一种用于高精密钣金件加工的冲压定位装置的制作方法
本发明涉及高精密钣金件冲压加工,尤其涉及一种用于高精密钣金件加工的冲压定位装置。
背景技术:
1、钣金件是一种通过钣金工艺制作而成的金属板,钣金件的加工程序较多,钣金件在加工过程中需要通过冲压机进行冲压,由于冲压弯折工序较为重要;而为保证钣金件在冲压时的稳定性,一般都需要通过夹持工装对其进行夹持固定;
2、在通过现有这种带有两端夹持架构的冲压设备对钣金板材进行整圆冲压操作时,虽然通过这种夹持机构对钣金件的两端进行夹持固定了,但是在冲压的过程中,无法使钣金板材的两端进行对接合并,无法通过一次冲压将所加工的钣金板材冲压成圆管状,需要多次的加工才能将钣金板材冲压成圆管状,并且若是钣金板材在初步冲压时出现倾斜偏位,则后续冲压加工的成圆管的钣金件也无法完成端部的水平合并,会存在较大的间隙或者无法形成整圆的情况;因此,需对上述冲压设备进行改进处理。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的一种用于高精密钣金件加工的冲压定位装置。
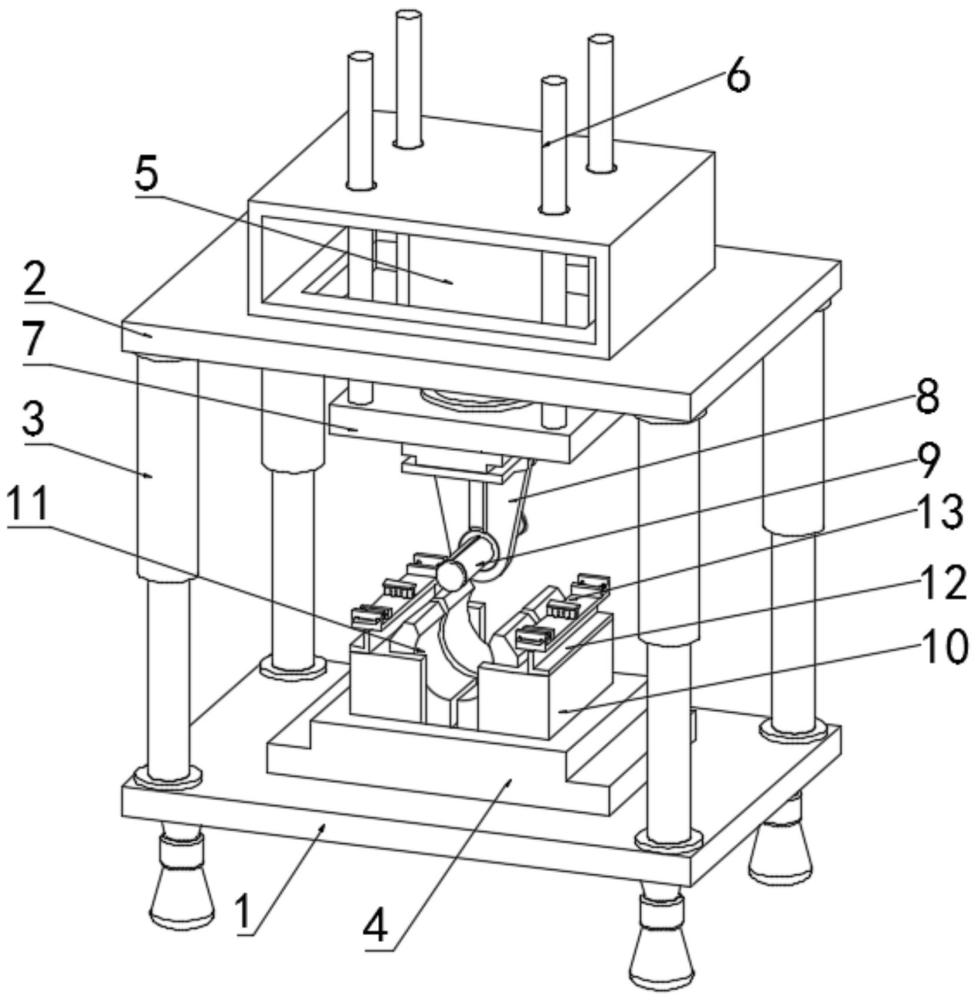
2、为了实现上述目的,本发明采用了如下技术方案:一种用于高精密钣金件加工的冲压定位装置,包括底座、设于底座顶面上方的顶板和设于顶板顶部的安装架,所述底座的顶面四角与顶板之间均固接有支撑杆,所述底座顶部设有定位座,所述定位座的顶部开设有安装槽,所述安装槽内的两侧均安装有固定座,两个所述固定座的相对面上均开设有放置槽,所述放置槽内均设有用于钣金件整圆的整型机构;所述定位座的内顶面上竖向安装有液压缸,所述液压缸的伸缩端底部安装有升降板;所述升降板的底部安装有竖置的冲压座,所述冲压座的前端面下部纵向安装有用于钣金件下压成型的压辊;所述压辊内部设有用于成型件推下的退料组件;所述固定座的顶面外端纵向安装有l型的支撑板,所述支撑板的顶部纵向水平安装有u型的承托板,所述承托板上安装有用于钣金件冲压定位的防偏位组件。
3、优选地,所述升降板的顶面四角均竖向固接有导杆,所述导杆的顶端活动贯穿至定位座顶部外;所述冲压座上宽下窄的立板状结构。
4、优选地,所述整型机构包括纵向转动设于放置槽前后端内壁上的销轴、固定套接在销轴上的整型座和开设在整型座内端上的整型槽,所述整型座为类l型块状结构;所述放置槽内部的两个整型座之间间隔有用于冲压座下降的收纳空间,两个所述固定座之间间隔有用于整型座相对向摆动用的行迹空间。
5、优选地,所述安装槽的内底面开设有贯穿至底座的安装口,所述安装口的上部内活动水平设有顶升板,所述顶升板底面的前后端均竖向固接有稳定杆,所述安装口的底部固定安装有固定板,所述稳定杆的底端活动贯穿至固定板的底部外,且所述固定板与顶升板之间的稳定杆上活动套接有顶升弹簧;所述顶升板的顶面与整型座的底面抵接。
