一种电火花超声辅助的铣削加工装置及方法
本发明属于电火花加工设备,具体涉及一种电火花超声辅助的铣削加工装置及方法。
背景技术:
1、铣削加工机床一般应用于对工件进行铣削加工或对工件的表面进行铣削加工或抛光,通常铣刀旋转运动为主运动,工件和铣刀通过平面移动装置的移动为进给运动。加工时,铣刀高速旋转并按照既定的路径对工件的外表面进行加工;但是在切削过程中在工件表面所受的阻力较大,不仅对铣刀损耗大,而且切削加工时也比较困难,难以切除。
2、公开号为“cn212191604u”的中国专利公开了一种超声电火花辅助铣削立铣刀及铣床,包括刀具本体,刀具本体的铣削端设置有铣削刀片组以及放电电极组,放电电极组通过空气作为介质放电于待加工工件上,而且待加工工件与充能装置连接,使得充能装置、放电电极组以及待加工工件之间组成回路,电极放电击穿放电电极组与待加工工件之间的间隙产生高温,使待加工表面特性发生改变,软化待加工工件表面,生成易切削的变性层,便于切除,也不会损耗铣削刀片组。
3、上述中国专利中,通过在刀具末端设置放电电极组,通过放电电极组与加工工件组成回路,电极组放电产生的电火花轰击在加工工件表面,从而在加工工件表面产生高温,使其特性改变而便于切除。但是由于切除刀具本身大部分采用的是金属材质,且放电电极组安装在刀具的末端;放电电极组产生的电火花轰击在加工工件表面的同时,电火花将传递到刀具上,影响刀具的特性,从而对加工工件的切割产生影响。
技术实现思路
1、本发明的目的在于提供一种电火花超声辅助的铣削加工装置及方法。
2、第一方面,本发明一种电火花超声辅助的铣削加工装置,其包括机架、工作台,以及安装在机架上的切削模块和电火花发生模块;其特征在于:所述的工作台安装在机架上,用于装夹工件;所述的切削模块包括刀具、超声振动模块、超声供能模块和驱动模块;驱动模块包括能够沿竖直方向进行运动的主轴箱;主轴箱底端转动连接有主轴;主轴能够在动力元件的驱动下旋转;超声振动模块安装在主轴上;刀具安装在超声振动模块的底端;超声振动模块用于带动刀具沿竖直方向往复运动;所述的电火花发生模块安装在主轴箱上,用于对被加工工件进行周期性放电处理。
3、所述的超声供能模块包括永磁铁和电感线圈;永磁铁与主轴箱固定;电感线圈固定在主轴上;电感线圈与永磁铁在主轴的轴线方向上位置对应;电感线圈随主轴转动的过程中,切割永磁铁的磁感线,产生感应电流,为超声振动模块供电。
4、工作过程中,旋转的刀具对工件进行切削,同时,电火花发生模块对被加工工件进行周期性放电,超声振动模块带动刀具进行周期性上下往复运动;刀具的上下往复运动周期与电火花发生模块的放电周期相等;每当刀具到达最远离工件的位置时,电火花发生模块对被加工工件进行放电,使得电火花发生模块每次放电时刀具均处于与工件分离的状态。
5、作为优选,所述的超声供能装置还包括支撑杆和线圈底座;竖直设置的支撑杆的顶与主轴箱固定。永磁铁固定连接在支撑杆的底端。永磁铁呈扇环状,且圆心在主轴的轴线上。线圈底座与主轴固定。电感线圈安装在线圈底座上。
