一种热轧板材活套起套角度的精确控制方法与流程
本发明属于热轧板材生产线自动控制,具体来说是一种热轧板材活套起套角度的精确控制方法。
背景技术:
1、经过多年的技术研究及现场打磨,现在的活套控制技术已经基本成熟,可以很好的缓冲生产中因各种扰动而产生的机架间秒流量变化,确保现场生产稳定运行,产品质量得以保证。但是在起套初始时刻因速度规程数据的匹配度、轧机咬钢时刻产生的动态速降等,出现在起套初始时刻起高套或难起套的现象,使得带钢头部张力波动大,无法保证头部的轧件尺寸精度,甚至有起大套废钢的情况,且常常需要人工频繁干预。
2、目前热轧活套的起套控制时点取自紧邻本活套的下游机架咬钢信号,起套时首先是以设定角度为目标的位置闭环控制,当活套角度达到接近目标角度的某一定值后转入张力控制和角度控制的双闭环控制。通过计算设定角度与实际角度各自对应的存储套量的差值,去计算调节上游机架速度的调节量并调节上游机架的速度,使活套稳定运行在设定角度。此方法调节速度相对较慢,不能很好的满足现场对产品头部高精度生产的需求以及无人工干预的实际需要。
技术实现思路
1、针对上述问题,本发明考虑到活套起套控制时的传统方式比较滞后,起套初始时刻异常现象比较多,人工干预频繁,且轧件头部的尺寸精度不能很好满足工艺要求的实际情况,提出了一种热轧板材活套起套角度的精确控制方法。本发明根据本块带钢头部实际起套数据与理想起套数据的差值,计算出最适合上游机架的速度干预量并应用于下一块钢,通过采用tdc高速高精度控制器,精准计算出本块带钢在起套过程中上游机架速度的偏差并在下一块钢轧制时进行弥补,实现精确的级联控制,确保活套全程稳定工作在设定的张力及高度范围内,确保轧件头部尺寸精度、实现轧机速度全程无需人工干预的重要目的。
2、本发明热轧板材活套起套角度的精确控制方法,具体步骤如下:
3、步骤1:确定轧钢时活套起套时间。
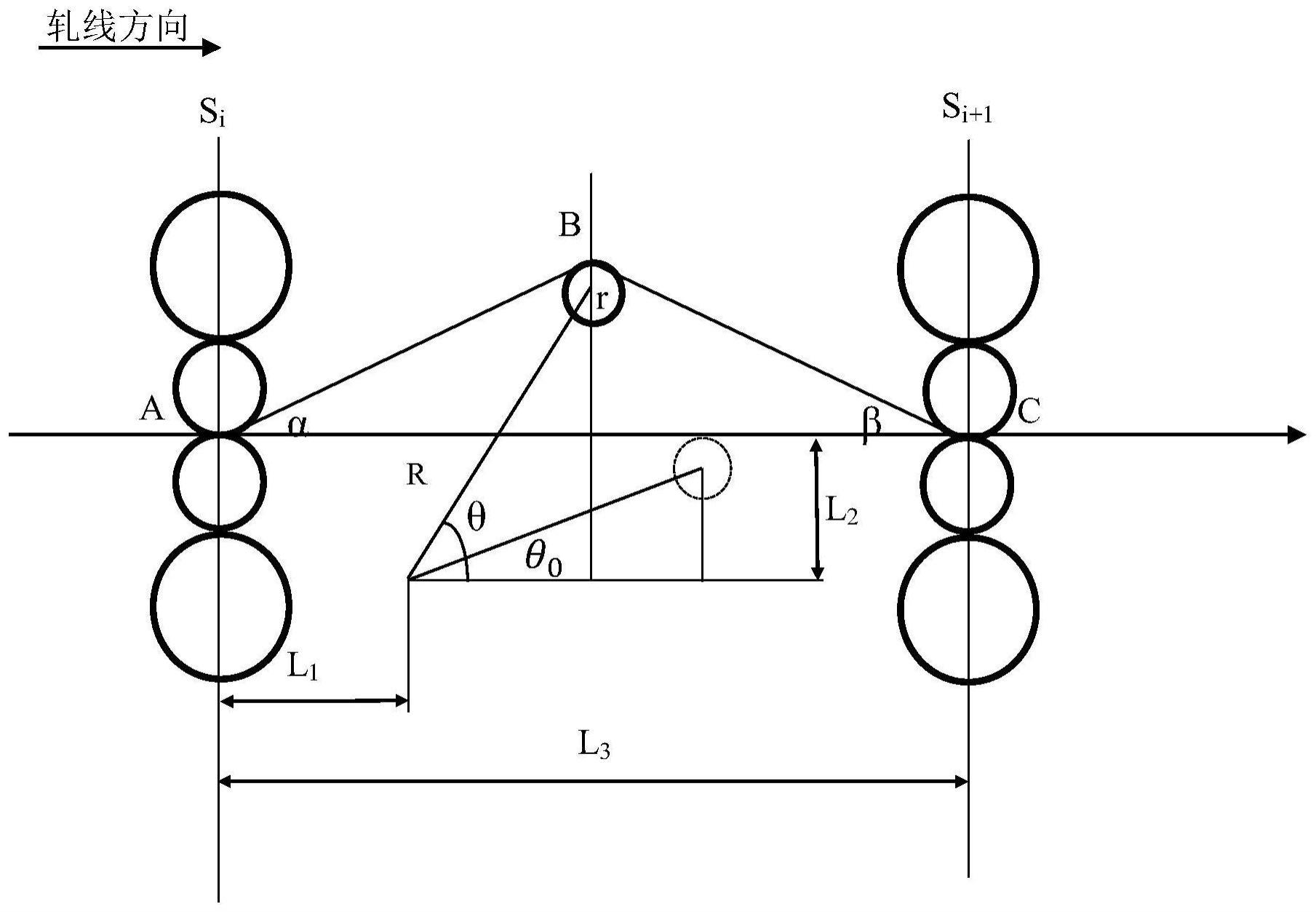
4、步骤2:计算当前带钢在活套抬起到设定角度时刻的活套套量l、活套设定角度θset对应的活套套量lset以及达到活套角度最大值时的活套套量值lmax。
5、步骤3:将活套抬起到设定角度的理想时刻的实际活套角度θ与设定角度θset进行比较,进行如下判断:
6、1)θ≥θset时,计算起套指令发出时刻后的2秒时间内起套最大角度θmax的活套套量lmax和起套设定角度θset时的活套套量lset之间的差值δl,从而计算上游机架的速度偏差δv=(lset-lmax)/t,δv为负值,t为起套指令发出时刻至活套抬起到设定角度的理想时刻所需时间。
