一种冷箱面板的铺贴方法与流程
本发明属空分装置,特别是涉及一种冷箱面板的铺贴方法。
背景技术:
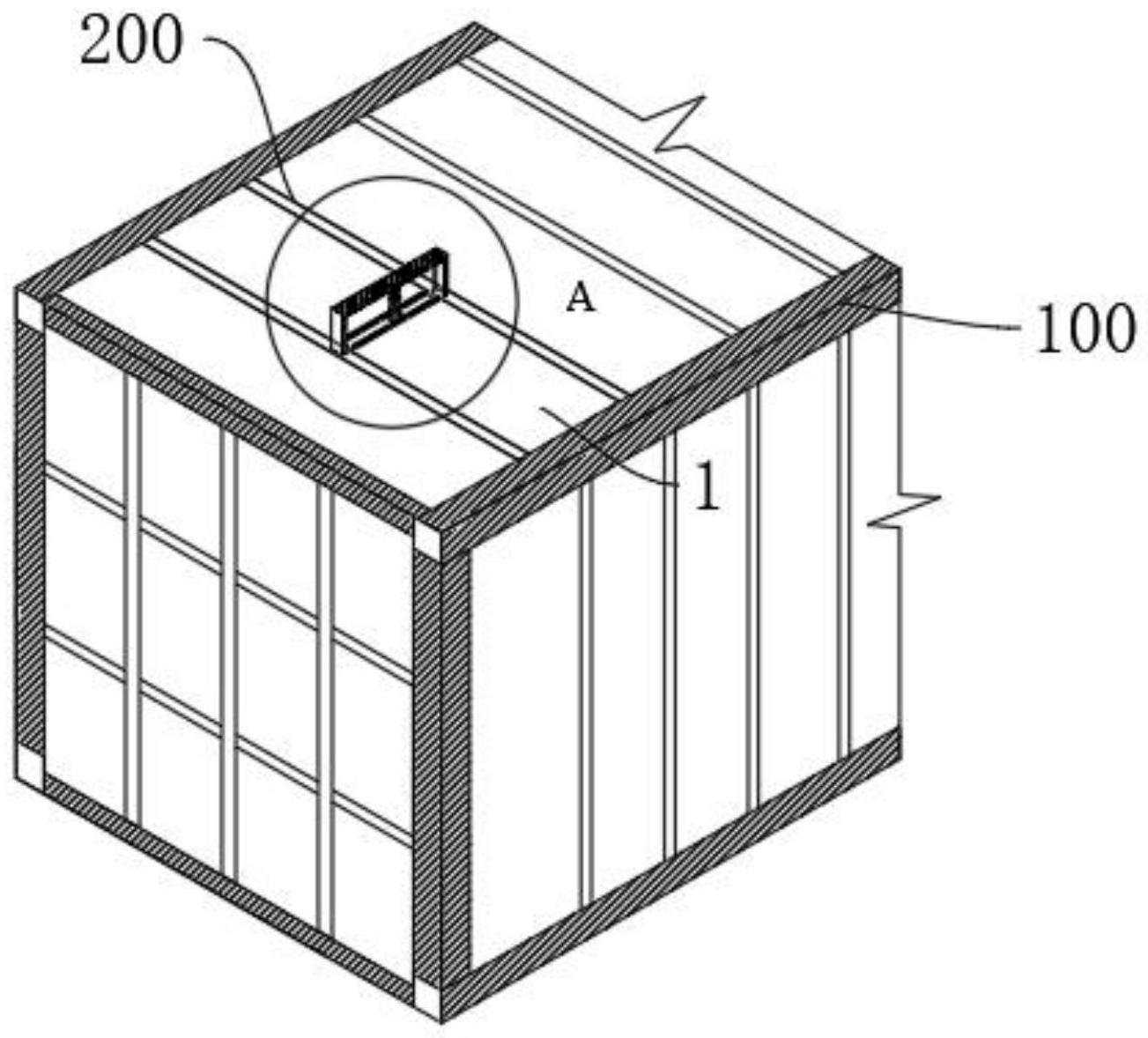
1、冷箱是空分装置的核心设备之一,其包含能绝热保冷的箱体,在箱体内部设置有塔器及与之连接的管道、阀门等。如图1所示,箱体主要由立柱、横梁、斜撑和等部件连接构成的钢结构框架以及覆盖在钢结构框架四周对箱体进行封闭的若干面板组成。
2、冷箱制作中面板的铺贴是一道关键工序,面板铺贴的平整度直接影响着冷箱的整体形象。面板铺贴是将下好料的面板,焊接固定在钢结构框架上,焊接时要注意焊接顺序、人员布置、坡口形式等符合焊接规范要求。由于面板在运输存放过程中本身会发生轻微形变,且在将面板铺贴在钢结构框架上进行焊接时,面板焊接受热过程也会产生形变,从而导致面板变形过大,影响冷箱面板的整体平整度,尤其是厚板及大型工件,矫正难度大,不仅会造成返工,还会增加额外费用。
技术实现思路
1、本发明的主要目的是提出了一种冷箱面板的铺贴方法,可以有效解决背景技术中的问题。
2、为实现以上目的,本发明通过以下技术方案予以实现:
3、一种冷箱面板的铺贴方法,包括以下步骤:
4、s1、面板安装:将下好料的面板吊至钢结构框架上对应的安装位置,搭接在相邻横梁以及两侧的立柱上;
5、s2、上支撑架固定:将上支撑架设置在面板的变形区域,上支撑架固定安装在对应相邻横梁上,所述上部支撑架为门型结构,两端与横梁的未搭接部分固定连接;
6、s3、下支撑板安装:在上支撑架下方的面板位置上放置下支撑板;
7、s4、千斤顶安装:将千斤顶放置在下支撑板与上支撑架之间,通过顶升千斤顶顶紧下支撑板与上支撑架,下支撑板顶紧面板使面板的该变形区域达到平整度允许值;
8、s5、面板预固定:将面板四周与钢结构搭接位置焊缝以断焊的形式焊接,避免后续焊接过程中面板受热再次发生变形;
9、s6、面板焊接:将面板四周与钢结构搭接位置焊缝以满焊的形式焊接;
10、s7、千斤顶移除:
11、s8、下支撑板和上支撑架移除:
12、s9、重复s3-s8对面板其它变形区域进行焊接。
13、优选的,在步骤s1中,面板的搭接长度不少于50mm。
14、优选的,所述上支撑架与下支撑板均由槽钢制成。
15、优选的,在步骤s2中,所述上支撑架的两端与横梁通过点焊进行固定连接。
16、优选的,在步骤s4中,平整度允许值为±3mm。
