热轧粗轧机组除尘系统及其除尘方法与流程
本发明涉及热轧环保,具体涉及一种热轧粗轧机组除尘系统及其除尘方法。
背景技术:
1、早期建设的热轧主生产线在当时的历史条件下,一般在粗轧机组未配套除尘系统,生产过程中产生大量的氧化铁皮粉尘,导致现场粉尘、灰尘大,清扫工作量大,职工工作环境差,同时粉尘也有较高的外溢风险,随着环保理念、职业卫生和企业创a目标的日益深入和提升,对标国内外行业先进企业,创建一个洁净健康的工作环境,降低粉尘外溢影响,满足超低排放标准,创建城市绿色钢厂,保护环境,新增配套或者改造粗轧机组除尘系统,提升系统除尘效果成为必然。
2、近期特别是近十年左右新上的很多生产线粗轧机组安装了除尘系统,因为理论上的原因,流行塑烧板除尘技术,该技术在热轧生产线多有使用,但经过较长时间的运行实践,该除尘方法存在较多的问题,主要表现在阻力大,压差大,塑烧板再生修复困难,需保温加热措施等,运行成本高,维护工作量大,劳动强度高等。
3、分析热轧产线含尘烟气特点,发现其成分主要为氧化铁粉,含尘总量相对不太高,根据轧制品种有较大幅度的变化,但因轧线冷却系统、除鳞系统大量用水,烟气含水量大,并且含少量因高温汽化带入的油,这一特点对塑烧板除尘系统压差及再生影响大,长时间运行更加明显,另外冬季还容易出现低温结冰影响系统正常运行的情况。
技术实现思路
1、本发明的目的就是针对上述技术的不足,提供一种热轧粗轧机组除尘系统及其除尘方法,运行可靠性好,达到超低排放标准,且能利用热轧产线配套的大能力水处理系统处理冲洗污水,减少投资。
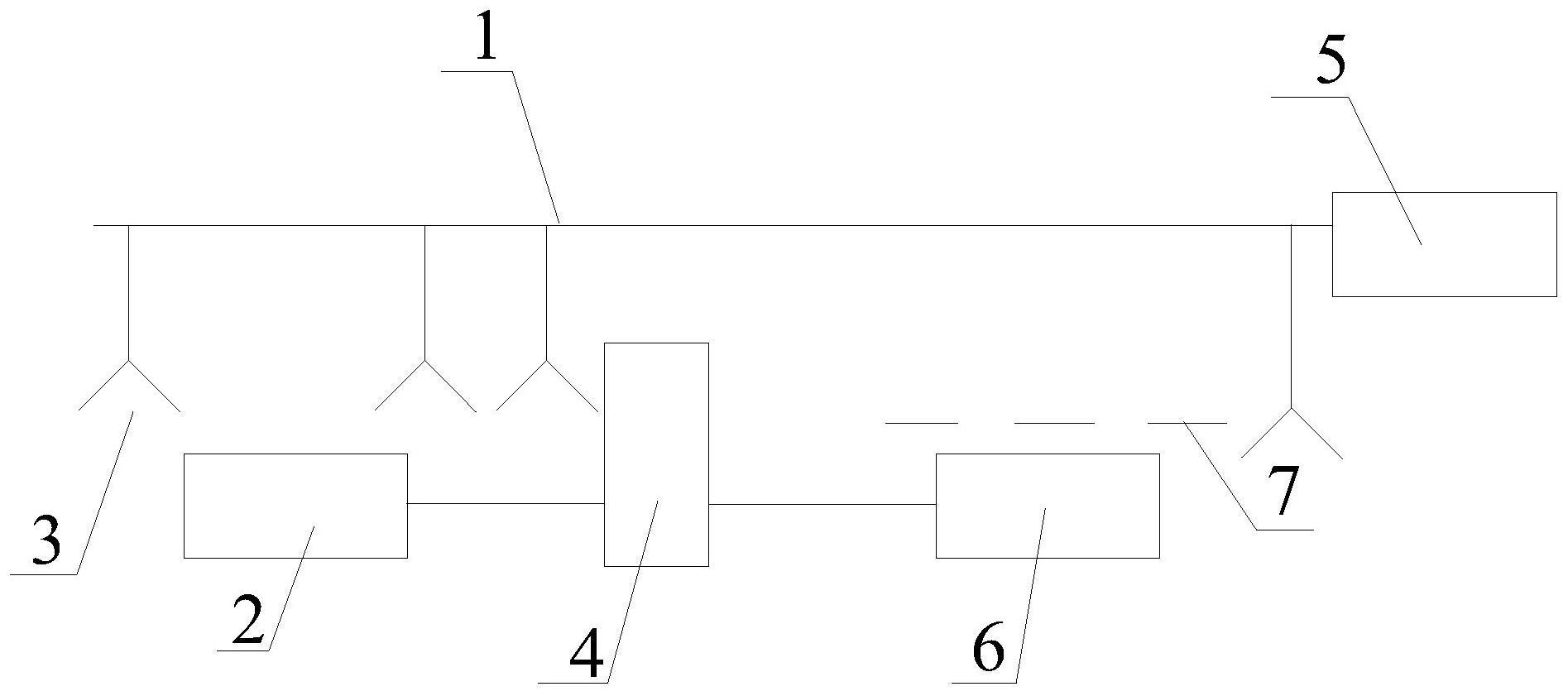
2、为实现上述目的,本发明所设计的热轧粗轧机组除尘系统,包括除尘主风道,在第一平辊轧机的前后辊道及侧导板上方布置吸尘罩,在立辊轧机的前辊道及侧导板上方布置吸尘罩,在第二平辊轧的出口布置负压区隔板形成吸尘罩,所述吸尘罩与所述除尘主风道相连,所述除尘主风道连有卧式湿电除尘装置,所述卧式湿电除尘装置配置有变频风机,所述卧式湿电除尘装置的入口设有两层气流多孔分布板和增湿装置,所述增湿装置采用水、气两介质喷嘴,极配采用宽平板极板芒刺线极线,所述卧式湿电除尘装置的出口处设置两层对置槽形板除雾装置。
3、优选地,所述吸尘罩的两侧均安装有防火密封帘。
4、优选地,在立辊轧机的入口安装挡尘门配吸风管。
