一种压铆装置及其压铆方法与流程
本发明涉及压铆装置设备,具体涉及一种压铆装置及其压铆方法。
背景技术:
1、压铆机(也称之为铆钉机、旋铆机、铆合机、辗铆机等)是依据冷辗原理研制而成的一种新型铆接设备,就是指能用铆钉把物品铆接起来机械装备。解决了部分钣金件折弯后不能直接套放在普通斜坡式铸钢机械上进行压铆的问题。
2、目前的压铆装置在使用时主要存在以下问题:
3、其一,大多数压铆机在对工件进行压铆时需要根据不同的工件的长度和宽度切换和调整用于对工件进行支撑的支撑点的位置,来实现对不同工件的压铆工作,这种方式不仅需要根据不同的产品特点准备多个支撑点,并且需要在工作台上开设多个相应的安装孔,在针对不同的工件进行加工时需要频繁拆装定位点直至调整至最佳支撑位置,浪费了大量的不必要的调试安装时间,工作效率较低;
4、其二是目前的大多数压铆机通常需要配合预压铆装置对工件的铆接部位进行预打点处理,需要两台设备协同工作,增加占用场地的同时,也带来了不必要的成本开支。
技术实现思路
1、有鉴于此,本发明提供一种压铆装置及其压铆方法,可以通过间距可调的两个限位机构实现对不同工件的支撑部位进行快速方便的调整,不需要频繁拆卸更换限位机构,可以针对多种工件进行压铆,节约了调试安装时间,提升了工作效率,并且在压铆机上集成有预压铆组件,可以实现对待铆接工件的打点工作,占用场地较小,大大降低了生产成本。
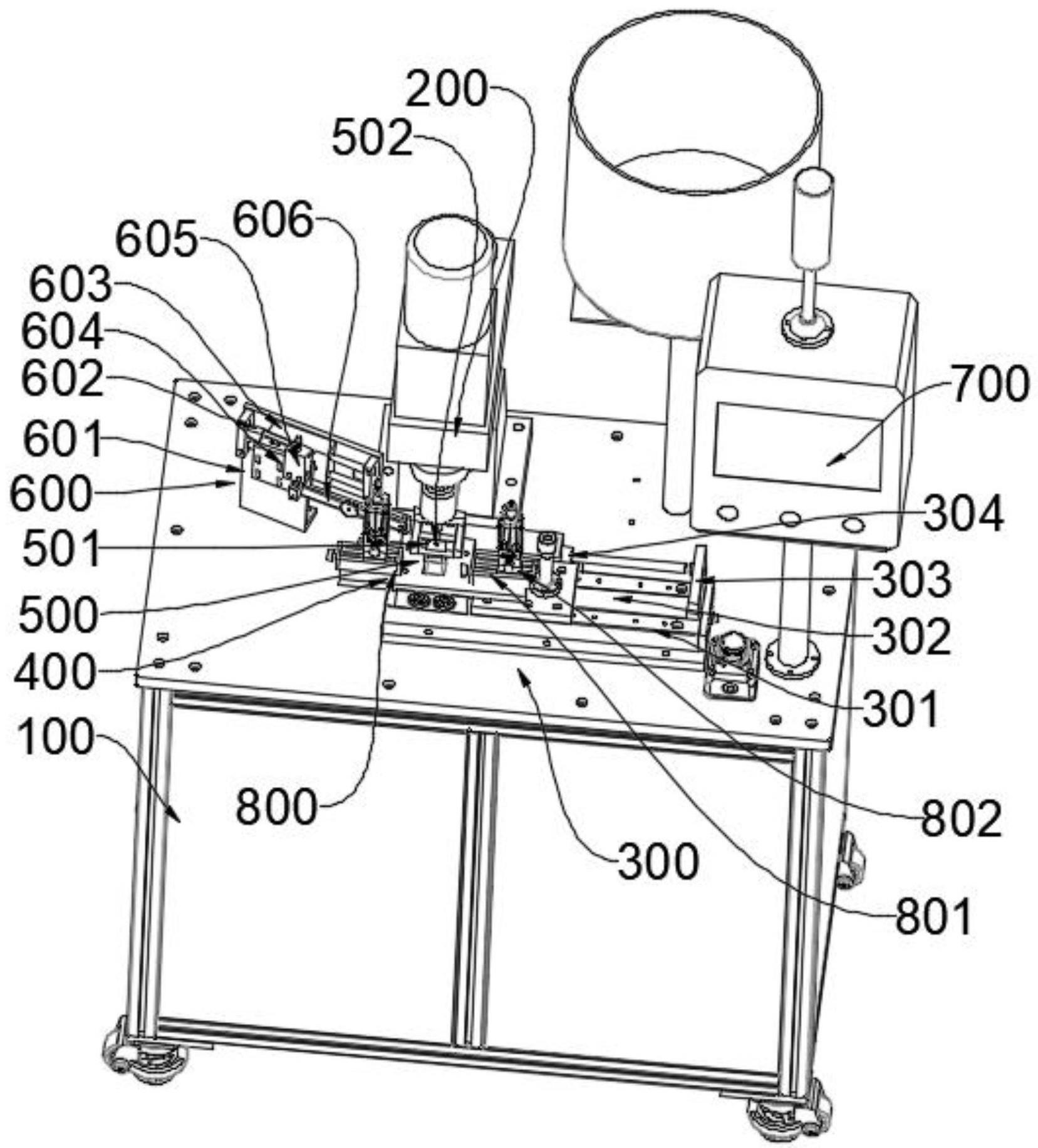
2、为解决上述技术问题,本发明提供一种压铆装置及其压铆方法,包括工作台,工作台上设置有压铆机,工作台上设置有移动机构,移动机构上设置有固定板,固定板上设置有用于对待压铆件进行固定的定位机构,工作台上部且位于压铆机的一侧外侧设置有预压铆组件,工作台上部且位于压铆机的另一侧外侧设置有控制平台,固定板的上部且位于定位机构的两侧均设置有间距可调的用于对待压铆工件进行支撑的限位机构,本发明通过对两个限位机构之间间距的调整实现对不同长度的待压铆工件的支撑部位进行调整,适用性更强,并且可以通过预压铆组件对待铆接件的铆接点进行预开设,配合压铆机实现对待铆接件的准确压铆工作,通过移动机构可以辅助实现对待铆接工件的移动工作,更加快速方便,本发明可以通过间距可调的两个限位机构实现对不同工件的支撑部位进行快速方便的调整,不需要频繁拆卸更换限位机构,可以针对多种工件进行压铆,节约了调试安装时间,提升了工作效率,并且在压铆机上集成有预压铆组件,可以实现对待铆接工件的打点工作,占用场地较小,大大降低了生产成本。
