一种12吋晶棒金刚线切割断线处理方法及切断装置与流程
本发明涉及12吋晶棒金刚线切割,具体的说是一种12吋晶棒金刚线切割断线处理方法及切断装置。
背景技术:
1、半导体晶圆是芯片制造的衬底材料,尤其是12吋半导体晶圆时高端芯片的主要材料,其制造过程:将多晶硅融化后通过单晶炉拉制成高品质单晶硅棒;将单晶硅棒经过截断、滚磨加工成12吋直径的晶棒;通过线切割将晶棒分割成硅片,硅片经过倒角、研磨、抛光等步骤,提高硅片表面平整度。
2、目前,12吋半导体晶棒常采用砂浆线或者金刚线切割的方式,砂浆线切割12吋晶棒已得到广泛应用,金刚线切割6吋及6吋以下晶棒也已研发成功,但是,金刚线切割12吋晶棒处于研发初期。金刚线切割主要是利用金刚线上的金刚砂粒高速撞击晶棒将其切割成硅片,12吋半导体晶棒金刚线切割相比砂浆线切割,具有以下优势:1)因为砂浆线切割产生的废砂浆处理越来越困难,不符合环保要求,而金刚线切割过程中使用的冷却液是纯水和少量金刚线切割液混合,顺应了环保的大趋势;2)切割成本降低40%以上;3)切割效率高,切割时间缩短30%以上;4)线损小,切片收率提升6%以上。
3、但是,12吋半导体晶棒金刚线切割过程中,由于金刚线的线径较小、切割时线速较大极易发生断线,实际生产过程中,断线后,断线的线头将报警棉线打断时报警锤掉落,然后引发传感器报警,切割机收到报警信号后主辊才停止转动,由于12吋半导体晶棒的直径较大,导致断线到主辊停止转动之间具有时间延迟,即断线后主辊继续转动一段时间后才会停止,导致断线范围扩大且断线缠绕在主辊上;同时,大量断掉的线头会残留在硅片缝隙内。大多数线头残留在硅片缝隙的断线位置,当晶棒复切时,金刚线的线速会迅速达到1800m/min,残留线头会导致金刚线线网再次发生断线,多次断线后导致晶棒报废。
技术实现思路
1、为了解决现有技术中12吋晶棒金刚线切割过程中硅片缝隙内残留线头导致再次断线的问题,本发明提供一种12吋晶棒金刚线切割断线处理方法及切断装置,能够将残留线头从硅片缝隙内带出,避免金刚线复切过程中因残留线头导致的再次断线。
2、为了实现上述目的,本发明采用的具体方案为:一种12吋晶棒金刚线切割断线处理方法,包括以下步骤:
3、s1,切断缠绕在主辊上的断线;
4、s2,将晶棒上升至线网从相邻两个硅片的缝隙中脱落然后对断线进行接线处理,并重新布置线网;
5、s3,晶棒下压直至线网的每一根金刚线进入相对应硅片缝隙中的断线位置;
6、s1中,采用切断装置对缠绕在主辊上的断线进行切断清理;s3中,晶棒下压至金刚线断线位置下方,始终朝向晶棒缝隙内金刚线位置持续喷清洗液,且金刚线以线速为180-220m/min开始运动,晶棒继续下压至金刚线位于断线位置时停止,晶棒继续下压过程中,金刚线的旋转运动能够带动清洗液以漩涡形态进入缝隙内,并将残留在缝隙内的金刚线线头带出。
