难成形材料热镦上模成形浮动组合模具及其使用方法与流程
本发明属于镦制,具体涉及一种难成形材料热镦上模成形浮动组合模具,同时还涉及该模具的使用方法。
背景技术:
1、长期以来,高温合金等难加工材料的成形饱满一直是难点,现有的镦制方式是通过上模成形的方式,所用的模垫只是一个顶杆导向垫.,成形时不发生位移,也不参与成形,只是在凹模与成型零件和下模接触时,将承载凹模将力传递给模座,最终起到卸力作用。由于对产品质量越来越重视,因此对产品镦制的饱满程度要求也越来越高,现有技术中的镦制方式对于部分难成形材料和变形难度大的产品饱满程度不够,不能满足产品质量要求。
2、
技术实现思路
1、本发明的目的在于克服上述缺点而提供一种零件产品饱满,满足产品质量要求,且增加了模具的使用寿命,降低模具费用成本的难成形材料热镦上模成形浮动组合模具及其使用方法。
2、本发明的目的及解决其主要技术问题是采用以下技术方案来实现的:
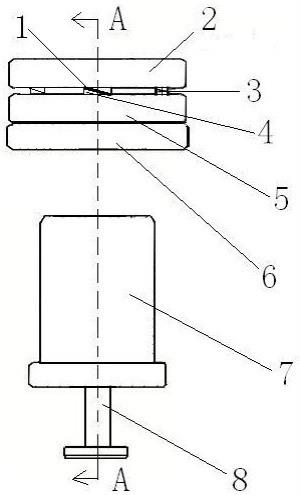
3、一种难成形材料热镦上模成形浮动组合模具,包括浮动弹簧、浮动上垫、浮动锁紧螺钉、上顶杆、浮动下垫、成形凹模、成形下模、下顶杆,其特征在于,浮动下垫内放入浮动弹簧盖上浮动上垫浮动锁紧螺钉拧入上浮动上垫穿入浮动下垫连接,浮动下垫下面安装有成形凹模,上顶杆穿过浮动上垫、浮动下垫、插入成形凹模,成形凹模下面放有成形下模内插入下顶杆。
4、所述浮动弹簧不少于3个,等距环形排列。
5、所述浮动锁紧螺钉不少于3个,等距环形排列,浮动锁紧螺钉可在浮动上垫内上下移动。
6、浮动下垫可在上顶杆外面上下移动。
7、一种难成形材料热镦上模成形浮动组合模具的使用方法,其特征在,包括以下步骤;
8、1)零件毛坯基本成形
9、将待成形零件的镦前毛坯加热后放入成形下模,浮动弹簧、浮动上垫、浮动锁紧螺钉、上顶杆、浮动下垫和成形凹模随上模座在压力机的作用下向下运行,加热零件毛坯进入成形凹模后与上顶杆下端面接触,在上顶杆的作用下加热毛坯在成形凹模中开始变形成形,基本成形完成,
10、2)零件饱满成形
11、压力机还在继续下行,成形下模与成形凹模开始接触,此时上顶杆下端面、成形凹模型腔、成形下模型腔和下顶杆上端面形成封闭型腔;压力机还在继续下行,成形下模与成形凹模的压力传递给浮动下垫,浮动下垫在压力作用下开始浮动,浮动下垫压缩浮动弹簧向浮动上垫方向移动,成形凹模和浮动下垫与上顶杆、已成型零件头部发生相对位移,该相对位移促使上顶杆和成形凹模继续压缩已成型的零件头部,让零件头部金属流动继续填充前期未填充满的模具型腔,直到浮动量满载,成形凹模、浮动上垫和浮动下垫完全贴合,成形凹模和浮动下垫与上顶杆、已成型零件头部发生相对位移停止,压力机到达下死点,凹模型腔被填充完全,压力机上行,已成型零件退出,压力机到达上死点,完成一个工作循环。
