一种用于航天航空薄壁曲面部件的焊接装置及其方法与流程
本发明涉及航天航空结构焊接,尤其涉及一种用于航天航空薄壁曲面部件的焊接装置及其方法。
背景技术:
1、薄壁曲面部件是广泛应用于航空航天等高端运载装备的关键部件。大型薄壁曲面部件成形制造技术是新一代航空航天飞行器、战略导弹和船舶等尖端装备向大型化、轻量化、高性能、长寿命和高可靠性方向发展的迫切需要。小型薄壁曲面部件也同样广泛用于蒙皮骨架翼面、发动机壳体、燃料贮箱等航天薄壁产品。然而,这类部件的壁薄、直径等尺寸大、曲率变化、大小尺寸极端结合,且材料轻质高强、性能要求高等,使其制造难度大。
2、航空航天薄壁曲面部件通常是以tc4等钛合金为材料,在对钛合金进行焊接时带来的装配误差、热变形、残余应力等因素极大地降低了部件的服役性能和可靠性。同时焊接时液态溶滴和熔池金属具有强烈吸收氢、氧的特点,这些气体被钛吸收后会降低焊接接头的韧性,也易在焊缝中产生气孔,会造成的应力集中,聚合形成面状分布,对焊接质量有很大的影响。
3、现有技术中,通常是需要技术人员使用氩弧设备进行手动焊接薄壁曲面部件,又或者是在真空室中使用真空电子束焊接薄壁曲面部件。使用氩弧焊接的操控难度大、需要根据焊缝成型的状态随时进行调节,以减少气孔的产生,保证焊缝的双面成型,所以氩弧焊接极其考验技术人员的操作能力,技术人员进行氩弧焊接的好坏直接影响部件的力学性能;而使用真空电子束焊接,其真空室的制作成本大、同时对焊接的薄壁曲面部件的大小、形状也有一定的限制。所以依靠现有的技术,航天航空薄壁曲面部件的生产成本高、效率低。因此,高效低成本地焊接部件的技术是实现薄壁回转曲面部件材料-结构-工艺-服役性能一体化设计制造的发展方向与面临的重要挑战。
技术实现思路
1、本发明目的在于提供种用于航天航空薄壁曲面部件的焊接装置及其方法,用于解决上述问题。
2、本发明通过下述技术方案实现:
3、一种用于航天航空薄壁曲面部件的焊接装置,包括焊接头主体,所述焊接头主体上设置定距支腿,所述焊接头主体上设置有焊接通孔,所述焊接通孔外围设置有多个射流通道,所述射流通道围绕所述焊接通孔均匀设置,所述射流通道出口低于所述焊接通孔的出口,所述焊接通孔中输出焊接二氧化碳激光或电子束对焊接头主体下方的曲面部件进行焊接;所述射流通道通过置于所述焊接头主体表面的气体输入阀输入成分包括二氧化碳和氩气的保护气体。
4、优选的,所述射流通道朝向出口方向的管径先由大到小收拢成一个窄喉,所述窄喉再逐渐扩大至所述射流通道的出口处。
