一种ATE弹簧探针预组装闸门结构的制作方法
本发明涉及精密仪器和半导体制造设备,具体涉及一种ate弹簧探针预组装闸门结构。
背景技术:
1、ate弹簧探针是集成电路测试机(automatic test equipment,ate)与裸芯电连接的媒介,是芯片测试环节不可或缺的关键产品。ate弹簧探针常见结构如图1所示,由针管1-1,针尾1-2,弹簧1-3和针头1-4装配而成。其中,针尾1-2、弹簧1-3和针头1-4均装入到针管1-1中,针尾1-2从针管1-1底部伸出,弹簧1-3位于针尾1-2上方,针头1-4位于弹簧1-3上方,将针尾1-2,弹簧1-3和针头1-4装入到针管1-1中的过程为ate弹簧探针预组装过程,早期该过程为人工完成,工人手持镊子将针尾1-2,弹簧1-3和针头1-4对准针管1-1并装入。
2、由于ate弹簧探针尺寸非常小,整个长度只有3.3mm左右,而针管1-1的直径更是只有0.3mm,这个尺寸已经超过了手部正常生理性颤抖的幅度,因此给人工对准和装入带来极大的困难,严重降低了装配效率,而一个测试插座中,几十根、数百根甚至上千根ate弹簧探针,使得装配工作量非常巨大,为了提高装配效率,降低人力成本,有必要开发出一种ate弹簧探针自动组装设备。
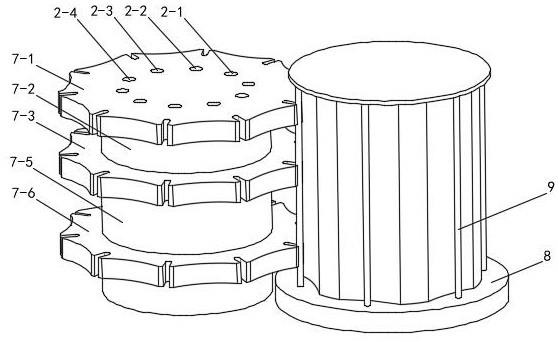
3、为了实现上述目标,本公司申请了发明专利《一种面向ate弹簧探针预组装的闸门结构》,申请号2023106638250,如图2所示,通过上转盘7-1、上固定盘7-2、中转盘7-3、下闸门固定盘7-4、下固定盘7-5和总闸门转盘7-6的设计,以及利用辅助盘8上的伸出端9来驱动上转盘7-1、中转盘7-3和总闸门转盘7-6,实现上转盘7-1、中转盘7-3和总闸门转盘7-6间歇式转动,在针管下料孔2-1、针尾下料孔2-2、弹簧下料孔2-3和针头下料孔2-4各个工位的特殊位置下,模拟各个闸门的开闭时序,实现针管1-1、针尾1-2、弹簧1-3和针头1-4的预组装。
4、然而,在产品优化过程中,发现上述结构还有几处需要优化的地方:
5、第一、该闸门结构设计有三个空闲工位,如果能够通过结构优化,减少空闲工位数量,则有利于提高装配效率;
6、第二、由于上转盘7-1、中转盘7-3和总闸门转盘7-6均与辅助盘8通过伸出端9装配实现间歇式转动,这种结构势必造成伸出端9进入上转盘7-1、中转盘7-3和总闸门转盘7-6的豁口时间远小于不进入的时间,即上转盘7-1、中转盘7-3和总闸门转盘7-6停留时间远超过装配所需时间,这同样降低了装配效率。
技术实现思路
1、针对申请号2023106638250发明专利《一种面向ate弹簧探针预组装的闸门结构》装配效率如何进一步提高的问题,本发明设计了一种ate弹簧探针预组装闸门结构,不仅同样具有将针头、弹簧和针尾自动对准并装入针管,完成预组装的功能,而且在不损失任何功能的条件下,省略下闸门固定盘7-4的要素,同时,还给出了参数优化方法。
2、本发明的目的是这样实现的:
3、一种ate弹簧探针预组装闸门结构,从上到下依次包括上转盘、上固定盘、中转盘、下固定盘和总闸门转盘;上转盘、中转盘和总闸门转盘同步间歇式转动;上固定盘和下固定盘固定不动;
