一种机械装置的铆接方法与流程
本发明涉及铆接,具体涉及一种机械装置的铆接方法。
背景技术:
1、铆接技术是工业中常见的一种将两个工件连接固定在一起的方式,铆接技术由于其不易虚焊和稳定性较高的优点,所以常常用于航空、汽车、五金等领域。
2、因此,近年来有关铆接技术的工艺优化研究报告层出不穷,如2020年发表的相关博士论文《轮毂轴承轴端摆辗铆接工艺研究及其结构参数优化》,其技术方案为:轮毂轴承的主要作用是承载和提供转向引导,对汽车的安全性、舒适性和经济性具有重要影响作用;轴端摆辗铆接装配是轮毂轴承制造最为关键的工序之一,但是国内缺乏对该工艺的系统研究,导致国产轮毂轴承的精度和性能一致性等方面与国外同类产品存在较大差距;该工艺以摆辗铆接基本理论研究为切入点,采用理论分析、数值模拟、试验研究三者结合的方式,围绕轮毂轴承摆辗铆接力、变形规律、工艺结构参数优化、误差影响分析等开展深入研究。
3、但是现有的铆接方法中采用的铆接机的电机通过液压系统和球面运动副进行垂直方向的向下施压,结构复杂导致后期维护成本较高,且现有的铆接方法在需要对小型机械装置进行多次铆接时,多数情况需要人工进行铆接位置的固定,不能一次性完成铆接,上一次的铆接导致机械装置发生轻微形变,从而影响到下一次铆接的效果;这些问题困扰着工厂工作人员。
4、鉴于以上情况,为了克服上述技术问题,本发明设计了一种机械装置的铆接方法,解决了上述技术问题。
技术实现思路
1、本发明所要解决的技术问题是:现有铆接方法对于需要多次铆接的机械装置,不能一次性铆接成型,且上一次铆接完成后可能会使得机械装置产生微小形变,从而导致后续的铆接效果较差。所以需要一种新的铆接方法,针对机械装置需要多次铆接的情况进行优化,可以通过设计一种新的铆接机可以实现一次性对机械装置完成多次铆接,且可以利用相关的机构去实现在铆接过程中固定机械装置。
2、为了实现上述目的,本发明提供如下技术方案:
3、本发明提供的一种机械装置的铆接方法,包括:
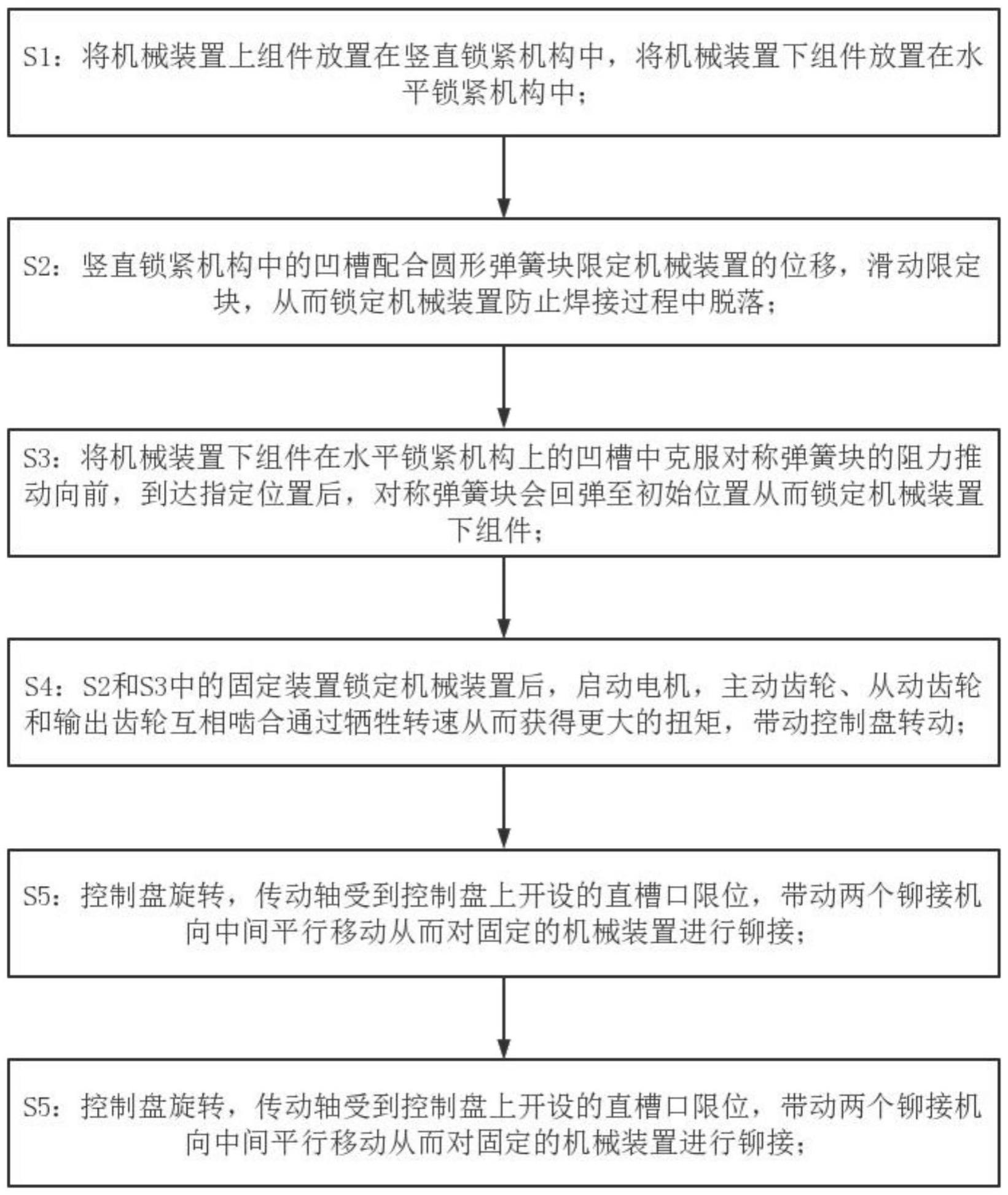
4、s1:将机械装置上组件放置在机械装置铆接机上的竖直锁紧机构中,将机械装置下组件放置在水平锁紧机构中;
5、s2:竖直锁紧机构中的凹槽配合圆形弹簧块限定机械装置的位移,滑动限定块,从而锁定机械装置防止焊接过程中脱落;
6、s3:将机械装置下组件在水平锁紧机构上的凹槽中克服对称弹簧块的阻力推动向前,到达指定位置后,对称弹簧块会回弹至初始位置从而锁定机械装置下组件;
7、s4:s2和s3中的固定装置锁定机械装置后,启动电机,主动齿轮、从动齿轮和输出齿轮互相啮合通过牺牲转速从而获得更大的扭矩,带动控制盘转动;
8、s5:控制盘旋转,传动轴受到控制盘上开设的直槽口限位,带动两个铆接机头向中间平行移动从而对固定的机械装置进行铆接;
9、s6:铆接完成后,将机械装置取下存放。
