一种自动喷射钎焊料液滴点焊机的制作方法
本发明涉及一种钎焊料焊接装置,尤其是一种自动喷射钎焊料液滴点焊机。
背景技术:
1、目前现有技术,中国专利201420616663.1,一种自动化机械手臂,所述导柱上安装有能沿导柱上下移动的活动板,所述活动板后端面安装有驱动器,所述活动板的前端面固定安装有焊锡液存储室,所述焊锡液存储室下端安装有直管,所述直管端部一体成型有焊接头,所述机械手臂的竖直壁上通过激光头固定架连接一个激光头,激光头输入连接有激光头运动控制器,所述激光头还电性连接有中央处理器,中央处理器分别连接有机械臂动作执行控制器和光电感应器。存在问题是:不能实现自动控制焊点大小。
2、中国专利201820789933.7,了一种驾驶室点焊机器人装置,其结构包括底座、驱动器、活动器、气缸、垂直活动臂、电缆、水平活动臂、单项电磁阀、固定板、活动块、进气柱、吸锡装置、导热器、焊头,本结构上设有吸锡装置,在进行使用时通过驱动器使焊头加热,对工件进行焊接,在产生焊锡液时,启动单项电磁阀,使气体进入导阀腔,从而挤压活塞推杆与弹簧至吸嘴的尾部,然后接通外接电源端子,使线圈得电,从而使主阀与推杆下滑,从而气体只能从小孔进入推杆上方,挤压推杆,使其阻隔气体进入另一侧,然后弹簧回弹,产生吸力,吸收焊锡液。存在问题是:不能控制焊点大小,即锡液量的调节不方便。
技术实现思路
1、本发明的目的是:提供一种自动喷射钎焊料液滴点焊机,它具有部件自动移动,伺服电机精确定位焊点的特点。
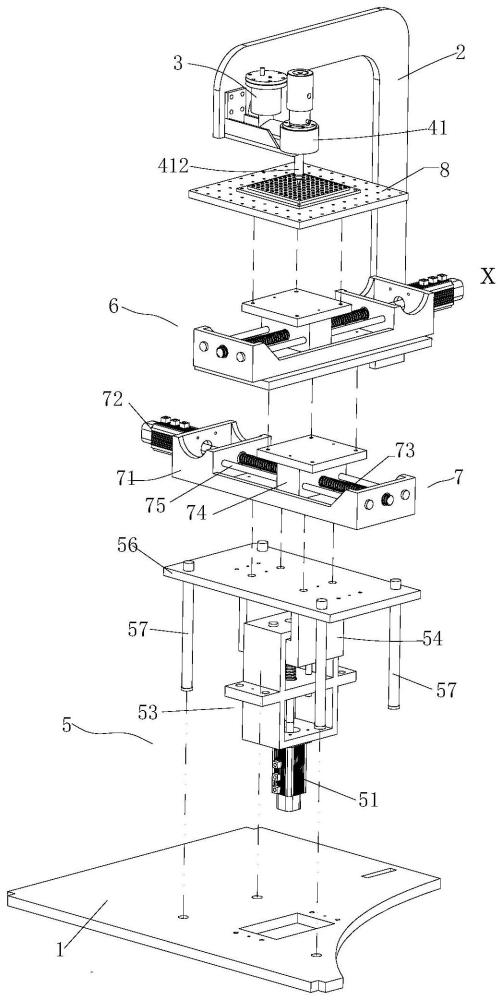
2、本发明是这样实现的:一种自动喷射钎焊料液滴点焊机,其特殊之处在于:包括机座板、焊头支架、钎焊料熔化装置、喷射液滴点焊头、z轴升降装置、y轴移动装置、x轴移动装置和伺服定位平台,
3、喷射液滴点焊头包括焊头主体、密封盖、冷却室、冷却室隔管、柔性膜、压电伸缩器和壳体,
4、焊头主体包括喷射熔腔、喷射嘴和环绕喷射嘴的加热圈,喷射熔腔上设有沉孔;冷却室具有上下开口、冷却水进水接口和冷却水出水接口;
5、柔性膜设在沉孔内、密封盖的头部插入沉孔内将柔性膜固定且密封,冷却室与壳体和密封盖连接且密封,压电伸缩器设在壳体内并与驱动杆紧固连接、冷却室隔管与壳体与密封盖连接且密封,压电伸缩器的驱动杆经冷却室隔管与柔性膜固定且密封;喷射熔腔与钎焊料熔化装置连通;
6、焊头支架设在机座板上,钎焊料熔化装置与焊头支架固定,喷射液滴点焊头与钎焊料熔化装置连通;z轴升降装置设在机座板上,y轴移动装置设在z轴升降装置上,x轴移动装置设在y移动装置上,伺服定位平台设在x轴移动装置上,喷射液滴点焊头与伺服定位平台相对应;x轴移动装置和y轴移动装置工作,对伺服定位平台上的待焊接器件依次点焊;正弦波脉冲电压值的大小控制压电伸缩器的伸缩行程量从而控制钎焊料液滴的喷射焊接体积量。
7、优选的:所述钎焊料熔化装置包括坩锅、坩锅盖、熔化电加热体、氮气压力调压阀和测温管,
8、坩锅盖与坩锅的上开口可拆卸配合且密封,熔化电加热体包裹坩锅的底板和周向壁,氮气压力调压阀经坩锅盖的氮气接口与坩锅连通,对坩锅内熔化的钎焊料液体施加调节好的恒定压力使料液从喷射嘴出口溢出,测温管经坩锅盖伸入坩锅内;坩锅的底部与所述喷射溶腔连通。
9、优选的:所述焊头主体上还设在进液管和将进液管与喷射熔腔连通的单向增压通道,单向增压通道的直径小于进液管、喷射嘴通道的直径;
10、所述坩锅的底部设有出液管;出液管和进液管连通。
11、优选的:还包括保温层,保温层包裹进液管和出液管。
12、优选的:所述压电伸缩器通过正弦波脉冲电压值的大小控制喷射液滴量。
13、优选的:所述z轴升降装置包括电机、螺杆、座体、上开口的升降框架、导向杆和支撑座板,
14、座体包括固定座板、中空固定座和活动腔;升降框架包括底横架板和二个纵向架板,底横架板上设有螺孔;
