一种防止高温合金在锤上自由锻造过程中产生裂纹的方法与流程
本发明涉及难变形高温合金锤上的锻造工艺,尤其是在锻造过程中防止裂纹产生的,具体涉及一种防止高温合金在锤上自由锻造过程中产生裂纹的方法。
背景技术:
1、gh4093高温合金是一种在高温环境下具有良好耐热性和耐腐蚀性能的材料,广泛应用于航空、航天、能源等领域。在制造过程中,锻造是常用的加工方法之一。然而,由于高温合金的高硬度、高韧性以及高熔点特性,使得锻造过程中容易出现裂纹缺陷;另一方面,由于高温合金钢锭棱角厚度薄,降温快,合金优先从棱角部位产生裂纹或裂口源,并迅速向坯料表面和深度方向扩展,最终造成裂纹缺陷,这些裂纹缺陷往往会降低gh4093高温合金的可靠性和使用寿命。
2、目前高温合金的锻造制备工艺主要有两种:自由锻和等轴锻。自由锻工艺是最常用的一种锻造方式,它通过对高温合金进行塑性变形,使其获得所需的形状和性能。然而,在自由锻过程中,由于gh4093高温合金的高硬度和高脆性,容易产生裂纹。这些裂纹可以是显微裂纹,也可以是明显可见的裂缝,都将对高温合金的使用性能造成严重影响。
3、当前关于改善高温合金的锻造工艺主要集中在坯料热处理环节,对高温合金中的锻锤工艺研究较少。
4、基于此,现有技术仍然存在改进的空间,为了解决高温合金自由锻过程中裂纹产生的问题,需要提出一种新的工艺方法。这种方法能够从根本上改善高温合金的塑性变形性能,减少裂纹产生,提高产出品质和生产效率。
技术实现思路
1、有鉴于此,本发明提供了一种防止高温合金在锤上自由锻造过程中产生裂纹的方法,该方法旨在通过改进锻造方式和控制锻造参数,防止高温合金锻件在锤上自由锻造过程中产生裂纹。锻造参数包括锻造温度和捶打频率(或锤击频率)的合理选择。通过控制锻造温度,可以使材料的塑性达到最佳状态,降低材料的变形阻力。捶打频率的选择需要根据具体的材料和工件情况进行调整,以保证锻造过程中的应力分布均匀。本发明所述的方法尤其适用于gh4093高温合金锤上锻造工艺,包括锻造材型的选择、温度控制、锻造方式、变形方向以及锤打频率等参数的设定。通过本发明可以提高gh4093高温合金锻件的质量和可靠性,减少裂纹的发生率,并且提高材料的力学性能和耐久性。这对于推动高温合金材料的应用和发展具有积极的意义。本发明所述的方法不局限于高温合金钢锭,凡利用本发明原理进行锻造生产的均在本发明的专利保护范围之内。
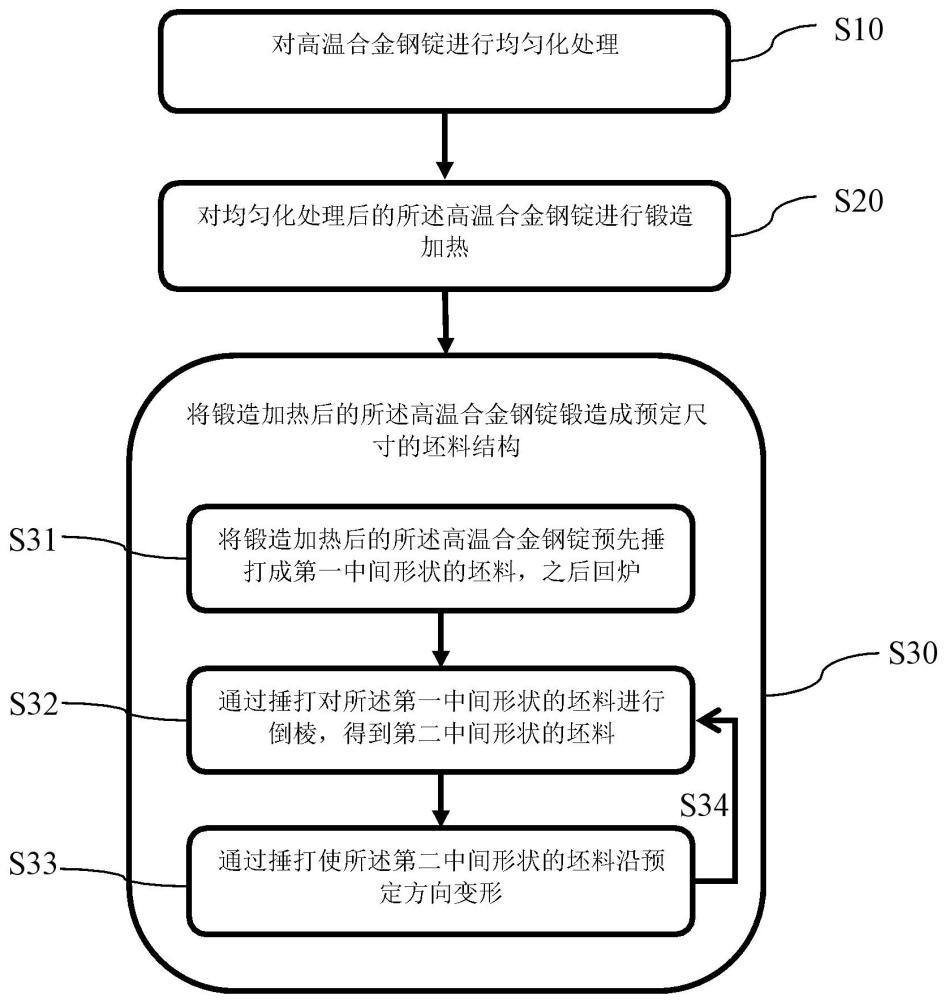
2、具体地,根据本发明,提供一种防止高温合金在锤上自由锻造过程中产生裂纹的方法,其包括以下步骤:s10. 对高温合金钢锭进行均匀化处理;s20. 对均匀化处理后的所述高温合金钢锭进行锻造加热;以及s30. 通过以下步骤将锻造加热后的所述高温合金钢锭锻造成预定尺寸的坯料结构:s31. 将锻造加热后的所述高温合金钢锭预先捶打成第一中间形状的坯料,之后回炉;s32. 通过捶打对所述第一中间形状的坯料进行倒棱,得到第二中间形状的坯料;s33. 通过捶打使所述第二中间形状的坯料沿预定方向变形;以及s34.重复步骤s32和s33,直到获得所述预定尺寸的坯料结构。