3、限位机构包括设置在固定板的上部且位于定位机构两侧的调节轨道,所述调节轨道内滑动设置有调节块,调节块上螺纹连接有调节螺栓,调节螺栓贯穿所述调节块,调节螺栓的一端贯穿调节轨道的一侧的外侧壁,调节螺栓的另一侧端部为光杆,调节螺栓的另一侧端部设置有轴承,轴承的外圈固设在调节轨道的另一侧的内侧壁上,调节块上设置有锁紧部,调节块的上部设置有限位座,限位座上设置有气缸,气缸的输出杆端部设置有限位柱,本发明通过拧动调节螺栓可以带动螺栓进行转动,由于调节块螺栓的螺纹连接作用以及调节轨道对调节块的导向与限位作用,调节块会在调节螺栓的转动的驱动下带动限位座,以及气缸和限位柱沿着导向轨道进行滑动,实现了对限位座对不同工件的支撑部位进行支撑,气缸可以调节限位柱距限位座底部之间的距离,进而实现对不同厚度的工件的限位和固定工作,适用性更强,效果更好。
4、移动机构包括设置在工作台的上部的移动轨道,移动轨道的内部固设有导向板,导向板上设置有推板,推板的底部开设有与导向板相适配的导向槽,导向板的外侧设置有推动推板沿着导向板进行滑动的第一伸缩推杆,第一伸缩推杆的固定端固设在工作台上,本发明通过第一伸缩推杆的输出杆的伸出可以推动推板带着工件沿着移动轨道进行滑动,避免完全依靠人力搬运移动造成的人员劳累,大大减轻了工作人员的劳动强度,提升了工作效率。
5、定位机构包括固设在移动轨道上部的定位座,定位座的几何中心所在的竖直线上设置有定位销,定位销用于对工件的待压铆部位进行定位于支撑,便于配合压铆机实现对工件的精准压铆工作,更加方便准确。
6、预压铆组件包括设置在工作台上部的第一支撑板,第一支撑板上滑动设置有导向杆,导向杆上滑动设置有滑板,滑板上设置有第二支撑板,第二支撑板上固设有第二伸缩推杆,第二伸缩推杆的输出杆端部设置有压板,压板的端部开设有卡槽,第二支撑板的端部开设有定位孔,定位孔内滑动设置有压钉,第二支撑板靠近压板的那一侧开设有移动槽,压钉的轴向外侧壁上开设有固定孔,卡槽内设置有压柱,压柱的端部插设在固定孔内,本发明通过集成在工作台上的预压铆组件实现对待压铆工件的铆接部位进行预先打点,提高压铆精度的同时又减小了不必要的场地占用,还节约了一定的成本,更加方便。
7、第一伸缩推杆和第二伸缩推杆均为电动伸缩杆或液压伸缩杆。
8、锁紧部为锁紧螺钉,相应的所述调节块上开设有与锁紧螺钉相适配的螺纹孔,通过锁紧螺钉可以实现对调整好位置的调节块的位置进行锁止,增加了限位组件的稳定性。
9、控制平台为plc控制器,plc控制器为现有技术中的控制装置,用于对整个装置的电控单元的动作进行控制,plc控制器与各电控单元之间通过电连接。
10、一种压铆装置的使用方法,包括如下步骤:
11、s1:根据待压铆件的大小调整两个限位机构之间的距离,具体的实现方式是,松开锁紧部,使用工具分别拧动调节螺栓转动,直至将两个限位机构间的距离调整至合适;
12、s2:将压铆机的电源接通,打开气泵,然后松开急停开关,根据待压铆工件的压铆部位编写好加工程序,并输入plc控制器中;
13、s3:调整限位柱的高度至合适,具体的实现方式是通过plc控制器控制启动气缸的输出杆伸出至将限位柱推动至合适高度;
14、s4:将预先开设好安装孔的待压铆件的安装孔套设在定位销内,同时将待压铆工件放置在两个定位柱之间;