6、作为优选,所述的超声振动模块包括超声换能装置和超声变幅杆。超声波换能器固定在线圈底座的底部;超声变幅杆安装在超声波换能器上。刀具固定连接在超声变幅杆的底端。
7、作为优选,所述超声振动模块的振幅为4.37μm,振动频率为25.34khz。
8、作为优选,工作过程中,放电电针的尖端与工件的间距为0.01-0.05mm。
9、第二方面,一种电火花超声辅助铣削加工装置的铣削加工方法,包括以下步骤:
10、步骤一、将被加工工件安装在工作台上。
11、步骤二、设置刀具的加工轨迹。
12、步骤三、调节电火花发生模块的放电端与被加工工件的被加工表面的间距至预设距离。
13、步骤四、主轴带动刀具和电感线圈旋转;旋转的电感线圈通过切割永磁铁上的磁感线,产生电流,对超声换能装置供电。超声换能装置带动刀具进行周期性上下往复运动。
14、步骤五、刀具沿着加工轨迹对被加工工件进行铣削。在铣削过程中,每当刀具在超声换能装置的带动下到达最远离工件的位置时,电火花发生模块对被加工工件进行放电。
15、本发明具有的有益效果是:
16、1、本发明对刀具进行周期性上下往复运动;同时,电火花发生模块进行周期性放电。刀具的上下往复运动周期与电火花发生模块的放电周期相等;每当刀具到达最远离工件的位置时,电火花发生模块对被加工工件进行放电,使得电火花发生模块每次放电时刀具均处于与工件分离的状态;避免了因刀具与放电电针的间隙过小,放电电针在对加工工件放电时,传递到刀具上,对刀具造成损伤。
17、2、本发明刀具采用振动的方式对加工工件进行铣削;在每一次振动铣削的过程中,刀具将从加工工件的铣削表面向远离加工工件的方向运动;在该运动过程中增加了刀具与加工工件的间隙,便于切削液进入间隙中,带出加工时产生的残屑,减少残屑对刀具的影响。
技术特征:
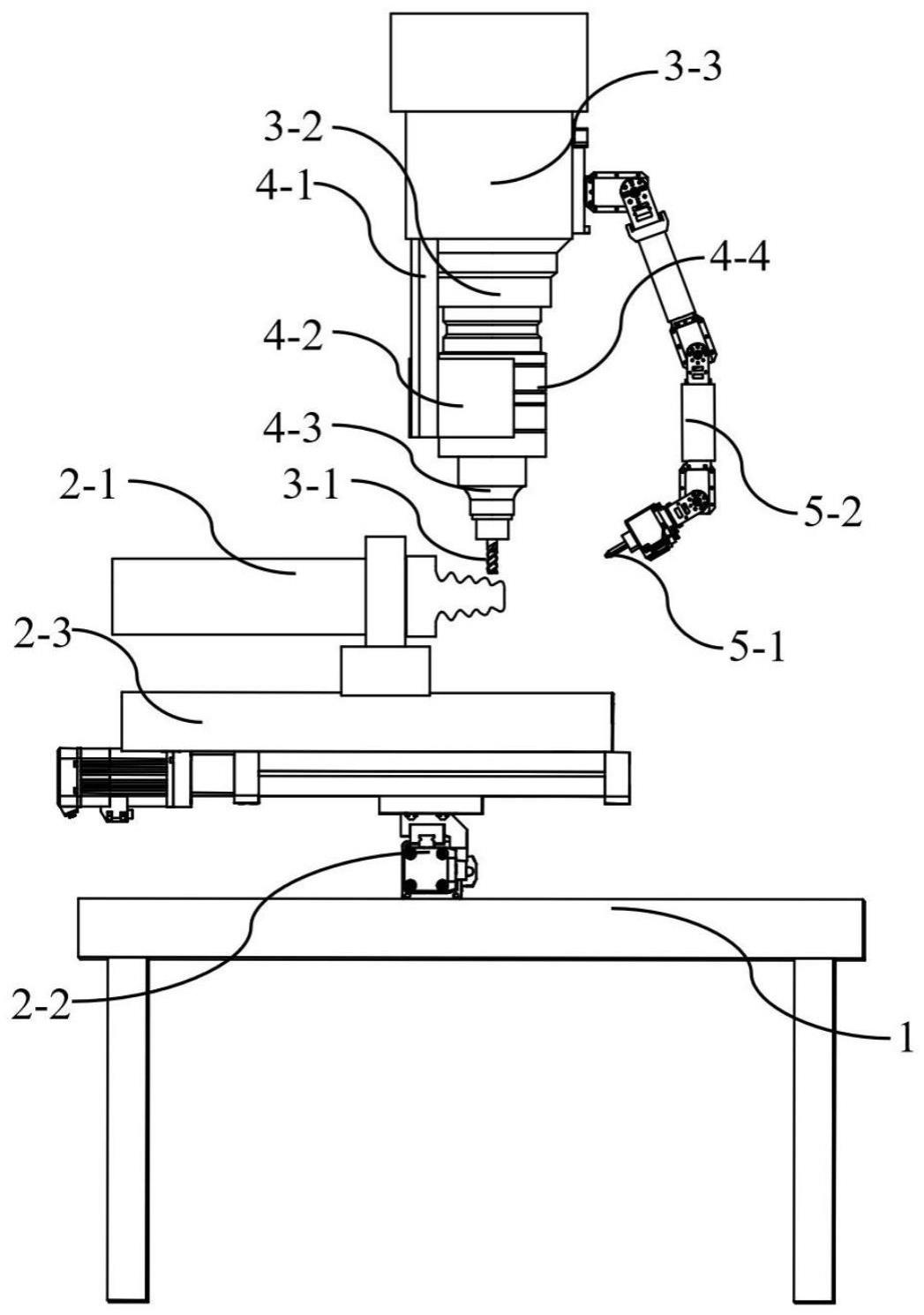
1.一种电火花超声辅助铣削加工装置,包括机架(1)、工作台,以及安装在机架(1)上的切削模块和电火花发生模块;其特征在于:所述的工作台安装在机架(1)上,用于装夹工件;所述的切削模块包括刀具(3-1)、超声振动模块、超声供能模块和驱动模块;驱动模块包括能够沿竖直方向进行运动的主轴箱(3-3);主轴箱(3-3)底端转动连接有主轴;主轴能够在动力元件的驱动下旋转;超声振动模块安装在主轴上;刀具(3-1)安装在超声振动模块的底端;超声振动模块用于带动刀具(3-1)沿竖直方向往复运动;所述的电火花发生模块安装在主轴箱(3-3)上,用于对被加工工件进行周期性放电处理;
2.如权利要求1所述的一种电火花超声辅助的铣削加工装置,其特征在于:所述的超声供能装置还包括支撑杆(4-1)和线圈底座(4-4);竖直设置的支撑杆(4-1)的顶与主轴箱(3-3)固定;永磁铁(4-2)固定连接在支撑杆(4-1)的底端;永磁铁(4-2)呈扇环状,且圆心在主轴的轴线上;线圈底座(4-4)与主轴固定;电感线圈安装在线圈底座(4-4)上。
3.如权利要求2所述的一种电火花超声辅助的铣削加工装置,其特征在于:所述的超声振动模块包括超声换能装置和超声变幅杆;超声波换能器(4-3)固定在线圈底座(4-4)的底部;超声变幅杆安装在超声波换能器(4-3)上;刀具(3-1)固定连接在超声变幅杆的底端。