12、本发明与现有技术相比,具有明显的有益效果;从以上技术方案可知:通过在浮动下垫内放入浮动弹簧盖上浮动上垫,浮动锁紧螺钉拧入上浮动上垫穿入浮动下垫连接,浮动下垫下面安装有成形凹模,上顶杆穿过浮动上垫、浮动下垫、插入成形凹模,成形凹模下面放有成形下模内插入下顶杆。将待成形零件的毛坯加热后放入成形下模,成形凹模和浮动弹簧、浮动上垫、浮动锁紧螺钉、上顶杆、浮动下垫组成的浮动模垫组件随上模座在压力机的作用下下行,加热毛坯进入凹模后与上顶杆接触,在上顶杆的作用下加热毛坯在成形凹模中开始变形成形,基本成形完成后,成形下模与成形凹模开始接触,此时上顶杆、成形凹模型腔、成形下模型腔和下顶杆形成封闭型腔,压力机还在继续下行,成形下模与成形凹模的压力传递给浮动模组件,浮动模垫组件在压力作用下开始浮动,成形凹模和浮动模组件与上顶杆(已成型零件头部)发生相对位移,该相对位移促使上顶杆和成形凹模继续压缩已成型的零件头部,让零件头部金属流动继续填充前期未填充满的模具型腔,直到浮动量满载,成形凹模和浮动模组件与上顶杆(已成型零件头部)发生相对位移停止,压力机到达下死点,凹模型腔被填充完全,压力机上行,已成型零件退出,压力机到达上死点,用该种热镦上模成形浮动组合模具成形方式成形的零件,较传统上模成形的成形零件,外形更加饱满,外观质量更好,特别是部分难成形材料和变形难度大的产品,解决了无法镦制饱满的难题,且在模具寿命方面,由于浮动模垫的引入,镦制在最后的成形阶段是凹模和所镦制零件的相对运动成形的,该种成形方式起到了缓冲作用,降低了零件成形时对模具的冲击,增加了模具的使用寿命,从而降低模具费用成本,总之;本发明加工的零件产品饱满,满足产品质量要求,且增加了模具的使用寿命,降低模具费用成本。
技术特征:
1.一种难成形材料热镦上模成形浮动组合模具,包括浮动弹簧(1)、浮动上垫(2)、浮动锁紧螺钉(3)、上顶杆(4)、浮动下垫(5)、成形凹模(6)、成形下模(7)、下顶杆(8),其特征在于,浮动下垫(5)内放入浮动弹簧(1)盖上浮动上垫(2),浮动锁紧螺钉(3)拧入上浮动上垫(2)穿入浮动下垫(5)连接,浮动下垫(5)下面安装有成形凹模(6),上顶杆(4)穿过浮动上垫(2)、浮动下垫(5)、插入成形凹模(6),成形凹模(6)下面放有成形下模(7)内插入下顶杆(8)。
2.如权利要求1所述的难成形材料热镦上模成形浮动组合模具,其特征在于,所述浮动弹簧(1)不少于3个,等距环形排列。
3.如权利要求1所述的难成形材料热镦上模成形浮动组合模具,其特征在于,所述浮动锁紧螺钉(3)不少于3个,等距环形排列,浮动锁紧螺钉(3)可在浮动上垫(2)内上下移动。
4.如权利要求1所述的难成形材料热镦上模成形浮动组合模具,其特征在于,所述浮动下垫(5)可在上顶杆(4)外面上下移动。
5.一种难成形材料热镦上模成形浮动组合模具的使用方法,其特征在,包括以下步骤;
技术总结
本发明公开了一种难成形材料热镦上模成形浮动组合模具,包括浮动弹簧、浮动上垫、浮动锁紧螺钉、上顶杆、浮动下垫、成形凹模、成形下模、下顶杆,其特征在于,浮动下垫内放入浮动弹簧盖上浮动上垫,浮动锁紧螺钉拧入上浮动上垫穿入浮动下垫连接,浮动下垫下面安装有成形凹模,上顶杆穿过浮动上垫、浮动下垫、插入成形凹模,成形凹模下面放有成形下模内插入下顶杆。一种难成形材料热镦上模成形浮动组合模具的使用方法,其特征在,包括以下步骤;零件毛坯基本成形,零件饱满成形。本发明零件产品饱满,满足产品质量要求,且增加了模具的使用寿命,降低模具费用成本。
技术研发人员:刘勇,戴静,高辉,姚敦亮,阳志龙,赵兵华
受保护的技术使用者:中国航空工业标准件制造有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!