6、优选地,所述退料组件包括纵向开设在压辊上部内的安装腔和纵向设于安装腔中部内的双轴马达,所述安装腔内部的前后端均纵向转动设有与双轴马达驱动轴固接的丝杠,且两根丝杠的螺纹方向相反向设置;所述丝杠上活动套接有外推座,所述安装腔的内顶面纵向开设有矩形条口,所述外推座的顶部固接有顶端伸出矩形条口外的推块。
7、优选地,所述压辊的中部固定套接有安装环座,所述安装环座的顶部竖向固接有加固肋柱,所述安装环座与加固肋柱均嵌设安装在冲压座的板体中。
8、优选地,所述防偏位组件包括横向固接在承托板顶面中部的t型板和竖向滑动设于承托板顶面前后端的防偏板,所述t型板前后端板体的内顶面上均横向等距转动安装有多根竖置的助滑辊;所述助滑辊的辊壁面与冲压座的前后端面齐平;所述防偏板的抵接面为光滑面状。
9、优选地,所述承托板的前后端面均纵向活动穿设有纵置的u型杆,所述u型杆的内端与防偏板的外端面固接,且所述防偏板与承托板内壁之间的u型杆上活动套接有推力弹簧。
10、与现有技术相比,本发明的有益效果是:本发明通过承托板与防偏位组件的配合,便于对两个进行同步加工的板件板进行同步定位操作,同时对所放置的板材起到偏位复原调节的作用,能够在压辊进行下降时,使待加工板材中部内侧的板面与冲压座的端面贴合,有效避免在压辊对板材初步冲压时出现板体倾斜偏位的情况,避免所放置的板体因冲压偏位出现无法闭合成整圈的情况;通过整圆机构与退料组件的配合,便于对两个待加工的钣金板进行一次性的冲压整圆操作,并能够对完成冲压的钣金管进行自动脱模操作,有效提高对于板件板在进行冲压整圆时的工作效率和连续性。
技术特征:
1.一种用于高精密钣金件加工的冲压定位装置,包括底座(1)、设于底座(1)顶面上方的顶板(2)和设于顶板(2)顶部的安装架,其特征在于:所述底座(1)的顶面四角与顶板(2)之间均固接有支撑杆(3),所述底座(1)顶部设有定位座(4),所述定位座(4)的顶部开设有安装槽,所述安装槽内的两侧均安装有固定座(10),两个所述固定座(10)的相对面上均开设有放置槽,所述放置槽内均设有用于钣金件整圆的整型机构;所述定位座(4)的内顶面上竖向安装有液压缸(5),所述液压缸(5)的伸缩端底部安装有升降板(7);
2.根据权利要求1所述的一种用于高精密钣金件加工的冲压定位装置,其特征在于:所述升降板(7)的顶面四角均竖向固接有导杆(6),所述导杆(6)的顶端活动贯穿至定位座(4)顶部外;所述冲压座(8)上宽下窄的立板状结构。
3.根据权利要求1所述的一种用于高精密钣金件加工的冲压定位装置,其特征在于:所述整型机构包括纵向转动设于放置槽前后端内壁上的销轴(16)、固定套接在销轴(16)上的整型座(11)和开设在整型座(11)内端上的整型槽,所述整型座(11)为类l型块状结构;所述放置槽内部的两个整型座(11)之间间隔有用于冲压座(8)下降的收纳空间,两个所述固定座(10)之间间隔有用于整型座(11)相对向摆动用的行迹空间。