5、优选地,在第二平辊轧机的入口导卫和出口导卫安装有可伸缩抽风管道,第二平辊轧机出口布置的吸尘罩配有吸风管,第二平辊轧机的入口导卫和出口导卫设有压尘水集管,第二平辊轧机的侧面布置有压尘水集管。
6、优选地,在立辊轧机和第二平辊轧机顶部的空档处设置防火密封帘。
7、优选地,所述吸尘罩采用旋转方式安装。
8、优选地,在所述吸尘罩与钢板测温装置干涉的点开孔。
9、一种所述热轧粗轧机组除尘系统的除尘方法,采用喷水冲洗方式,冲洗方式按水膜喷水和冲洗喷水两种制度排列,水膜喷水包括气流分布板水膜喷水和阳极水膜喷水两部分,轧机工作时,水膜喷水一直工作,在气流分布板和阳极板上形成不断向下流动水膜,达到清灰的目的,轧机停止或交接班时使用冲洗喷水对电场进行冲洗,冲洗水及除尘主风道的冷凝水进入集水坑,由排污泵抽至轧线冲渣沟再进入水处理系统处理。
10、优选地,喷水冲洗的水来自于热轧产线配套的大能力水处理系统,减少投资。
11、本发明与现有技术相比,具有以下优点:
12、1、在粗轧机械区域安装卧式湿电除尘装置,运行可靠性好,针对性地根据烟气成分特点,采用多级电场叠加除尘,提高除尘效率,达到超低排放标准;
13、2、工艺简单、便于应用,增设的装置不影响现有区域设备运行和维护;
14、3、能利用热轧产线配套的大能力水处理系统处理冲洗污水,减少投资,工作任务量和劳动强度小;
15、3、日常运行基本免维护,兼顾节能与环保,降低了运行成本,达到超低排放要求。
技术特征:
1.一种热轧粗轧机组除尘系统,包括除尘主风道(1),其特征在于:在第一平辊轧机(2)的前后辊道及侧导板上方布置吸尘罩(3),在立辊轧机(4)的前辊道及侧导板上方布置吸尘罩(3),在第二平辊轧(6)的出口布置负压区隔板形成吸尘罩(3),所述吸尘罩(3)与所述除尘主风道(1)相连,所述除尘主风道(1)连有卧式湿电除尘装置(5),所述卧式湿电除尘装置(5)配置有变频风机,所述卧式湿电除尘装置(5)的入口设有两层气流多孔分布板和增湿装置,所述增湿装置采用水、气两介质喷嘴,极配采用宽平板极板芒刺线极线,所述卧式湿电除尘装置(5)的出口处设置两层对置槽形板除雾装置。
2.根据权利要求1所述热轧粗轧机组除尘系统,其特征在于:所述吸尘罩(3)的两侧均安装有防火密封帘。
3.根据权利要求1所述热轧粗轧机组除尘系统,其特征在于:在立辊轧机(4)的入口安装挡尘门配吸风管。