10、针对这种机械装置的加工工艺,本发明提供一种机械装置铆接机,所述机械装置铆接机包括机身、铆接机头、电机、安装板、传动机构和固定装置,所述机身上固定安装有安装板,所述安装方式设置为焊接和铆接;所述铆接机头滑动安装在所述安装板上,所述安装板上固定安装有固定装置,安装方式设置为激光焊接和真空钎焊;所述机身背面固定安装有传动机构,安装方式设置为螺栓安装或法兰安装;所述电机固定安装在所述传动机构内;安装方式设置为螺栓安装和钎焊;所述安装板用于限定所述铆接机头的运动轨迹,使其只能在所述安装板上平行运动;所述固定装置用于固定机械装置从而方便所述铆接机头进行铆接,对所述机械装置进行锁定铆接,可以使其误差最小化,铆接效果最佳;所述传动机构通过所述电机的带动下,将电机的旋转运动转化为铆接机头的平移运动,并使其获得较大扭矩,带动所述铆接机头对所述固定装置上的所述机械装置进行铆接,所述机械装置两侧同时进行铆接,可以减少铆接次数,提高工作效率;且在固定装置的限位作用下,可以有效保证铆接效果;一次性铆接避免了多次铆接时,上一次铆接会对所述机械装置产生微小的形变,导致后面的铆接工作难以进行,从而可以一次性获得最好的效果。
11、针对安装板的设计,所述安装板开设有梯形凹槽,所述铆接机头设置有与其配合的梯形滑块;梯形凹槽可以起到很好的竖直方向的固定作用,在梯形凹槽的作用下所述铆接机头的重力会分解为向下的剪切应力和垂直向外的挤压力,梯形结构的设计可以使得剪切应力和支撑面呈垂直角度,从而最小的减小剪切应力对所述安装板的破坏,维护安装板的稳定运行,减小后期维修精力,延长其使用寿命;所述梯形凹槽和梯形滑块用于配合起来将所述铆接机头滑动安装在所述安装板上,所述铆接机头上梯形滑块在所述梯形凹槽内水平进行滑动。
12、传动机构是本装置内部的重要组成部分,负责将电机的动力进行减速增扭矩处理,所述传动机构包括传动销、控制盘、主动齿轮、从动齿轮和输出齿轮,所述传动销固定安装在所述铆接机头上,安装方式设置为真空钎焊和铆接,所述控制盘固定安装在所述机身上,安装方式设置为激光焊接和火焰焊接,所述主动齿轮与所述电机相连,连接方式为一体式铸造,所述从动齿轮与所述主动齿轮啮合,所述输出齿轮和所述从动齿轮啮合,所述输出齿轮固定安装在所述控制盘上,安装方式设置为一体式铸造和钎焊;所述传动机构用于将所述电机的动力转化为所述铆接机头的动力,所述电机可以实现高速转动,通过所述传动机构的动力转化,实现所述铆接机头扭矩较大但移动速度较慢的运动。
13、由于在使用过程中需要实现所述两个铆接机头相对匀速运动,所述控制盘开设有两个直槽口,直槽口设置为机械切削加工和高压水刀切割,所述直槽口相对于所述控制盘圆心处对称,圆心处对称设计的直槽口用于放置两个所述传动销,两个所述传动销分别带动一个铆接机头从而实现相对平移运动;直槽口的形状设置为中间为矩形,两端为半圆形,其半圆形的半径和所述传动销截面半径相同,所述矩形宽设置为半圆的直径;所述直槽口用于放置传动销,使其受到所述直槽口的限位作用下,只能做平行方向的位移。
