一种热轧轧机上工作辊断辊的换辊方法与流程
本发明涉及金属轧制领域,特别涉及一种热轧轧机上工作辊断辊的换辊方法。
背景技术:
1、热轧轧机上下工作辊是通过两端支座销轴连接,在更换上工作辊时需要一同移出上、下工作辊。
2、在热轧生产过程中容易发生工作辊断辊的事故,当上工作辊辊身断裂,导致上辊断裂部位直接与下工作辊接触,造成上工作辊无平稳支撑,在移出上、下工作辊过程中,上工作辊容易直接掉落,无法顺利移出。甚至还会发生砸伤现场人员或损坏设备的事故。
3、以往通常采用钢丝绳拖拽等方式将断辊硬性吊出,造成事故处理时间过长,严重影响现场生产。
技术实现思路
1、本发明所要解决的技术问题是提供一种热轧轧机上工作辊断辊的换辊方法,可以安全快速的处理工作辊断辊事故。
2、为实现上述目的,本发明采用以下技术方案实现:
3、一种热轧轧机上工作辊断辊的换辊方法,具体步骤包括:
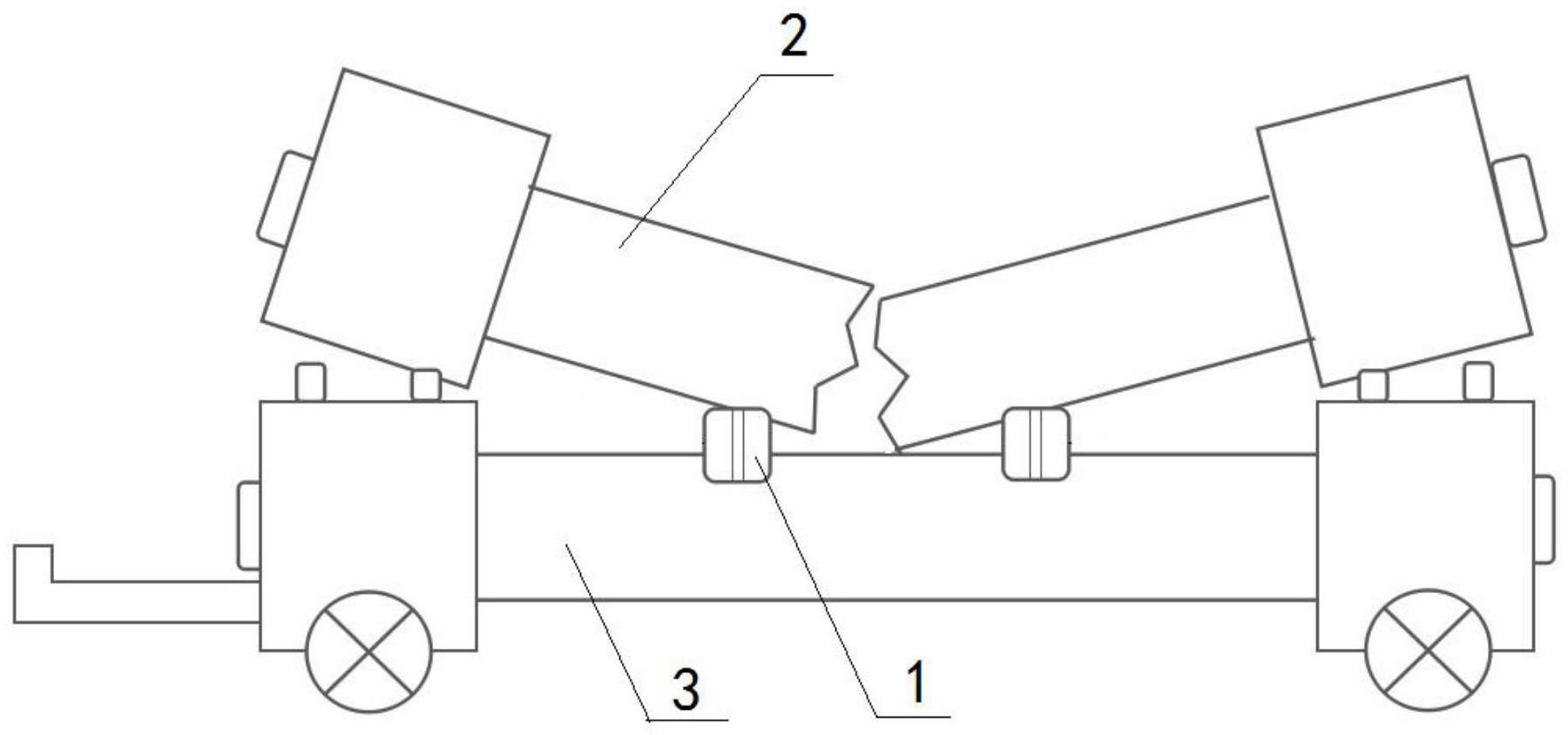
4、1)将两个支撑垫块分别从上工作辊和下工作辊的根部插入,放置在下工作辊的辊身上,支撑垫块的下弧面与下工作辊辊身贴靠,将支撑垫块推移至上工作辊断裂处,使支撑垫块的上弧面支撑起上工作辊;
5、2)使用推拉缸与下工作辊支座连接,将上工作辊和下工作辊一同从轧机中移出;
6、3)工作辊和下工作辊从轧机中移出后,使用吊车将断辊吊开,将支撑垫块取出,下工作辊运送回磨辊间修复;
7、4)将上工作辊和下工作辊安装后一同移入轧机中,恢复生产。
8、所述的支撑垫块,包括上弧板、下弧板,上弧板和下弧板的两侧通过侧板连接,上弧板和下弧板的端部之间均连接支撑杆。
9、所述的上弧板和下弧板为对称的内凹面,
10、所述的支撑杆为圆杆。
11、所述的上弧板的弧半径与上工作辊半径一致,下弧板的弧半径与下工作辊半径一致。