5、需要说明的是,焊接头主体中输入的高压保护气体,在围绕焊接通孔设置的射流通道中,由高压低速变为高速低压的射流气体输出,喷射在曲面部件表面,高速流动的气体使金属熔化的等离子体无法在焊接点上方聚集,避免影响焊接入射激光束或离子束的能量,同时也能有效将焊接位置处的其他气体驱除,避免焊区的氧化;同时通过射流通道输出的超高速气体加速熔池中氧气的、氢气的排出,减少气孔生成;高速的射流气体加速焊接点、熔池冷却成型,有效提高焊接的质量。
6、优选的,所述射流通道出口朝向所述焊接通孔的轴线偏斜,所述射流通道出口的轴线与所述焊接通孔的轴线所成的夹角α为0~15°。
7、优选的,所述定距支腿设置在焊接头主体两侧,两个所述定距支腿之间的连线垂直焊接方向,所述定距支腿与所述曲面部件表面接触,使焊接通孔及射流通道的出口与曲面部件表面的距离保持不变。
8、优选的,所述定距支腿包括接触转轮结构和转动伸缩杆结构,所述转动伸缩杆一端固定连接有转动转盘,一端与所述接触转轮结构连接,所述转动转盘与所述焊接头主体的侧壁转动连接;所述接触转轮结构与所述曲面部件表面接触。通过转动转盘精确控制焊接入射角,保证焊接质量。
9、优选的,所述接触转轮结构包括滚轮支架,所述滚轮支架下方套设有定位滚轮,所述定位滚轮同一平面的两侧设置有调整滚轮,所述调整滚轮通过调整板与定位滚轮连接,所述调整板两端分别套设在所述定位滚轮和调整滚轮的轴心处,所述调整板的长度与所述定位滚轮和调整滚轮的半径之和相等,使所述调整滚轮可通过调整板绕定位滚轮的轴心旋转;所述调整板靠近调整滚轮的一端设置有推力杆,所述推力杆分别与所述滚轮支架和所述调整板铰接,所述推力杆始终给予调整滚轮向下转动的趋势。
10、需要说明的是,通过能够围绕定位滚轮转动的调整滚轮,能使装置在移动焊接时能紧贴曲面部件的表面,同时也保证装置的整体与焊接点的垂直,能够调整长短的滚轮支架设置在焊接方向的两侧,保证焊接可随着待焊件的曲面变化进行起优,从而实现焊接头与待焊件的距离始终处于恒定状态,保证焊接功率,确保焊锋质量。
11、一种用于航天航空薄壁曲面部件的焊接方法,包括如下步骤:
12、s1、对曲面部件焊口进行预处理并保证焊接接头直角形式;
13、s2、预处理后,调节定距支腿以控制焊接头主体的焊接通孔出口与曲面部件表面的距离;
14、s3、定位装置的位置后,打开气体调整开关,使射流通道中输出保护气体;
15、s4、待s3步骤完成后,启动焊接装置、对曲面部件进行焊接。
16、需要说明的是,实用这种方法对航天曲面部件进行焊接,减少操作难度,有效减少焊接处气孔的产生,极大提高了焊接质量和效率。
17、优选的,所述s2中,控制射流通道轴线延伸接触曲面部件表面所形成的直径d为目标焊缝d’的1.5倍。避免保护气体直接吹入焊接点,影响焊接效果。
18、优选的,所述s3中,根据焊接移动的速度关闭或调小与焊接方向相反一侧的射流通道中输出的高速气体,放置焊接移速过快,高速保护气体冲击未凝固的熔池。