4.如权利要求1所述的一种电火花超声辅助的铣削加工装置,其特征在于:所述的电火花发生模块包括放电电针(5-1)、测距传感器、工业机器人(5-2)和充能装置;工业机器人(5-2)的底座固定连接在主轴箱(3-3)上;放电电针(5-1)和测距传感器均设置在工业机器人(5-2)的末端;充能装置固定在机架(1)上;工业机器人(5-2)用于带动放电电针(5-1)移动至工件的被切削位置。
5.如权利要求1所述的一种电火花超声辅助的铣削加工装置,其特征在于:所述的工作台包括位移驱动机构,以及安装在位移驱动机构上的夹持底座(2-1);位移驱动机构包括第一滑台组件(2-2)和第二滑台组件(2-3);第一滑台组件(2-2)和第二滑台组件(2-3)用于带动夹持底座(2-1)进行水平移动。
6.如权利要求1所述的一种电火花超声辅助的铣削加工装置,其特征在于:所述的第一滑台组件(2-2)包括第一导轨、第一滑块和第一驱动组件;第一导轨固定在机架(1)上;第一滑块与第一导轨构成滑动副;第一驱动组件用于驱动第一滑块滑动;第二滑台组件(2-3)安装在第一滑块上;第二滑台组件(2-3)包括第二导轨、第二滑块第二驱动组件;第二导轨固定连接在第一滑块上,且第二导轨的长度方向垂直于第一滑块的滑动方向;第二滑块与第二导轨构成滑动副;第二驱动组件用于驱动第二滑块滑动。
7.如权利要求2所述的一种电火花超声辅助的铣削加工装置,其特征在于:所述的驱动模块还包括超声刀柄(3-2);超声刀柄(3-2)固定连接在主轴箱(3-3)的主轴上;线圈底座(4-4)固定在超声刀柄(3-2)的底端。
8.如权利要求2所述的一种电火花超声辅助的铣削加工装置,其特征在于:所述超声振动模块的振幅为4.37μm,振动频率为25.34khz。
9.如权利要求3所述的一种电火花超声辅助的铣削加工装置,其特征在于:工作过程中,放电电针(5-1)的尖端与工件的间距为0.01-0.05mm。
10.如权利要求2所述的一种电火花超声辅助的铣削加工装置的铣削加工方法,其特征在于:包括以下步骤:
技术总结
本发明公开了一种电火花超声辅助的铣削加工装置,其包括机架,以及安装在机架上的切削模块和电火花发生模块;所述的切削模块包括刀具、超声振动模块和驱动模块;驱动模块包括能够沿竖直方向进行运动的主轴箱;主轴箱底端转动连接有主轴;主轴能够在动力元件的驱动下旋转;超声振动模块安装在主轴上;超声振动模块用于带动刀具沿竖直方向往复运动;所述的电火花发生模块安装在主轴箱上,用于对被加工工件进行周期性放电处理。本发明通过对刀具采用振动式驱动;通过在驱动刀具远离加工工件表面时,放电电针对加工工件表面进行放电处理;避免了刀具与放电电针长时间的间隔过近,导致放电电针在对加工工件放的电传递到刀具上,对刀具造成损伤。
技术研发人员:张振,李兴科,倪敬,杨肖,赵慧俊,郭宗福,李祖吉
受保护的技术使用者:杭州电子科技大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!