7、作为上述一种12吋晶棒金刚线切割断线处理方法及切断装置的一种优化方案:所述s1中,晶棒上升的速度为14-16mm/min。
8、作为上述一种12吋晶棒金刚线切割断线处理方法及切断装置的另一种优化方案:所述s3中,晶棒下压至金刚线断线位置下方过程中的速度为14-16mm/min。
9、作为上述一种12吋晶棒金刚线切割断线处理方法及切断装置的另一种优化方案:所述s3中,晶棒继续下压至金刚线位于断线位置过程中的速度为10-12mm/min。
10、作为上述一种12吋晶棒金刚线切割断线处理方法及切断装置的另一种优化方案:所述s3中,晶棒下压至金刚线断线位置下方的3-4mm处。
11、作为上述一种12吋晶棒金刚线切割断线处理方法及切断装置的另一种优化方案:所述s3中,清洗液的流量为120-130l/min。
12、作为上述一种12吋晶棒金刚线切割断线处理方法及切断装置的另一种优化方案:所述s3中,晶棒下压至金刚线位于断线位置时停止后,金刚线以线速为180-220m/min运动持续1-2s。
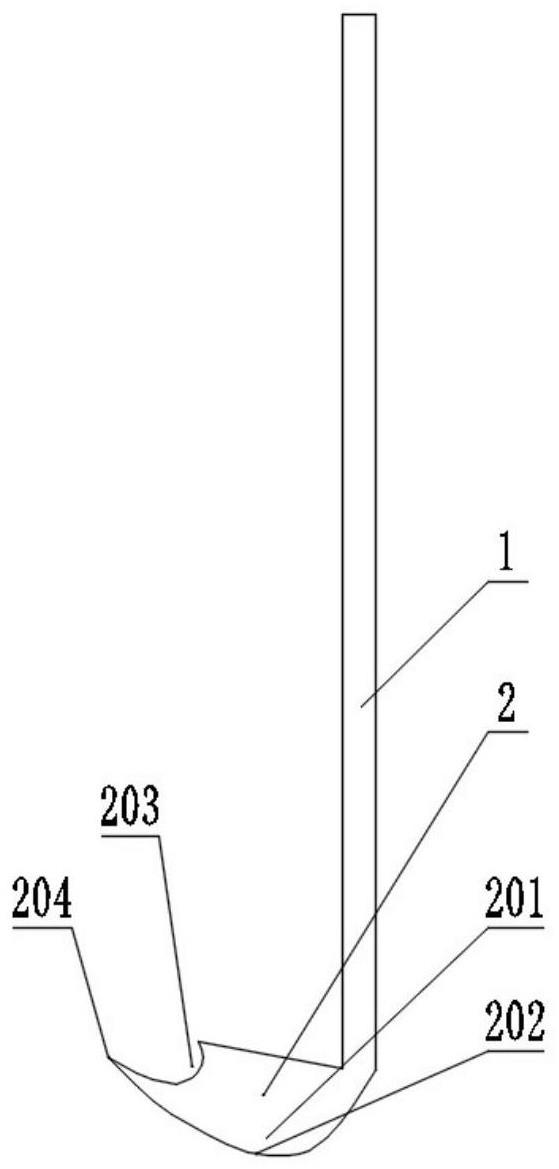
13、一种12吋晶棒金刚线切割断线处理方法中切断断线采用的切断装置,包括刀柄,刀柄的端部设置有用于切割断线的切割单元,切割单元的长度方向与刀柄长度方向形成的锐角为75°,切割单元的下表面设置有凸起,凸起的圆弧面能够与主辊的表面接触形成支点,切割单元的上表面远离刀柄的位置开设有开口倾斜向上的弧形刀刃,弧形刀刃与凸起远离刀柄的边缘的连接处形成尖端部。
14、作为上述一种12吋晶棒金刚线切割断线切断装置的一种优化方案:所述凸起的圆弧面包覆有橡胶层。
15、作为上述一种12吋晶棒金刚线切割断线切断装置的另一种优化方案:所述弧形刀刃的曲率半径等于或者大于金刚线的曲率半径。
16、与现有技术相比,本发明有如下有益效果:
17、本发明提供了一种12吋晶棒金刚线切割断线处理方法及切断装置,对短接进行接线处理并重新布置线网后,晶棒下压至线网为与断线位置下方,此时,朝向缝隙内金刚线位置喷清洗液,且金刚线以线速为180-220m/min的速度开始运动,金刚线运动过程中能够带动清洗液进入缝隙内,且环绕金刚线的表面具有金刚砂粒,在金刚线旋转运动过程中,金刚砂粒对清洗液起到搅拌作用,即金刚线能够带动清洗液以漩涡的形态进入缝隙,对缝隙内的线头具有冲击作用,使残留线头被冲出缝隙;同时金刚线的运动过程中也能够通过与残留线头之间的摩擦作用将残留线头从缝隙内带出,避免了金刚线复切过程中因残留线头导致的再次断线。
技术特征:
1.一种12吋晶棒金刚线切割断线处理方法,包括以下步骤:
2.如权利要求1所述的一种12吋晶棒金刚线切割断线处理方法,其特征在于:所述s1中,晶棒上升的速度为14-16mm/min。