19、本发明与现有技术相比,具有如下的优点和有益效果:
20、1. 焊接头主体中输入的高压保护气体,在围绕焊接通孔设置的射流通道中,由高压低速变为高速低压的射流气体输出,喷射在曲面部件表面,高速流动的气体使金属熔化的等离子体无法在焊接点上方聚集,避免影响焊接入射激光束或离子束的能量,有效减小氢在焊接熔池中的溶解度;同时也能有效将焊接位置处的其他气体驱除,避免焊区的氧化;通过射流通道输出的超高速气体加速熔池中氧气的、氢气的排出,减少气孔生成,高速的射流气体加速焊接点、熔池冷却成型,有效提高焊接的质量;
21、2. 通过能够围绕定位滚轮转动的调整滚轮,能使装置在移动焊接时能紧贴曲面部件的表面,同时也保证装置的整体与焊接点的垂直,能够调整长短的滚轮支架设置在焊接方向的两侧,保证焊接可随着待焊件的曲面变化进行起优,从而实现焊接头与待焊件的距离始终处于恒定状态,保证焊接功率,确保焊缝质量;同时也便于工人进行操作,减少焊接难度,有效提高了航天航空曲面部件的焊接效率。
技术特征:
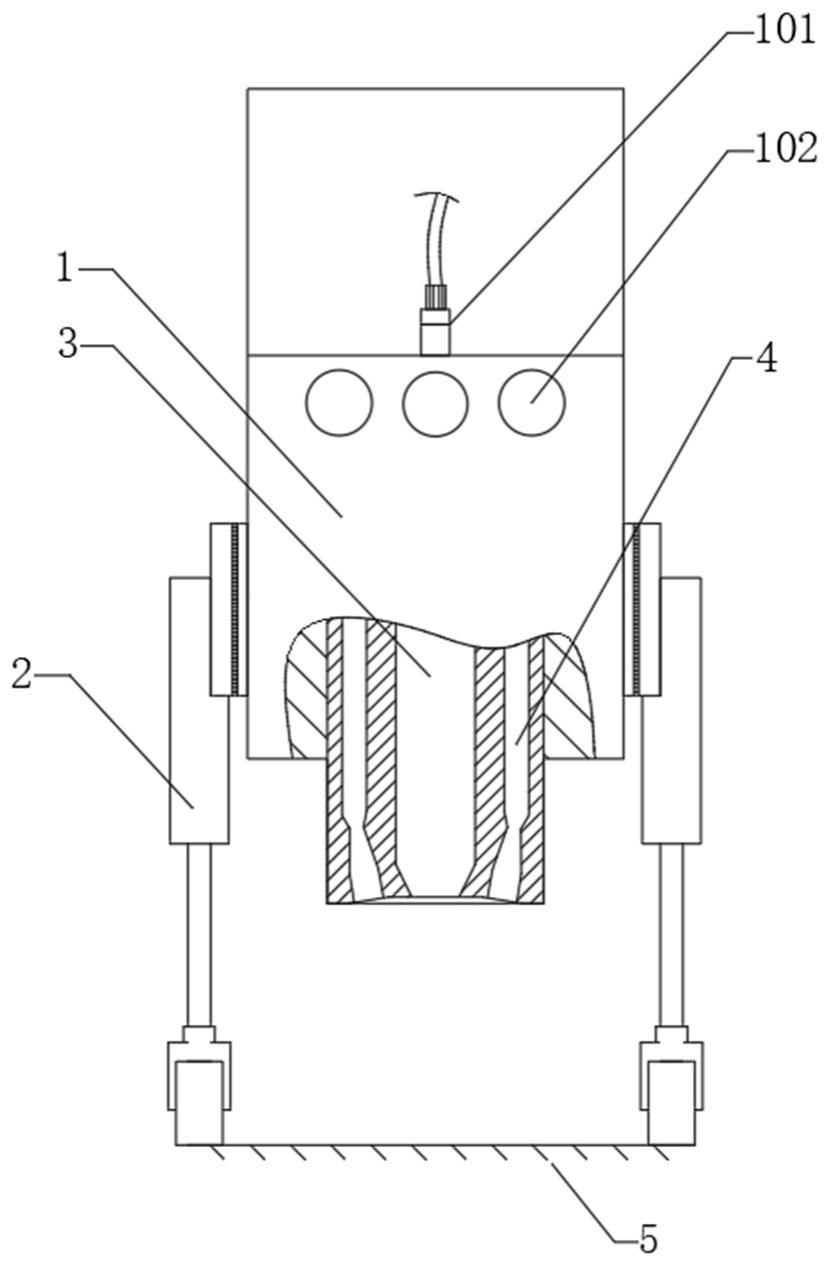
1.一种用于航天航空薄壁曲面部件的焊接装置,其特征在于:包括焊接头主体(1),所述焊接头主体(1)上设置定距支腿(2),所述焊接头主体(1)上设置有焊接通孔(3),所述焊接通孔(3)外围设置有多个射流通道(4),所述射流通道(4)围绕所述焊接通孔(3)均匀设置,所述射流通道(4)出口低于所述焊接通孔(3)的出口,所述焊接通孔(3)中输出焊接二氧化碳激光或电子束对焊接头主体(1)下方的曲面部件(5)进行焊接;所述射流通道(4)通过置于所述焊接头主体(1)表面的气体输入阀(101)输入成分包括二氧化碳和氩气的保护气体。
2.根据权利要求1所述的一种用于航天航空薄壁曲面部件的焊接装置,其特征在于:所述射流通道(4)朝向出口方向的管径先由大到小收拢成一个窄喉,所述窄喉再逐渐扩大至所述射流通道(4)的出口处。
3.根据权利要求2所述的一种用于航天航空薄壁曲面部件的焊接装置,其特征在于:所述射流通道(4)出口朝向所述焊接通孔(3)的轴线偏斜,所述射流通道(4)出口的轴线与所述焊接通孔(3)的轴线所成的夹角α为0°~15°。
4.根据权利要求3所述的一种用于航天航空薄壁曲面部件的焊接装置,其特征在于:所述定距支腿(2)设置在焊接头主体(1)两侧,两个所述定距支腿(2)之间的连线垂直焊接方向,所述定距支腿(2)与所述曲面部件(5)表面接触,使焊接通孔(3)及射流通道(4)的出口与曲面部件(5)表面的距离保持不变。