7、2)θ<θset时,计算活套抬起到设定角度的理想时刻的实际活套角度θ的活套套量l和起套理想角度θset时的活套套量l0,以及二者之间活套套量的差值δl=l0-l,从而计算上游机架的速度偏差δv=(lset-l)/t,δv为正值。
8、步骤4:将同规格已轧制完成的每一块带钢计算产生的调节值δv叠加到活套上游机架下一块钢的级联速度设定中。
9、本发明的优点在于:
10、1、本发明热轧板材活套起套角度的精确控制方法,根据当前带钢的实际生产数据,精准计算速度调节的理论量值,并在下一块带钢咬入之前投用,不仅实现了轧件全程参与套高闭环调节,保证了头部的尺寸精度,而且整个控制过程无需操作人员手动干预,实现活套全自动设定及控制,从而简化了调整过程,降低了操作人员的劳动强度,可实现此岗位无人操作,实现降本增效,提高工厂的经济效益。2、本发明热轧板材活套起套角度的精确控制方法,采用提前干预速度调节量的控制方法,无需新增设备或检测元器件,延用原来的可编程控制器、活套角度检测码盘及液压伺服阀即可实现。
技术特征:
1.一种热轧板材活套起套角度的精确控制方法,其特征在于:具体步骤为:
2.如权利要求1所述一种热轧板材活套起套角度的精确控制方法,其特征在于:轧钢时活套起套时间的计算方法为:
3.如权利要求1所述一种热轧板材活套起套角度的精确控制方法,其特征在于:步骤2中l、lset以及lmax的获取方法为:
技术总结
本发明公开一种热轧板材活套起套角度的精确控制方法,采用提前干预速度调节量的控制方法,无需新增设备或检测元器件,延用原来的设备即可实现。第一步:测试活套空载时的起套延时、起套时间;第二步:由TDC控制器检测并记忆本块带钢在下游机架咬钢后t<subgt;4</subgt;时刻的实际活套角度θ、起套2秒时间内的活套角度最大值θ<subgt;max</subgt;,同时计算t<subgt;4</subgt;时刻的实际活套角度θ对应的活套套量L、活套设定角度θ<subgt;set</subgt;对应的活套套量L<subgt;set</subgt;、达到活套角度最大值时的活套套量值L<subgt;max</subgt;;第三步:将t<subgt;4</subgt;时刻的实际活套角度θ与设定角度θ<subgt;set</subgt;进行比较,准确计算出上游机架所需要的速度调节量,在下一块带钢进入精轧区域之前投入到上游机架的速度给定,使活套稳定快速的到达设定高度,提高头部尺寸精度,实现活套的全自动控制。
技术研发人员:杨秋梅,焦志春,颜文华,王维,铁保卫,姚习之
受保护的技术使用者:北京金自天正智能控制股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!