铝或铝合金材的点焊方法以及焊接接头与流程
本发明涉及铝或铝合金材的点焊方法以及通过该点焊方法得到的焊接接头。
背景技术:
1、铝或铝合金材具有机械式的强度、且轻量,因此被用作汽车的门等各种结构体的部件。以下,在本说明书中,有时将铝或铝合金简称为铝合金。
2、在组装由铝合金材构成的结构体时,需要将由这些铝合金材构成的构件彼此接合。一直以来,作为铝合金材的角焊,通常使用激光焊接、将激光焊接与电弧焊接相结合的焊接方法。
3、例如,在专利文献1中公开了一种铝的焊接方法,其照射对于铝的吸收率高的激光二极管光而使焊接位置熔融,产生mig(metal inert gas)电弧来进行焊接,以高速焊接薄板的铝。需要说明的是,在上述专利文献1中,记载了将铝合金等的上板与铝合金等的下板重叠时的搭接角焊。
4、另外,在专利文献2中,提出了规定照射激光的位置而进行搭接角焊的激光焊接方法。根据上述专利文献2所记载的方法,能够在不导致焊接设备的大型化、复杂化的情况下确保良好的焊接品质。
5、上述专利文献1及2中记载的焊接方法均使用激光,但激光焊接的设备昂贵,并且焊接作业复杂。因此,将设备廉价且能够容易地实施焊接的电阻点焊应用于铝板的搭接焊接的技术也是公知的。
6、在先技术文献
7、专利文献
8、专利文献1:日本特开2003-170285号公报
9、专利文献2:日本特开2019-000878号公报
技术实现思路
1、发明要解决的课题
2、然而,在铝合金板彼此的搭接电阻焊接中,jis z 3001-6:2013中有关于边缘距离的记载。所谓边缘距离,表示从焊接点中心位置到构件最近的端部的距离,一般而言,在通过电阻点焊将重叠的一对铝合金板接合的情况下,需要规定的边缘距离。
3、即,当需要在狭窄的场所进行焊接或在板材的端面附近进行焊接时,无法确保边缘距离,因此无法使用电阻点焊。具体而言,若想要在板材的端面附近实施电阻点焊,则不在板材的厚度方向上直线地通电,越靠近端面,热积存越大,且产生喷溅。
4、另外,在将铝合金板彼此重叠而进行点焊的情况下,铝与铁相比体积电阻小,因此焊接需要大电流。
5、本发明是鉴于上述课题而完成的,其目的在于,提供一种能够以低电流进行焊接、不需要确保规定的边缘距离、能够用廉价的设备容易地实现铝合金材的搭接焊接的铝或铝合金材的点焊方法以及通过该焊接方法得到的焊接接头。
6、用于解决课题的方案
7、本发明的上述目的通过铝或铝合金材的点焊方法的下述(1)的构成来实现。
8、(1)铝或铝合金材的点焊方法包括:
9、重叠工序,在所述重叠工序中,将由铝或铝合金构成的第一板材与由铝或铝合金构成的第二板材重叠配置;
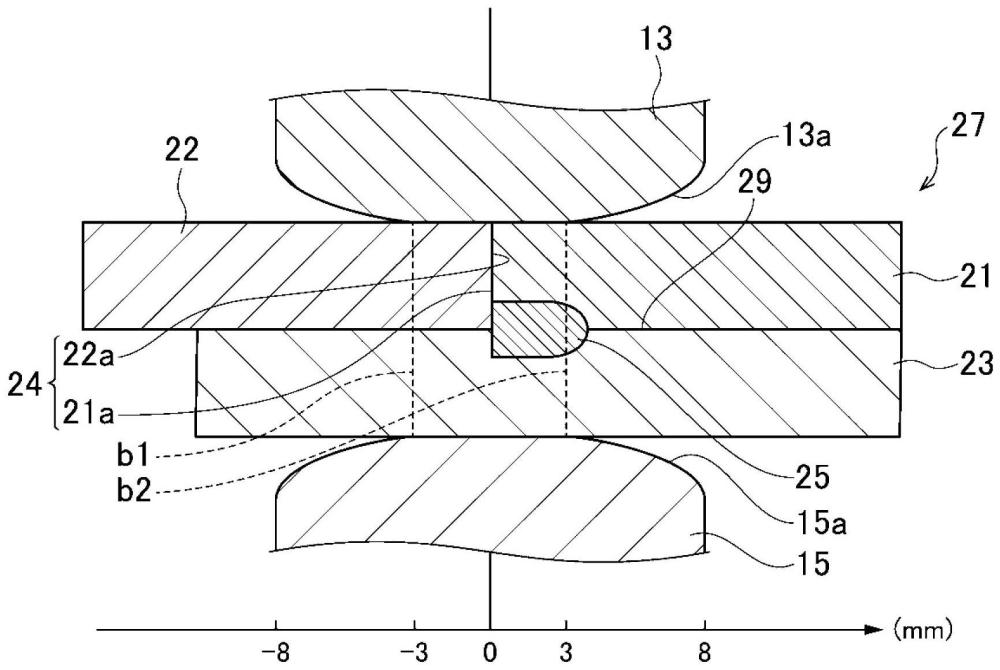
10、钢板配置工序,在所述钢板配置工序中,将钢板的端面与所述第一板材的端面对接配置,在所述钢板与所述第一板材之间形成对接部;
11、电极配置工序,在所述电极配置工序中,在对置配置的一对电极之间,将所述钢板及所述第一板材与所述第二板材以重叠的状态配置;
12、通电工序,在所述通电工序中,使所述一对电极之间通电,在所述第一板材与所述第二板材之间形成熔核;以及
13、钢板去除工序,在所述钢板去除工序中,将所述钢板拆下,
14、在所述电极配置工序中,以使所述对接部的至少一部分包含于由所述一对电极通电的区域的方式调整所述一对电极的位置。
15、另外,铝或铝合金材的点焊方法的本发明的优选实施方式涉及以下的(2)~(8)。