5.根据权利要求4所述的一种用于航天航空薄壁曲面部件的焊接装置,其特征性在于:所述定距支腿(2)包括接触转轮结构(21)和转动伸缩杆(202)结构,所述转动伸缩杆(202)一端固定连接有转动转盘(201),一端与所述接触转轮结构(21)连接,所述转动转盘(201)与所述焊接头主体(1)的侧壁转动连接;所述接触转轮结构(21)与所述曲面部件(5)表面接触。
6.根据权利要求5所述的一种用于航天航空薄壁曲面部件的焊接装置,其特征性在于:所述接触转轮结构(21)包括滚轮支架(211),所述滚轮支架(211)下方套设有定位滚轮(212),所述定位滚轮(212)同一平面的两侧设置有调整滚轮(213),所述调整滚轮(213)通过调整板(214)与定位滚轮(212)连接,所述调整板(214)两端分别套设在所述定位滚轮(212)和调整滚轮(213)的轴心处,所述调整板(214)的长度与所述定位滚轮(212)和调整滚轮(213)的半径之和相等,使所述调整滚轮(213)可通过调整板(214)绕定位滚轮(212)的轴心旋转;所述调整板(214)靠近调整滚轮(213)的一端设置有推力杆(215),所述推力杆(215)分别与所述滚轮支架(211)和所述调整板(214)铰接,所述推力杆(215)始终给予调整滚轮(213)向下转动的趋势。
7.一种用于航天航空薄壁曲面部件的焊接方法,基于权利要求3至6中任意一项所述的一种用于航天航空薄壁曲面部件的焊接装置,其特征在于,包括如下步骤:
8.根据权利要求7所述的一种用于航天航空薄壁曲面部件的焊接方法,其特征在于:所述s2中,控制射流通道(4)轴线延伸接触曲面部件(5)表面所形成的直径d为目标焊缝(52)宽带d’的1.5倍。
9.根据权利要求7所述的一种用于航天航空薄壁曲面部件的焊接方法,其特征在于:所述s3中,根据焊接移动的速度关闭或调小与焊接方向相反一侧的射流通道(4)中输出的保护气体。
技术总结
本发明涉及航天航空结构焊接技术领域,尤其涉及一种用于航天航空薄壁曲面部件的焊接装置及其方法,装置包括焊接头主体,所述焊接头主体上设置定距支腿,所述焊接头主体上设置有焊接通孔,所述焊接通孔外围设置有多个射流通道,所述射流通道围绕所述焊接通孔均匀设置,所述射流通道出口低于所述焊接通孔的出口,所述焊接通孔中输出焊接CO₂激光或电子束对焊接头主体下方的曲面部件进行焊接;所述射流通道通过置于所述焊接头主体表面的气体输入阀输入高压的保护气体。通过高速喷射的保护气体减小焊接处其他有害气体对焊缝的影响,减少焊缝的气孔、提高焊接的质量,同时减小焊接难度,提高焊接的效率。
技术研发人员:刘钢,赵嫚
受保护的技术使用者:成都永峰科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!