一种机械密封动压槽激光加工工艺参数反演及槽深加工精度控制方法
本发明涉及一种机械密封动压槽激光加工工艺参数反演及槽深加工精度控制方法,属于机械密封激光精密加工。
背景技术:
1、随着机械密封系统向运行工况复杂化方向发展,对动压槽的加工精度要求也越来越高。由于动压槽槽深的加工精度对密封性能有显著的影响,因此,精确控制动压槽槽深对于改善密封性能和运行稳定性具有重要意义。
2、目前,激光技术已广泛应用于机械密封动压槽加工,但一般仅能将槽深的加工精度在微米量级,而精确控制动压槽槽深仍然缺乏简单有效的手段。已有一些研究人员如张珊、毛文元、王衍等开展了动压槽激光加工方面的研究。其中,申请人基于槽深与激光能量密度和作用时间之间的关系,构建了一个简单有效的动压槽激光加工槽深计算模型,基于模型得到的槽深计算结果与实验结果吻合较好,但仅能用于预测不同工艺参数下的槽深,而无法获得满足目标槽深要求的工艺参数组。此外,申请人曾基于均匀实验法和交替条件期望变换(alternating conditional expectations,简称ace)法开展了螺旋槽激光加工工艺优化研究,优选出3组满足设计控制目标要求的工艺参数,所编制的程序可以较为准确地预测不同工艺参数下的槽深,但当实际槽深不满足槽深加工精度要求时,只能通过重新预测后进行动压槽加工和槽深测量等操作过程,直至实验槽深满足槽深加工精度要求,操作稍显繁琐且缺乏简单有效的措施和方法。因此,开展机械密封动压槽激光加工工艺参数反演及槽深加工精度控制具有重要的研究意义。
技术实现思路
1、鉴于此,本发明旨在提供一种机械密封动压槽激光加工工艺参数反演及槽深加工精度控制方法。
2、为了实现上述目的,本发明采用的技术方案如下:
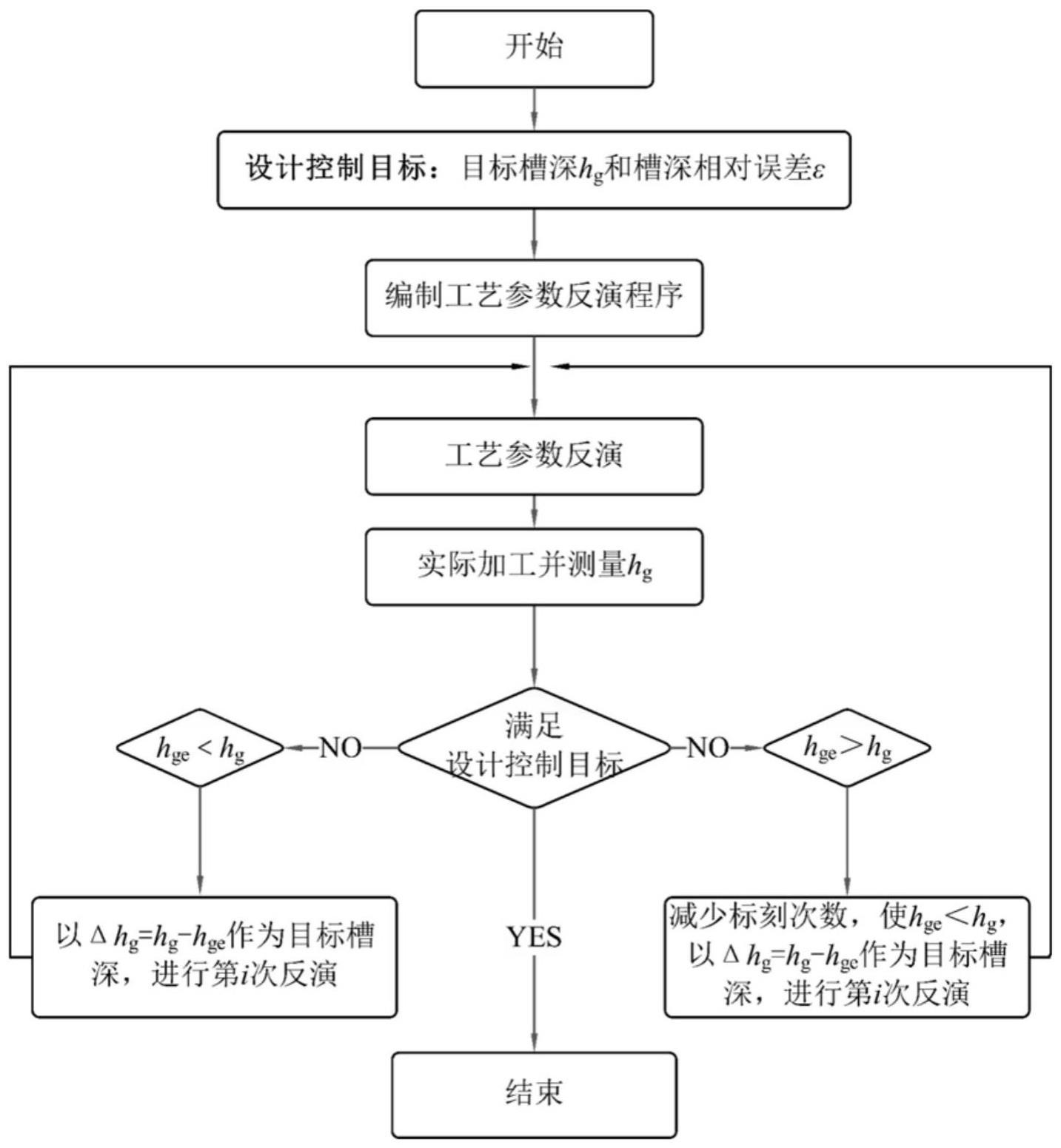
3、(1)根据动压槽加工要求,设定动压槽设计控制目标:目标槽深hg和槽深相对误差ε;
4、(2)基于动压槽激光加工槽深计算模型,编制动压槽激光加工工艺参数反演程序;
5、(3)利用反演程序进行第1次反演,获得一组满足目标槽深要求的工艺参数;
6、(4)基于第1次反演获得的工艺参数,利用光纤激光标刻机在密封环端面上完成动压槽加工,并利用表面粗糙度形状测定机测定槽深;
7、(5)若第1次反演加工后的实验槽深满足设计控制目标要求,则完成动压槽精密加工;
8、(6)若第1次反演加工后的实验槽深不满足设计控制目标,则根据实验槽深与目标槽深的大小关系,选用相应的反演方法进行多次反演加工,直至满足动压槽设计控制目标要求。