14、为了进一步节省所述齿轮减速装置内部空间,保证齿轮啮合传动的效率,所述从动齿轮设置为同轴心两个齿轮,所述上齿轮和下齿轮设置为一体式铸造成型,所述上齿轮和所述下齿轮的齿数比为1:5,所述主动齿轮和所述从动齿轮下齿轮的传动比为5:1,所述输出齿轮和所述从动齿轮上齿轮的传动比为1:5,所述主动齿轮、从动齿轮和输出齿轮的齿设置为一样的齿,即所述主动齿轮在所述电机的带动下转动,所述从动齿轮下齿轮和所述主动齿轮啮合,即所述从动齿轮转速为电机转速的1/5,所述输出齿轮和所述从动齿轮上齿轮啮合,其传动比为1:5,所述输出齿轮的转速为所述电机转速的1/25,即通过三个齿轮在这种数据标准下的配合转动,从而实现对电机高速旋转运动转化为较慢的转动,但由于力矩较大,所述控制盘也拥有了较大的扭矩,可以满足铆接机头的工作需要;所述控制盘的转速为所述电机的减速比为25,所述电机可设置为转速为3000r/min、扭矩为16nm的二级电机,经过减速后,所述控制盘的转速为120r/min,所述铆接机可以在所述控制盘的带动下完成铆接工作所需要的位移,经过减速所述控制盘还可以得到较大的扭矩为180nm,此扭矩可以完成铆接的工作需求;若设置为更小的减速比,则其提供的扭矩不足以完成铆接,若设置为更大的减速比,则扭矩超过了铆接要求,但转动速度较慢,工作时间较长,效率会有所降低;综上所述,设置减速比为25的齿轮组合可以满足使用要求。
15、由于通过齿轮减速从而获得较大扭矩比较考验齿轮性能,所述主动齿轮、所述从动齿轮和所述输出齿轮都设置为人字形齿,人字形齿工作过程中齿配合的重合度高,在任何时刻都至少有2个齿啮合,人字齿轮轮齿之间的啮合过程,其受力也是由小到大,再由大到小,所以人字形齿轮承载能力高,工作平稳;由于齿轮减速时会产生较大的扭矩,所以设置为人字齿轮可以很好的增加所述传动机构使用过程中的稳定性,若采用普通齿轮,则其结构有可能不能满足使用要求,从而导致齿轮表面破损甚至产生裂纹。
16、在铆接过程中,需要对机械装置的两个部分进行固定,所述固定装置包括竖直锁紧机构和水平锁紧机构,所述竖直锁紧机构和所述水平锁紧机构固定安装在所述安装板上,所述水平锁紧机构一端和所述竖直锁紧机构固定安装,安装方式设置为激光焊接和钎焊;所述固定装置通过设置所述竖直锁紧机构和所述水平锁紧机构对所述机械装置铆接过程中进行位置限定,所述竖直锁紧机构和所述水平锁紧机构分别限制所述机械装置的上组件和下组件,使其固定为需要铆接的位置,所述竖直锁紧机构和所述水平锁紧机构通过设置圆形弹簧块、对称弹簧块和限位块所述机械装置进行水平方向和前后方向上的位移限制;防止在铆接过程中,所述机械装置因受力而产生位置变化,导致铆接失败。