15、s5:启动预压铆组件对待压铆件进行压铆打点,具体的实现方式是,人工推动滑板带着第二支撑板以及压板沿着导向杆滑动至压铆件的上方,通过plc控制器启动第二伸缩推杆的输出杆伸出至压钉在压铆件上对待压铆部位进行打点;
16、s6:在s5步骤打点完成后,将待压铆件的端部与推板可拆卸固设在一起,通过手动压板将待压铆件的端部压在推板的上部,然后通过plc控制器启动压铆机对打点完成后的工件进行压铆的同时,启动第一伸缩推杆的输出杆伸出至带动工件向右运动至完成对下一个打点部位的压铆工作;
17、s7:压铆完成后,取下压铆完成的工件;
18、s8:需要对下一相同的工件进行压铆时,重复s5-s8步骤;需要对另一个不同的工件进行压铆时,重复s1-s7的步骤。
19、综上所述,与现有技术相比,本技术包括以下至少一种有益技术效果:
20、1、其一是传统的大多数压铆机在对工件进行压铆时需要根据不同的工件的长度和宽度切换和调整用于对工件进行支撑的支撑点的位置,来实现对不同工件的压铆工作,这种方式不仅需要根据不同的产品特点准备多个支撑点,并且需要在工作台上开设多个相应的安装孔,在针对不同的工件进行加工时需要频繁拆装定位点直至调整至最佳支撑位置,浪费了大量的不必要的调试安装时间,工作效率较低;
21、其二是目前的大多数压铆机通常需要配合预压铆装置对工件的铆接部位进行预打点处理,需要两台设备协同工作,增加占用场地的同时,也带来了不必要的成本开支;
22、本发明通过间距可调的两个限位机构实现对不同工件的支撑部位进行快速方便的调整,不需要频繁拆卸更换限位机构,可以针对多种工件进行压铆,节约了调试安装时间,提升了工作效率,并且在压铆机上集成有预压铆组件,可以实现对待铆接工件的打点工作,占用场地较小,大大降低了生产成本。
23、2、本发明通过对两个限位机构之间间距的调整实现对不同长度的待压铆工件的支撑部位进行调整,适用性更强,并且可以通过预压铆组件对待铆接件的铆接点进行预开设,配合压铆机实现对待铆接件的准确压铆工作,通过移动机构可以辅助实现对待铆接工件的移动工作,更加快速方便。
24、3、本发明通过拧动调节螺栓可以带动螺栓进行转动,由于调节块螺栓的螺纹连接作用以及调节轨道对调节块的导向与限位作用,调节块会在调节螺栓的转动的驱动下带动限位座,以及气缸和限位柱沿着导向轨道进行滑动,实现了对限位座对不同工件的支撑部位进行支撑,气缸可以调节限位柱距限位座底部之间的距离,进而实现对不同厚度的工件的限位和固定工作,适用性更强,效果更好。
25、4、本发明通过第一伸缩推杆的输出杆的伸出可以推动推板带着工件沿着移动轨道进行滑动,避免完全依靠人力搬运移动造成的人员劳累,大大减轻了工作人员的劳动强度,提升了工作效率。
26、5、本发明通过锁紧螺钉可以实现对调整好位置的调节块的位置进行锁止,增加了限位组件的稳定性。。
- 还没有人留言评论。精彩留言会获得点赞!