4.根据权利要求3所述的一种用于高精密钣金件加工的冲压定位装置,其特征在于:所述安装槽的内底面开设有贯穿至底座(1)的安装口,所述安装口的上部内活动水平设有顶升板(17),所述顶升板(17)底面的前后端均竖向固接有稳定杆(18),所述安装口的底部固定安装有固定板(20),所述稳定杆(18)的底端活动贯穿至固定板(20)的底部外,且所述固定板(20)与顶升板(17)之间的稳定杆(18)上活动套接有顶升弹簧(19);所述顶升板(17)的顶面与整型座(11)的底面抵接。
5.根据权利要求1所述的一种用于高精密钣金件加工的冲压定位装置,其特征在于:所述退料组件包括纵向开设在压辊(9)上部内的安装腔和纵向设于安装腔中部内的双轴马达(26),所述安装腔内部的前后端均纵向转动设有与双轴马达(26)驱动轴固接的丝杠(25),且两根丝杠(25)的螺纹方向相反向设置;所述丝杠(25)上活动套接有外推座(27),所述安装腔的内顶面纵向开设有矩形条口,所述外推座(27)的顶部固接有顶端伸出矩形条口外的推块。
6.根据权利要求5所述的一种用于高精密钣金件加工的冲压定位装置,其特征在于:所述压辊(9)的中部固定套接有安装环座(24),所述安装环座(24)的顶部竖向固接有加固肋柱,所述安装环座(24)与加固肋柱均嵌设安装在冲压座(8)的板体中。
7.根据权利要求1所述的一种用于高精密钣金件加工的冲压定位装置,其特征在于:所述防偏位组件包括横向固接在承托板(13)顶面中部的t型板(14)和竖向滑动设于承托板(13)顶面前后端的防偏板(21),所述t型板(14)前后端板体的内顶面上均横向等距转动安装有多根竖置的助滑辊(15);所述助滑辊(15)的辊壁面与冲压座(8)的前后端面齐平;所述防偏板(21)的抵接面为光滑面状。
8.根据权利要求7所述的一种用于高精密钣金件加工的冲压定位装置,其特征在于:所述承托板(13)的前后端面均纵向活动穿设有纵置的u型杆(22),所述u型杆(22)的内端与防偏板(21)的外端面固接,且所述防偏板(21)与承托板(13)内壁之间的u型杆(22)上活动套接有推力弹簧(23)。
技术总结
本发明公开了一种用于高精密钣金件加工的冲压定位装置,涉及高精密钣金件冲压加工技术领域,包括底座,底座顶部设有定位座,安装槽内的两侧均安装有固定座,放置槽内均设有整型机构;升降板的底部安装有冲压座,冲压座下部安装有压辊;压辊内部设有退料组件;承托板上安装有防偏位组件;本发明通过承托板与防偏位组件的配合,便于对两个进行同步加工的板件板进行同步定位操作,同时对所放置的板材起到偏位复原调节的作用,能够在压辊进行下降时,使待加工板材中部内侧的板面与冲压座的端面贴合,有效避免在压辊对板材初步冲压时出现板体倾斜偏位的情况,避免所放置的板体因冲压偏位出现无法闭合成整圈的情况。
技术研发人员:王伟明,杨宏
受保护的技术使用者:昆山荣科钣金科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!