3、在本发明的实施例中,所述高温合金包括gh4093高温合金,并且所述预定尺寸的坯料结构包括第一预定尺寸的方坯或第二预定尺寸的板坯。
4、在本发明的实施例中,步骤s30中,始锻温度大于等于1000℃,终锻温度大于等于900℃,其中,步骤s33中,确保终锻温度大于等于900℃,否则立即回炉。
5、在本发明的实施例中,所述高温合金钢锭为圆柱形钢锭,并且步骤s31中,所述第一中间形状的坯料为直径小于所述圆柱形钢锭的八角形状的坯料。
6、在本发明的实施例中,步骤s32包括:在温度较高时,通过捶打将所述八角形状的坯料进行四角倒棱,去除尖锐的棱角,得到所述第二中间形状的坯料。
7、在本发明的实施例中,步骤s32进一步包括:在进行倒棱之前,使所述八角形状的坯料沿z方向变形,其中所述z方向为高温合金钢锭截面的竖直方向。
8、在本发明的实施例中,步骤s33中,所述预定方向包括y方向和z方向,其中所述y方向为高温合金钢锭截面的水平方向并且所述z方向为高温合金钢锭截面的竖直方向,并且步骤s33包括:通过捶打使所述第二中间形状的坯料同时沿y方向和z方向变形。
9、在本发明的实施例中,步骤s33中,所述预定方向包括y方向和z方向,其中所述y方向为高温合金钢锭截面的水平方向,并且步骤s33包括:通过捶打先使所述第二中间形状的坯料沿y方向进行收边变形,再沿z方向进行主变形。
10、在本发明的实施例中,步骤s30中,包括沿x方向、y方向和z方向捶打所述高温合金钢锭,并且捶打频率为20~100次/min;沿x方向捶打时,每锤变形率≥8%,沿y方向或z方向捶打时,每锤变形率≥5%,其中,所述x方向为高温合金钢锭的长度方向,所述y方向为高温合金钢锭截面的水平方向并且所述z方向为高温合金钢锭截面的竖直方向。
11、在本发明的实施例中,步骤s32中,捶打频率为30~50次/min。
12、通过本发明,能够有效防止高温合金在锤上自由锻造过程中产生裂纹、提高产出品质和生产效率,并且能够实现减少能耗,降本增效。这对国内从事高温合金锻造生产的企业、钢厂以及高校都具有十分重要的指导意义,将会产生重大的经济价值。
技术特征:
1.一种防止高温合金在锤上自由锻造过程中产生裂纹的方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的防止高温合金在锤上自由锻造过程中产生裂纹的方法,其特征在于,所述高温合金包括gh4093高温合金,并且所述预定尺寸的坯料结构包括第一预定尺寸的方坯或第二预定尺寸的板坯。
3.根据权利要求1或2所述的防止高温合金在锤上自由锻造过程中产生裂纹的方法,其特征在于,步骤s30中,始锻温度大于等于1000℃,终锻温度大于等于900℃,其中,步骤s33中,确保终锻温度大于等于900℃,否则立即回炉。