9、优选的,步骤(1)所述目标槽深:1~500μm,槽深相对误差:0~5%。
10、优选的,所述工艺参数为:激光功率1~100w,重复频率1~100khz,扫描速度1~10000mm/s,标刻次数1~100次,填充间距1~100μm。
11、优选的,所述动压槽形状不限,为矩形槽、三角形槽、螺旋槽、t形槽、u形槽、人字形槽、直线槽、圆弧槽中的任一种。
12、优选的,所述密封环材料不限,包括碳化硅、碳化钨、不锈钢等。
13、优选的,所述实验槽深与目标槽深的大小关系为:实验槽深大于目标槽深或实验槽深小于目标槽深。
14、优选的,所述反演方法为:当第1次反演加工后的实验槽深小于目标槽深时,第2次反演是第1次反演的槽深误差作为目标槽深,并以此类推进行多次反演加工;当第1次反演加工后的实验槽深大于目标槽深时,可通过减小标刻次数使实验槽深小于目标槽深,然后以目标槽深与缩减标刻次数的实验槽深之差作为第2次反演的目标槽深,并以此类推进行多次反演加工。
15、优选的,所述动压槽激光加工槽深计算模型为:
16、
17、式中,hg为目标槽深;p为激光功率;f为重复频率;r0为聚焦光斑半径;n为标刻次数;τ为脉冲宽度;lmark为标刻长度;vscan为扫描速度;pth为烧蚀功率阈值。
18、优选的,槽深误差计算模型为:
19、δhg=hge-hg
20、式中,δhg为槽深误差;hge为实验槽深或实验槽深。
21、优选的,所述槽深相对误差计算模型为:
22、
23、本发明的优点:本发明所提出的一种机械密封动压槽激光加工工艺参数反演及槽深加工精度控制方法,基于动压槽激光加工槽深计算模型所编制的反演程序,一般仅需1次反演可直接获得满足目标槽深和槽深相对误差要求的工艺参数,若实验槽深与目标槽深偏差偏差较大时,可根据实验槽深与目标槽深的偏差关系,通过2~3次反演即可获得满足目标槽深和槽深相对误差要求的工艺参数,实现动压槽的精密加工,具有操作流程简单,试验次数少,加工精度高,低成本,效率高等特点。
24、本发明的有益效果:本发明不仅可以应用于机械密封动压槽激光精密加工,还可以应用于其他领域的微槽精密加工,可为各类机械密封动压槽或其他领域微槽槽深精确控制提供理论指导和技术支撑。
技术特征:
1.一种机械密封动压槽激光加工工艺参数反演及槽深加工精度控制方法,其特征在于,所述方法包括以下步骤:
2.根据权利要求1所述的机械密封动压槽激光加工工艺参数反演及槽深加工精度控制方法,其特征在于:所述目标槽深hg为1~500µm,槽深相对误差ε为0~5%。