17、优选的,在步骤s7中,待焊接温度冷却后将千斤顶移出。
18、优选的,在步骤s8中,下支撑板和上支撑架移除前需要将上支撑架两端与横梁的连接点切割开,移除后需要将横梁的焊接位置焊点打磨完成。
19、本发明提供了一种冷箱面板的铺贴方法,具备以下有益效果;
20、通过上支撑架、下支撑板和千斤顶对面板的变形区域进行调整,再通过预固定避免后续焊接过程中面板受热再次发生变形,从而有效的控制了面板在铺贴过程中产生的变形,将面板安装平整度偏差控制在±3mm范围内,保证了冷箱面板的整体平整度。
技术特征:
1.一种冷箱面板的铺贴方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种冷箱面板的铺贴方法,其特征在于:在步骤s1中,面板的搭接长度不少于50mm。
3.根据权利要求1所述的一种冷箱面板的铺贴方法,其特征在于:所述上支撑架与下支撑板均由槽钢制成。
4.根据权利要求1所述的一种冷箱面板的铺贴方法,其特征在于:在步骤s2中,所述上支撑架的两端与横梁通过点焊进行固定连接。
5.根据权利要求1所述的一种冷箱面板的铺贴方法,其特征在于:在步骤s4中,平整度允许值为±3mm。
6.根据权利要求1所述的一种冷箱面板的铺贴方法,其特征在于:在步骤s7中,待焊接温度冷却后将千斤顶移出。
7.根据权利要求3所述的一种冷箱面板的铺贴方法,其特征在于:在步骤s8中,下支撑板和上支撑架移除前需要将上支撑架两端与横梁的连接点切割开,移除后需要将横梁的焊接位置焊点打磨完成。
技术总结
本发明涉及一种冷箱面板的铺贴方法,包括以下步骤:S1、面板安装;S2、上支撑架固定;S3、下支撑板安装;S4、千斤顶安装;S5、面板预固定;S6、面板焊接;S7、千斤顶移除:S8、下支撑板和上支撑架移除:S9、重复S3‑S8对面板其它变形区域进行焊接。本发明通过上支撑架、下支撑板和千斤顶对面板的变形区域进行调整,再通过预固定避免后续焊接过程中面板受热再次发生变形,从而有效的控制了面板在铺贴过程中产生的变形,将面板安装平整度偏差控制在±3mm范围内,保证了冷箱面板的整体平整度。
技术研发人员:李鹏,申朋辉,李彦军,周斐
受保护的技术使用者:上海二十冶建设有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!