4.根据权利要求1或2所述的防止高温合金在锤上自由锻造过程中产生裂纹的方法,其特征在于,所述高温合金钢锭为圆柱形钢锭,并且步骤s31中,所述第一中间形状的坯料为直径小于所述圆柱形钢锭的八角形状的坯料。
5.根据权利要求4所述的防止高温合金在锤上自由锻造过程中产生裂纹的方法,其特征在于,步骤s32包括:在温度较高时,通过捶打将所述八角形状的坯料进行四角倒棱,去除尖锐的棱角,得到所述第二中间形状的坯料。
6.根据权利要求5所述的防止高温合金在锤上自由锻造过程中产生裂纹的方法,其特征在于,步骤s32进一步包括:在进行倒棱之前,使所述八角形状的坯料沿z方向变形,其中所述z方向为高温合金钢锭截面的竖直方向。
7.根据权利要求1或5所述的防止高温合金在锤上自由锻造过程中产生裂纹的方法,其特征在于,步骤s33中,所述预定方向包括y方向和z方向,其中所述y方向为高温合金钢锭截面的水平方向并且所述z方向为高温合金钢锭截面的竖直方向,并且步骤s33包括:通过捶打使所述第二中间形状的坯料同时沿y方向和z方向变形。
8.根据权利要求6所述的防止高温合金在锤上自由锻造过程中产生裂纹的方法,其特征在于,步骤s33中,所述预定方向包括y方向和z方向,其中所述y方向为高温合金钢锭截面的水平方向,并且步骤s33包括:通过捶打先使所述第二中间形状的坯料沿y方向进行收边变形,再沿z方向进行主变形。
9.根据权利要求1所述的防止高温合金在锤上自由锻造过程中产生裂纹的方法,其特征在于,步骤s30中,包括沿x方向、y方向和z方向捶打所述高温合金钢锭,并且捶打频率为20~100次/min;沿x方向捶打时,每锤变形率≥8%,沿y方向或z方向捶打时,每锤变形率≥5%,其中,所述x方向为高温合金钢锭的长度方向,所述y方向为高温合金钢锭截面的水平方向并且所述z方向为高温合金钢锭截面的竖直方向。
10.根据权利要求1所述的防止高温合金在锤上自由锻造过程中产生裂纹的方法,其特征在于,步骤s32中,捶打频率为30~50次/min。
技术总结
本发明涉及高温合金锤上的锻造工艺,尤其涉及一种防止高温合金在锤上自由锻造过程中产生裂纹的方法,其包括:S10.对高温合金钢锭进行均匀化处理;S20.对均匀化处理后的高温合金钢锭进行锻造加热;以及S30.通过以下步骤将锻造加热后的高温合金钢锭锻造成预定尺寸的坯料结构:S31.将锻造加热后的高温合金钢锭预先捶打成第一中间形状的坯料,之后回炉;S32.通过捶打对第一中间形状的坯料进行倒棱,得到第二中间形状的坯料;S33.通过捶打使第二中间形状的坯料沿预定方向变形;以及S34.重复步骤S32和S33,直到获得预定尺寸的坯料结构。本发明能够防止高温合金锻件在锤上自由锻造过程中产生裂纹。
技术研发人员:郭续龙,魏育君
受保护的技术使用者:成都先进金属材料产业技术研究院股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!