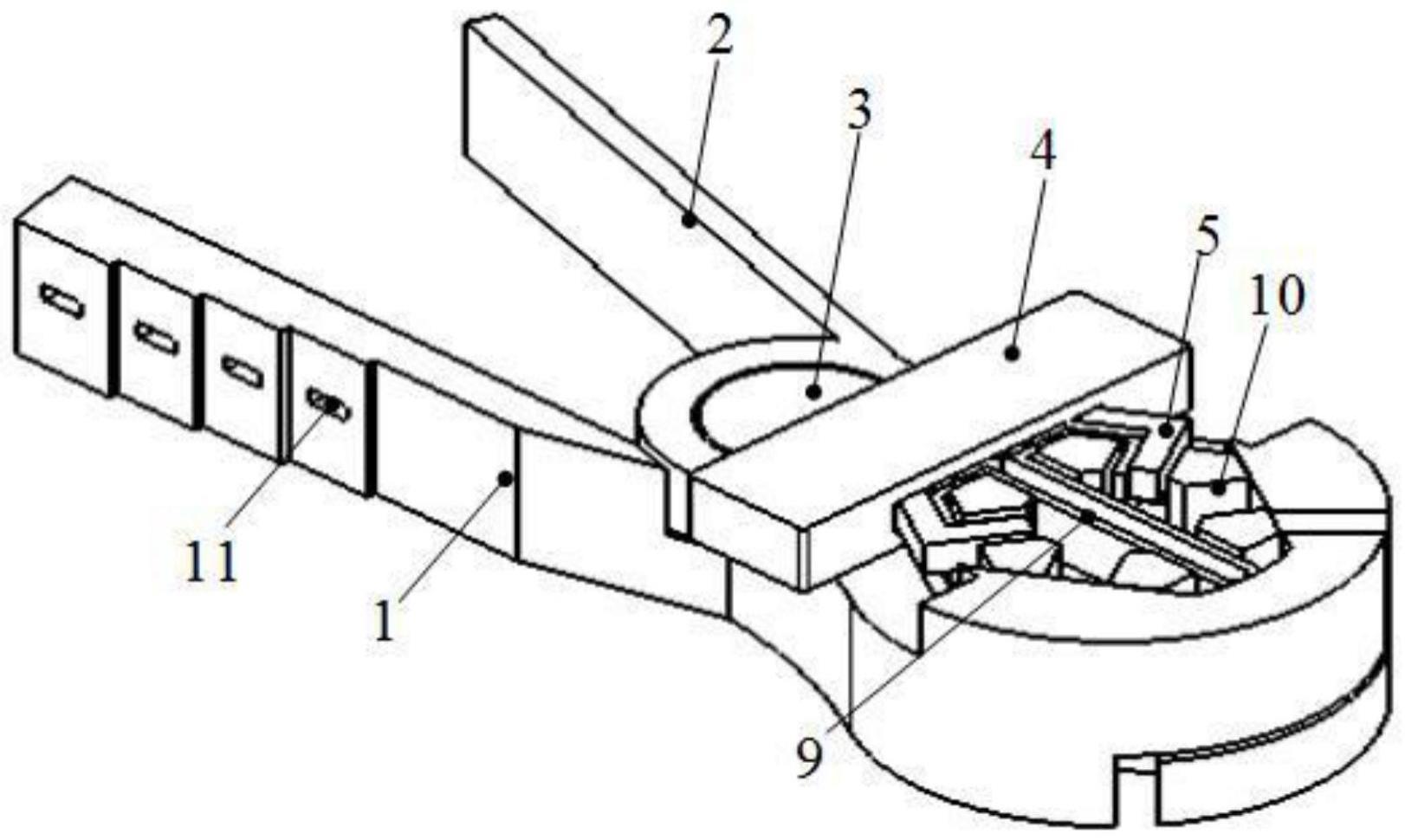
3、一种开口销保险快速成型工具,包括相互转动铰接的右钳体和左钳体,所述右钳体的钳口与左钳体的钳口之间设置有带有成型槽的开槽螺母,所述开槽螺母的左右两侧分别设置有伴随右钳体和左钳体的闭合朝向成型槽内部挤压开口销的折弯装置,左右两侧的折弯装置之间设置有伴随右钳体和左钳体的闭合朝向开口销的开口挤压的剥销装置。
4、为了更好地实现本发明,进一步的,还包括联动壳体,所述联动壳体的内部中间位置设置有剥销装置,所述联动壳体的内部的左右两侧设置有折弯装置;所述联动壳体的底部的左右两侧分别设置有弧形槽,所述右钳体的顶部和左钳体的顶部分别设置有与弧形槽滑动配合的拨杆。
5、为了更好地实现本发明,进一步的,所述剥销装置包括剥销块、剥销弹簧,所述剥销块对应开口销的开口设置在右钳体的钳口与左钳体的钳口之间,所述剥销块远离开口销的开口的一端设置有剥销弹簧,所述剥销块靠近开口销的开口的一端设置有锥面。
6、为了更好地实现本发明,进一步的,所述折弯装置包括折弯爪、折弯弹簧,所述联动壳体的内部的左右两侧平行于成型槽的方向设置有折弯弹簧,所述折弯爪的一端与折弯弹簧连接,所述折弯爪的另一端对应成型槽设置有折弯臂。
7、为了更好地实现本发明,进一步的,所述折弯臂靠近开口销的一侧设置有折弯限位面。
8、为了更好地实现本发明,进一步的,所述右钳体的钳臂或所述左钳体的钳臂上设置有开口销长度比量孔。
9、为了更好地实现本发明,进一步的,所述右钳体的钳口的内壁与所述左钳体的钳口的内壁上均设置有与开槽螺母的外轮廓配合的定位面。
10、一种开口销保险快速成型方法,基于开口销保险快速成型工具实现,包括以下步骤:
11、步骤1、将开口销安装在开槽螺母的安装槽中,然后将开槽螺母放置在右钳体的钳口与左钳体的钳口之间,并通过钳口内壁上的定位面对开槽螺母进行定位,使得开口销的开口正对剥销装置;
12、步骤2、压紧右钳体与左钳体,使得拨杆与弧形槽相对滑动进而挤压联动壳体朝向靠近开口螺母的方向移动,直到开口销的开口与剥销装置接触;
13、步骤3、调整开口销的位置,继续压紧右钳体与左钳体,使得剥销装置进入开口销的开口并将开口销的开口朝向左右两侧挤压分离;
14、步骤4、继续压紧右钳体与左钳体,使得左右两侧的折弯装置将开口销分离的开口端挤压至成型槽的内部实现开口销成型。
15、为了更好地实现本发明,进一步的,将开口销安装至开口螺母的安装槽中之前,通过开口销长度比量孔测量开口销的长度以满足后续在成型槽中的折弯长度,并将开口销多余的长度剪除。
16、本发明与现有技术相比,具有以下优点及有益效果:
17、本发明通过在左钳体与右钳体之间对应开口销的开口位置设置剥销装置,并在剥销装置的左右两侧对应开槽螺母上的成型槽设置折弯装置,通过闭合左钳体与右钳体,进而带动剥销装置顶推挤压开口销的开口朝向左右两侧分开,然后通过折弯装置对开口销分开后的开口端进行挤压,以将开口销的开口端挤压至开槽螺母的成型槽的内部,以实现对开口销的一次挤压折弯成型,避免了传统的开口销成型过程中对开口销进行锤击、撬动、敲击等成型工序,进而避免了损伤开口销。
技术特征:
1.一种开口销保险快速成型工具,包括相互转动铰接的右钳体(1)和左钳体(2),其特征在于,所述右钳体(1)的钳口与左钳体(2)的钳口之间设置有带有成型槽的开槽螺母(10),所述开槽螺母(10)的左右两侧分别设置有伴随右钳体(1)和左钳体(2)的闭合朝向成型槽内部挤压开口销的折弯装置,左右两侧的折弯装置之间设置有伴随右钳体(1)和左钳体(2)的闭合朝向开口销的开口挤压的剥销装置。
2.根据权利要求1所述的一种开口销保险快速成型工具,其特征在于,还包括联动壳体(4),所述联动壳体(4)的内部中间位置设置有剥销装置,所述联动壳体(4)的内部的左右两侧设置有折弯装置;所述联动壳体(4)的底部的左右两侧分别设置有弧形槽(13),所述右钳体(1)的顶部和左钳体(2)的顶部分别设置有与弧形槽(13)滑动配合的拨杆(12)。
3.根据权利要求2所述的一种开口销保险快速成型工具,其特征在于,所述剥销装置包括剥销块(7)、剥销弹簧(8),所述剥销块(7)对应开口销的开口设置在右钳体(1)的钳口与左钳体(2)的钳口之间,所述剥销块(7)远离开口销的开口的一端设置有剥销弹簧(8),所述剥销块(7)靠近开口销的开口的一端设置有锥面。
4.根据权利要求2所述的一种开口销保险快速成型工具,其特征在于,所述折弯装置包括折弯爪(5)、折弯弹簧(6),所述联动壳体(4)的内部的左右两侧平行于成型槽的方向设置有折弯弹簧(6),所述折弯爪(5)的一端与折弯弹簧(6)连接,所述折弯爪(5)的另一端对应成型槽设置有折弯臂。
5.根据权利要求4所述的一种开口销保险快速成型工具,其特征在于,所述折弯臂靠近开口销的一侧设置有折弯限位面。
6.根据权利要求1-5任一项所述的一种开口销保险快速成型工具,其特征在于,所述右钳体(1)的钳臂或所述左钳体(2)的钳臂上设置有开口销长度比量孔(11)。
7.根据权利要求1-5任一项所述的一种开口销保险快速成型工具,其特征在于,所述右钳体(1)的钳口的内壁与所述左钳体(2)的钳口的内壁上均设置有与开槽螺母(10)的外轮廓配合的定位面。
8.一种开口销保险快速成型方法,基于权利要求1-7任一项所述的开口销保险快速成型工具实现,其特征在于,包括以下步骤:
9.根据权利要求8所述的一种开口销保险快速成型方法,其特征在于,将开口销安装至开口螺母(10)的安装槽中之前,通过开口销长度比量孔(11)测量开口销的长度以满足后续在成型槽中的折弯长度,并将开口销多余的长度剪除。
技术总结
本发明公开了一种开口销保险快速成型工具及成型方法,通过在左钳体与右钳体之间对应开口销的开口位置设置剥销装置,并在剥销装置的左右两侧对应开槽螺母上的成型槽设置折弯装置,通过闭合左钳体与右钳体,进而带动剥销装置顶推挤压开口销的开口朝向左右两侧分开,然后通过折弯装置对开口销分开后的开口端进行挤压,以将开口销的开口端挤压至开槽螺母的成型槽的内部,以实现对开口销的一次挤压折弯成型,避免了传统的开口销成型过程中对开口销进行锤击、撬动、敲击等成型工序,进而避免了损伤开口销。
技术研发人员:刘侨,许亚鹏,黄辰东,孟乐乐,丁冬冬,董凯,易成,朱鸽
受保护的技术使用者:成都飞机工业(集团)有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!