3.根据权利要求1所述的机械密封动压槽激光加工工艺参数反演及槽深加工精度控制方法,其特征在于:所述工艺参数为激光功率1~100w,重复频率1~100khz,扫描速度1~10000mm/s,标刻次数1~100次,填充间距1~100μm。
4.根据权利要求1所述的机械密封动压槽激光加工工艺参数反演及槽深加工精度控制方法,其特征在于:所述动压槽形状不限,为矩形槽、三角形槽、螺旋槽、t形槽、u形槽、人字形槽、直线槽、圆弧槽中的任一种。
5.根据权利要求1所述的机械密封动压槽激光加工工艺参数反演及槽深加工精度控制方法,其特征在于:所述密封环材料不限,包括碳化硅、碳化钨或不锈钢。
6.根据权利要求1所述的机械密封动压槽激光加工工艺参数反演及槽深加工精度控制方法,其特征在于:所述实验槽深与目标槽深的大小关系为实验槽深大于目标槽深或实验槽深小于目标槽深。
7.根据权利要求1所述的机械密封动压槽激光加工工艺参数反演及槽深加工精度控制方法,其特征在于:所述反演方法为当第1次反演加工后的实验槽深小于目标槽深时,则第2次反演是第1次反演的槽深误差作为目标槽深,并以此类推进行多次反演加工;当第1次反演加工后的实验槽深大于目标槽深时,可通过减小标刻次数使实验槽深小于目标槽深,然后以目标槽深与缩减标刻次数的实验槽深之差作为第2次反演的目标槽深,并以此类推进行多次反演加工。
8.根据权利要求1所述的机械密封动压槽激光加工工艺参数反演及槽深加工精度控制方法,其特征在于:所述槽深误差计算模型为。
9.根据权利要求1所述的机械密封动压槽激光加工工艺参数反演及槽深加工精度控制方法,其特征在于:所述槽深相对误差计算模型为。
10.根据权利要求1所述的机械密封动压槽激光加工工艺参数反演及槽深加工精度控制方法,其特征在于:所述机械密封动压槽激光加工槽深计算模型为
技术总结
本发明公开了一种机械密封动压槽激光加工工艺参数反演及槽深加工精度控制方法,具体包括以下步骤:首先设定动压槽的设计控制目标,即目标槽深和槽深相对误差;其次基于动压槽激光加工槽深计算模型,编制工艺参数反演程序;最后利用工艺参数反演程序进行单次或多次反演加工,使槽深满足动压槽设计控制目标要求。本发明可以实现对机械密封动压槽槽深的精确控制,能够有效提升动压槽槽深的加工精度,具有高效精准、操作简单等特点。
技术研发人员:毛文元,陈硕,刘小磊,宋鹏云,许恒杰
受保护的技术使用者:昆明理工大学
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!