15、底横架板在活动腔内上下移动,导向杆与活动腔的顶板和底板固定、与底横架板上的导向孔滑动配合;电机固定在底体的底部,螺杆与铰接座转动配合,螺杆与螺孔配合;纵向架板与支撑座板固定;y轴移动装置固定在支撑座板上。
16、优选的:还包括装置导杆,装置导杆上端与支撑座板固定、下部与机座板上的导向孔滑动配合。
17、优选的:所述y轴移动装置包括y底座、y电机、y螺杆、y滑块和y横向导杆,
18、y座体包括悬空腔和y滑块移动腔;
19、y电机与y底座固定,螺杆的轴头与y滑动移动腔的端板枢接,y螺杆的传动杆伸入悬空腔内与y电机的轴固定;y横向导杆两端与y滑块移动腔两端板固定,y滑块的导向孔与y横向导杆滑动配合,y螺杆与y滑块的螺孔螺合;
20、所述x移动装置与y滑块固定。
21、优选的:所述x轴移动装置包括x底座、x电机、x螺杆、x滑块和x横向导杆,
22、x座体包括悬空腔和x滑块移动腔;
23、x电机与x底座固定,x螺杆的轴头与x滑动移动腔的端板枢接,x螺杆的传动杆伸入悬空腔内与x电机的轴固定;x横向导杆两端与x滑块移动腔两端板固定,x滑块的导向孔与x横向导杆滑动配合,x螺杆与x滑块的螺孔螺合。
24、本发明一种自动喷射钎焊料液滴点焊机,z轴升降装置实现电子部件的装载及升降,x轴移动装置和y轴移动装置相互协同,实现电子部件移动并逐个与喷射液滴点焊头相对焊接,正弦波脉冲电压值的大小控制焊点,精确可靠。
技术特征:
1.一种自动喷射钎焊料液滴点焊机,其特征在于:包括机座板、焊头支架、钎焊料熔化装置、喷射液滴点焊头、z轴升降装置、y轴移动装置、x轴移动装置和伺服定位平台,
2.根据权利要求1所述的一种自动喷射钎焊料液滴点焊机,其特征在于:所述钎焊料熔化装置包括坩锅、坩锅盖、熔化电加热体、氮气压力调压阀和测温管,
3.根据权利要求2所述的一种自动喷射钎焊料液滴点焊机,其特征在于:所述焊头主体上还设在进液管和将进液管与喷射熔腔连通的单向增压通道,单向增压通道的直径小于进液管、喷射嘴通道的直径;
4.根据权利要求3所述的一种自动喷射钎焊料液滴点焊机,其特征在于:还包括保温层,保温层包裹进液管和出液管。
5.根据权利要求1所述的一种自动喷射钎焊料液滴点焊机,其特征在于:所述压电伸缩器通过正弦波脉冲电压值的大小控制喷射液滴量。
6.根据权利要求1、2、3、4或5所述的一种自动喷射钎焊料液滴点焊机,其特征在于:所述z轴升降装置包括电机、螺杆、座体、上开口的升降框架、导向杆和支撑座板,
7.根据权利要求6所述的一种自动喷射钎焊料液滴点焊机,其特征在于:还包括装置导杆,装置导杆上端与支撑座板固定、下部与机座板上的导向孔滑动配合。
8.根据权利要求6所述的一种自动喷射钎焊料液滴点焊机,其特征在于:所述y轴移动装置包括y底座、y电机、y螺杆、y滑块和y横向导杆,
9.根据权利要求8所述的一种自动喷射钎焊料液滴点焊机,其特征在于:所述x轴移动装置包括x底座、x电机、x螺杆、x滑块和x横向导杆,
技术总结
一种自动喷射钎焊料液滴点焊机,包括机座板、焊头支架、钎焊料熔化装置、喷射液滴点焊头、Z轴升降装置、Y轴移动装置、X轴移动装置和伺服定位平台,柔性膜设在沉孔内、密封盖的头部插入沉孔内将柔性膜固定且密封,冷却室与壳体和密封盖连接且密封,压电伸缩器设在壳体内,冷却室隔管与壳体与密封盖连接且密封,压电伸缩器的驱动杆经冷却室隔管与柔性膜固定且密封;喷射熔腔与钎焊料熔化装置连通;Z轴升降装置、Y轴移动装置和X轴移动装置实现伺服定位平台位移。Z轴升降装置实现电子部件的装载及升降,X轴移动装置和Y轴移动装置相互协同,实现电子部件逐个与喷射液滴点焊头相对焊接,正弦波脉冲电压值的大小控制焊点,精确可靠。
技术研发人员:沈倩友
受保护的技术使用者:沈倩友
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!