一种用于锥面齿型成型的装置及其使用方法与流程
本发明属于零件加工,具体涉及一种用于锥面齿型成型的装置,同时还涉及该装置的使用方法。
背景技术:
1、锥面带齿零件可以提供较大摩擦力,使与之连接的零件不发生圆周转动,在单面连接零件中应用较多。锥面带齿零件传统模式基本使用滚齿刀进行加工,存在产品一致性差、刀具磨损快、加工效率低、批产难度大的问题,且生产成本高。
技术实现思路
1、本发明的目的在于克服上述缺点而提供一种一次成型产品一致性好、加工效率高、能够批产,且生产成本低的用于锥面齿型成型的装置及其使用方法。
2、本发明的目的及解决其主要技术问题是采用以下技术方案来实现的:
3、一种用于锥面齿型成型的装置,包括成型模、挡料板、垫片、垫块、锥面齿型,其特征在于,垫块上面安装有垫片,垫片上面安装有挡料板,挡料板上面安装有成型模,成型模上设置有向内凹进的锥面齿型。
4、所述垫片内设置有定位孔。
5、一种用于锥面齿型成型的装置的使用方法,其特征在于;包括以下步骤;
6、1)安装成型模和垫块;
7、在伺服压力机上端装夹位置安装成型模,拧紧夹紧螺栓。在伺服压力机底座安装垫块;
8、2)调试;
9、将待加工零件放在垫块上,再在零件上放上垫片,保证高度与底座平齐,在底座上方安装卸料板,来回拨动卸料板,保证卸料板移动平滑,不与零件干涉,调整伺服压力机程序,直至成型模的锥面齿型在零件上压上完整齿印,取出零件,观察零件圆周范围内齿痕长度均匀性及深度均匀性,调整底座位置,直至观察零件圆周范围内齿痕长度、深度均匀;
10、3)加工;
11、固定压力、位移及底座位置,进行整批零件加工即可。
12、本发明与现有技术相比,具有明显的有益效果;从以上技术方案可知:通过在垫块上面安装有垫片,垫片上面安装有挡料板,挡料板上面安装有成型模,成型模上设置有向内凹进的锥面齿型。成型模为装置的核心部件,成型模细长杆端安装在伺服压力机上端装夹位置,拧紧夹紧螺栓,保证在成型过程中,模具不会脱落,成型模大头端制有锥面齿型的孔,孔内壁包含齿型结构,该齿型结构角度、齿数按照带锥度面零件需求进行设计,将与零件头型配合的垫块放入伺服压力机底座,零件放在垫块上,保证头部有支撑且不易晃动,零件上方放入合适高度的垫片,保证与底座端面平齐,底座上安装一块挡料板,在零件完成冲齿后,保证零件从模具上脱落。实现了一次成型产品一致性好、加工效率高、能够批产,且生产成本低。
技术特征:
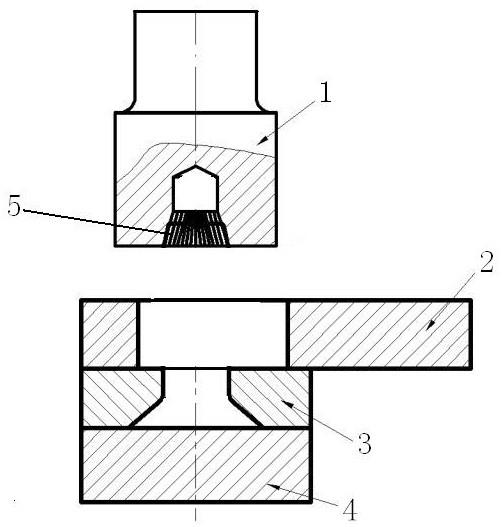
1.一种用于锥面齿型成型的装置,包括成型模(1)、挡料板(2)、垫片(3)、垫块(4)、锥面齿型(5),其特征在于,垫块(4)上面安装有垫片(3),垫片(3)上面安装有挡料板(2),挡料板(2)上面安装有成型模(1),成型模(1)上设置有向内凹进的锥面齿型(5)。
2.如权利要求1所述的一种用于锥面齿型成型的装置,其特征在于,所述垫片(3)内设置有定位孔。
3.一种用于锥面齿型成型的装置的使用方法,其特征在于;包括以下步骤;
技术总结
本发明公开了一种用于锥面齿型成型的装置,包括成型模(1)、挡料板(2)、垫片(3)、垫块(4)、锥面齿型(5),其特征在于,垫块(4)上面安装有垫片(3),垫片(3)上面安装有挡料板(2),挡料板(2)上面安装有成型模(1),成型模(1)上设置有向内凹进的锥面齿型(5)。3、一种用于锥面齿型成型的装置的使用方法,其特征在于;包括以下步骤;安装成型模和垫块,调试,加工。本发明一次成型产品一致性好、加工效率高、能够批产,且生产成本低。
技术研发人员:陈亚,王文吉,隋天龙,黄泽江,周俊杉
受保护的技术使用者:中国航空工业标准件制造有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!