3.如权利要求1所述的一种12吋晶棒金刚线切割断线处理方法,其特征在于:所述s3中,晶棒下压至金刚线断线位置下方过程中的速度为14-16mm/min。
4.如权利要求1所述的一种12吋晶棒金刚线切割断线处理方法,其特征在于:所述s3中,晶棒继续下压至金刚线位于断线位置过程中的速度为10-12mm/min。
5.如权利要求1所述的一种12吋晶棒金刚线切割断线处理方法,其特征在于:所述s3中,晶棒下压至金刚线断线位置下方的3-4mm处。
6.如权利要求1所述的一种12吋晶棒金刚线切割断线处理方法,其特征在于:所述s3中,清洗液的流量为120-130l/min。
7.如权利要求1所述的一种12吋晶棒金刚线切割断线处理方法,其特征在于:所述s3中,晶棒下压至金刚线位于断线位置时停止后,金刚线以线速为180-220m/min运动持续1-2s。
8.如权利要求1所述的一种12吋晶棒金刚线切割断线处理方法中切断断线采用的切断装置,包括刀柄(1),刀柄(1)的端部设置有用于切割断线的切割单元(2),其特征在于:切割单元(2)的长度方向与刀柄(1)长度方向形成的锐角为75°,切割单元(2)的下表面设置有凸起(201),凸起(201)的圆弧面能够与主辊的表面接触形成支点,切割单元(2)的上表面远离刀柄(1)的位置开设有开口倾斜向上的弧形刀刃(203),弧形刀刃(203)与凸起(201)远离刀柄(1)的边缘的连接处形成尖端部(204)。
9.如权利要求1所述的一种12吋晶棒金刚线切割断线切断装置,其特征在于:所述凸起(201)的圆弧面包覆有橡胶层(202)。
10.如权利要求1所述的一种12吋晶棒金刚线切割断线切断装置,其特征在于:所述弧形刀刃(203)的曲率半径等于或者大于金刚线的曲率半径。
技术总结
一种12吋晶棒金刚线切割断线处理方法及切断装置,包括以下步骤:S1,切断缠绕在主辊上的断线;S2,将晶棒上升至线网从相邻两个硅片的缝隙中脱落然后对断线进行接线处理,并重新布置线网;S3,晶棒下压直至线网的每一根金刚线进入相对应硅片缝隙中的断线位置;S1中,采用切断装置对缠绕在主辊上的断线进行切断清理;S3中,晶棒下压至金刚线断线位置下方,始终朝向晶棒缝隙内金刚线位置持续喷清洗液,且金刚线以线速为180‑220m/min开始运动,晶棒继续下压至金刚线位于断线位置时停止,晶棒继续下压过程中,金刚线的旋转运动能够带动清洗液以漩涡形态进入缝隙内,并将残留在缝隙内的金刚线线头带出。本发明,能够将残留线头从硅片缝隙内带出,避免金刚线复切过程中因残留线头导致的再次断线。
技术研发人员:张亮,王晓飞,崔小换,刘元涛,张倩
受保护的技术使用者:麦斯克电子材料股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!