16、(2)根据(1)所述的铝或铝合金材的点焊方法,其特征在于,在所述电极配置工序中,以将连结所述一对电极中的对置的面的中心的线配置于比所述对接部靠所述钢板侧的位置的方式调整所述一对电极的位置。
17、(3)根据(1)或(2)所述的铝或铝合金材的点焊方法,其特征在于,在多个部位反复实施所述电极配置工序和所述通电工序,形成多个熔核。
18、(4)根据(1)~(3)中任一项所述的铝或铝合金材的点焊方法,其特征在于,所述通电工序具有以使铝或铝合金的熔融金属不从所述对接部突出的方式调整通电条件的工序。
19、(5)根据(4)所述的铝或铝合金材的点焊方法,其特征在于,在调整所述通电条件的工序中,调整从所述一对电极与所述对接部的相对位置、电流以及通电时间中选择出的至少1种。
20、(6)根据(1)~(5)中任一项所述的铝或铝合金材的点焊方法,其特征在于,在所述钢板配置工序之前,具有在所述钢板的端面形成切口的切口形成工序,
21、在所述钢板配置工序中,以在所述钢板的切口的部分与所述第一板材的端面之间形成空隙部的方式配置所述钢板与所述第一板材,
22、所述对接部包括所述空隙部,在所述电极配置工序中,以使所述空隙部的至少一部分位于所述一对电极之间的方式调整所述一对电极的位置。
23、(7)根据(6)所述的铝或铝合金材的点焊方法,其特征在于,在所述通电工序中,所述第一板材及所述钢板与所述第二板材在厚度方向上被所述一对电极按压,
24、在将所述通电工序中的所述一对电极的压力设为加压力p1的情况下,
25、在所述通电工序与所述钢板去除工序之间具有以比所述加压力p1高的加压力p2通过所述一对电极按压所述第一板材及所述钢板与所述第二板材的锻压工序。
26、(8)根据(6)或(7)所述的铝或铝合金材的点焊方法,其特征在于,在所述通电工序中,所述第一板材及所述钢板与所述第二板材在厚度方向上被所述一对电极按压,
27、在以通过被所述一对电极按压而形成于所述第一板材以及所述钢板的压痕的直径成为r(mm)的方式设定所述通电工序中的条件的情况下,
28、在所述钢板的端面,将与所述钢板的厚度方向正交的方向上的所述切口的宽度设为r(mm)以上。
29、另外,本发明的上述目的通过焊接接头的下述(9)的结构实现。
30、(9)一种焊接接头,其是通过(1)~(8)中任一项所述的铝或铝合金材的点焊方法接合而成的焊接接头,其特征在于,
31、在被重叠的所述第一板材与所述第二板材之间具有将所述第一板材与所述第二板材接合的熔核,
32、所述熔核在所述第一板材的端面露出。
33、另外,焊接接头涉及的本发明的优选实施方式涉及以下的(10)~(11)。
34、(10)一种焊接接头,其是通过(6)~(8)中任一项所述的铝或铝合金材的点焊方法接合而成的焊接接头,其特征在于,
35、在被重叠的第一板材与第二板材之间具有将所述第一板材与所述第二板材接合的熔核,并且
36、在所述第一板材的端面具有从所述端面突出的突起部,
37、所述熔核在所述第一板材的端面露出,
38、所述突起部包括所述熔核的至少一部分。
39、(11)根据(9)或(10)所述的焊接接头,其特征在于,所述熔核不在所述第一板材中的与所述第二板材对置的面的相反侧的面露出。
40、发明效果
41、根据本发明的铝或铝合金材的点焊方法,能够以低电流进行焊接,不需要确保规定的边缘距离,能够用廉价的设备容易地实现铝合金材的搭接焊接。另外,根据本发明的铝或铝合金材的焊接接头,能够以廉价的设备容易地制造。
- 还没有人留言评论。精彩留言会获得点赞!