12、与现有的技术相比,本发明的有益效果是:
13、1.处理工作辊断辊事故更加方便快捷,提升事故处理效率,降低处理过程中出现安全隐患。
14、2.通过本发明的使用,大幅降低发生事故后现场处理所需时间,更快恢复现场生产。
技术特征:
1.一种热轧轧机上工作辊断辊的换辊方法,其特征在于,具体步骤包括:
2.根据权利要求1所述的一种热轧轧机上工作辊断辊的换辊方法,其特征在于,所述的支撑垫块,包括上弧板、下弧板,上弧板和下弧板的两侧通过侧板连接,上弧板和下弧板的端部之间均连接支撑杆。
3.根据权利要求1所述的一种热轧轧机上工作辊断辊的换辊方法,其特征在于,所述的上弧板和下弧板为对称的内凹面。
4.根据权利要求1所述的一种热轧轧机上工作辊断辊的换辊方法,其特征在于,所述的支撑杆为圆杆。
5.根据权利要求1所述的一种热轧轧机上工作辊断辊的换辊方法,其特征在于,所述的上弧板的弧半径与上工作辊半径一致,下弧板的弧半径与下工作辊半径一致。
技术总结
本发明涉及一种热轧轧机上工作辊断辊的换辊方法,1)将两个支撑垫块分别从上工作辊和下工作辊的根部插入,放置在下工作辊的辊身上,支撑垫块的下弧面与下工作辊辊身贴靠,将支撑垫块推移至上工作辊断裂处,使支撑垫块的上弧面支撑起上工作辊;2)使用推拉缸与下工作辊支座连接,将上工作辊和下工作辊一同从轧机中移出;3)工作辊和下工作辊从轧机中移出后,使用吊车将断辊吊开,将支撑垫块取出,下工作辊运送回磨辊间修复;4)将上工作辊和下工作辊安装后一同移入轧机中,恢复生产。采用本发明处理工作辊断辊事故更加方便快捷,提升事故处理效率,降低处理过程中出现安全隐患。
技术研发人员:刘鸿智,刘长江,韩景超,张新枫,孙贵楠
受保护的技术使用者:本钢板材股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!