4.根据权利要求1所述热轧粗轧机组除尘系统,其特征在于:在第二平辊轧机(6)的入口导卫和出口导卫安装有可伸缩抽风管道,所述第二平辊轧(6)机出口布置的吸尘罩(3)配有吸风管,第二平辊轧机(6)的入口导卫和出口导卫设有压尘水集管(7),第二平辊轧机(6)的侧面布置有压尘水集管(7)。
5.根据权利要求1所述热轧粗轧机组除尘系统,其特征在于:在立辊轧机(4)和第二平辊轧机(6)顶部的空档处设置防火密封帘。
6.根据权利要求1所述热轧粗轧机组除尘系统,其特征在于:所述吸尘罩(3)采用旋转方式安装。
7.根据权利要求1所述热轧粗轧机组除尘系统,其特征在于:在所述吸尘罩(3)与钢板测温装置干涉的点开孔。
8.一种如权利要求1所述热轧粗轧机组除尘系统的除尘方法,其特征在于:采用喷水冲洗方式,冲洗方式按水膜喷水和冲洗喷水两种制度排列,水膜喷水包括气流分布板水膜喷水和阳极水膜喷水两部分,轧机工作时,水膜喷水一直工作,在气流分布板和阳极板上形成不断向下流动水膜,达到清灰的目的,轧机停止或交接班时使用冲洗喷水对电场进行冲洗,冲洗水及除尘主风道(1)的冷凝水进入集水坑,由排污泵抽至轧线冲渣沟再进入水处理系统处理。
9.根据权利要求8所述热轧粗轧机组除尘系统的除尘方法,其特征在于:喷水冲洗的水来自于热轧产线配套的大能力水处理系统。
技术总结
本发明涉及热轧环保技术领域,公开了一种热轧粗轧机组除尘系统,包括除尘主风道,在第一平辊轧机的前后辊道及侧导板上方布置吸尘罩,在立辊轧机的前辊道及侧导板上方布置吸尘罩,在第二平辊轧的出口布置负压区隔板形成吸尘罩,第二平辊轧机出口布置吸尘罩,吸尘罩与除尘主风道相连,除尘主风道连有卧式湿电除尘装置,卧式湿电除尘装置配置有变频风机,卧式湿电除尘装置的入口设有两层气流多孔分布板和增湿装置,增湿装置采用水、气两介质喷嘴,极配采用宽平板极板芒刺线极线,卧式湿电除尘装置的出口处设置两层对置槽形板除雾装置。本发明热轧粗轧机组除尘系统及其除尘方法,运行可靠性好,达到超低排放标准,且能利用热轧产线配套的大能力水处理系统处理冲洗污水,减少投资。
技术研发人员:吕中付,贾雁,吴光荣,王海亭
受保护的技术使用者:武汉钢铁有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!