17、其一,所述竖直锁紧机构包括竖直固定板、圆形弹簧块和限位块,所述竖直固定板固定安装在所述安装板上,安装方式设置为钎焊和火焰焊接,所述竖直固定板竖直方向开设有凹槽,所述凹槽用于放置所述机械装置上组件,所述圆形弹簧块设置为圆柱状,圆柱状的所述圆形弹簧块用于配合所述机械装置上组件上开设的圆形通孔,从而对所述机械装置上组件在铆接过程中进行竖直方向的位置限定;所述圆形弹簧块固定安装在所述竖直固定板上,所述圆形弹簧块内部安装有弹簧,机械装置上组件挤压时,圆形弹簧块受力收缩,当到达指定位置时,圆形弹簧块在弹簧的作用下复位;安装方式设置为粘接或焊接,所述竖直固定板水平方向开设有凸字形凹槽,凸字形凹槽配合所述限位块可以实现滑动来控制机械装置上组件的位置固定;所述限位块安装在所述凸字形凹槽内,安装方式设置为水平方向的滑动安装;所述限位块设置为上端为较大的圆柱形,方便工作人员对其进行操作,中下端为细长的圆柱和一个矩形块,所述限位块中下端配合所述竖直固定板开设的凸字形凹槽进行水平方向的滑动,所述限位块中下端的矩形块可以通过滑动覆盖在所述机械装置上组件上方,从而配合所述竖直固定板实现限定所述机械装置上组件前后方向的位移。
18、其二,所述水平锁紧机构包括水平固定板和对称弹簧块,所述水平固定板侧面开设有凹槽,凹槽用于放置所述机械装置下组件,凹槽底部设置有对称弹簧块,设计两个对称弹簧块可以增加其限位效果,所述对称弹簧块内部安装有弹簧,机械装置下组件挤压对称弹簧块时,其内部弹簧受力收缩,当到达指定位置时,对称弹簧块在弹簧的作用下复位;使其受力平均,铆接过程中减小对水平锁紧机构的损伤;所述对称弹簧块用于限制所述机械装置下组件的前后方向位移,采用弧形的结构,可以在接触工作时减小应力作用,从而保护机械装置外表面,弧形用于与所述机械装置下组件配合使用时,所述机械装置下组件推入所述水平锁紧机构时,所述机械装置下组件的前端与所述对称弹簧块接触,所述对称弹簧块一端设置为弧形,弧形可以减小所述机械装置下组件和所述对称弹簧块之间的摩擦力,避免对所述机械结构下组件产生划痕,导致成本外观受损。
19、本发明的有益效果如下:
20、1.本发明通过设置传动机构和固定装置,将现有电机的高速转动通过齿轮的啮合进行减速从而获得较大的扭矩,通过一个电机即可实现带动两个铆接机头相对平行运动,将控制盘的转动转化为两个传动销的相对平移运动,使其可以带动两个铆接机头同时对机械装置进行铆接,从而实现对机械装置同时进行两次铆接;设置固定装置对所需铆接的机械装置进行位置限定,提高了工作效率,缩短了制造周期,从而实现在铆接的方法流程中,减少机械装置的位置固定的步骤,简化方法的同时液可以保证铆接效果。
21、2.本发明通过设置竖直锁紧机构和水平锁紧机构,改变了现有铆接方法中采用人工限定位置的流程,对机械装置上下组件在铆接过程中的位置进行了限定,通过圆形弹簧块和限位块的配合,限制其水平和前后方向的位移,使其在铆接过程中,不会因为受到压力而导致位置变化,提高了合格率,保护了操作人员的安全,提升了方法的可靠性。
- 还没有人留言评论。精彩留言会获得点赞!