4、所述上转盘的盘面分为多个相同的扇形周期,每个扇形周期沿转动反方向上依次等间距设置有五个工位,分别为针管下料孔、针尾下料孔、弹簧下料孔、针头下料孔和第一缺省工位;且上转盘上的针管下料孔、针尾下料孔、弹簧下料孔、针头下料孔和第一缺省工位位于同一圆周;
5、所述上固定盘上设置有下料孔;
6、所述中转盘的盘面分为多个相同的扇形周期,每个扇形周期沿转动反方向上依次等间距设置有五个工位,分别为针管下料孔、针尾下料孔、弹簧下料孔、针头下料孔和第一缺省工位;且中转盘上的针管下料孔、针尾下料孔、弹簧下料孔、针头下料孔和第一缺省工位位于同一圆周;
7、所述下固定盘上设置有下料孔;
8、所述总闸门转盘的盘面分为多个相同的扇形周期,每个扇形周期上设置有总下料通孔;
9、上转盘和中转盘上的针管下料孔同轴设置,上转盘和中转盘上的针尾下料孔同轴设置,上转盘和中转盘上的弹簧下料孔同轴设置,上转盘和中转盘上的针头下料孔同轴设置,上转盘和中转盘上的第一缺省工位同轴设置,上固定盘上的下料孔沿转动方向上间隔一个工位为下固定盘上的下料孔,所述总下料通孔和第一缺省工位同轴设置。
10、上述的一种ate弹簧探针预组装闸门结构,所述上转盘上的针管下料孔、针尾下料孔、弹簧下料孔和针头下料孔均为v沉孔,所述上固定盘到v沉孔顶部的距离小于物料的高度,所述物料为针管,针尾,弹簧或针头。
11、上述的一种ate弹簧探针预组装闸门结构,还包括辅助盘,所述辅助盘上设置有伸出端;所述上转盘、中转盘和总闸门转盘的直径均为d1,上固定盘和下固定盘的直径均为d2,且d1大于d2,且上转盘、中转盘和总闸门转盘的每个工位所对应的圆周外围均设置有豁口,所述豁口的深度小于d1/2-d2/2;所述伸出端进入豁口时,上转盘、中转盘和总闸门转盘同步转动,伸出端离开豁口时,上转盘、中转盘和总闸门转盘同步静止,伸出端交替进入和离开豁口,实现上转盘、中转盘和总闸门转盘同步间歇式转动。
12、所述伸出端有多个,均匀分布在辅助盘的同一圆周上。
13、本发明的有益效果在于:
14、第一、针对ate弹簧探针手动预组装过程中,手部生理性颤抖导致对准和装入困难、效率低的问题,本发明设计了一种ate弹簧探针预组装闸门结构,通过上转盘、上固定盘、中转盘、下固定盘和总闸门转盘的结构和动作设计,能够实现将针头、弹簧和针尾自动对准并装入针管中,完成预组装,不仅节约了人力成本,而且通过机械结构限定,能够实现针头、弹簧和针尾严格对准针管,解决了现阶段人工组装过程中,手部生理性颤抖幅度超过装配精度而造成对准和装配效率低下的问题,因此能够大幅缩短对准时间,提高预组装效率。
15、第二、本发明不仅提供了ate弹簧探针预组装闸门结构的具体解决方案,而且还根据装配时间需求,给出了零部件参数优化方法。
16、第三、本发明同申请号2023106638250发明专利《一种面向ate弹簧探针预组装的闸门结构》相比,在不损失装配功能的条件下,省略下闸门固定盘7-4的要素,构成了省略要素发明。
17、第四、本发明同申请号2023106638250发明专利《一种面向ate弹簧探针预组装的闸门结构》相比,在不损失装配功能的条件下,空闲工位由三个减少为一个,如不考虑停留时间的缩短,则预组装效率为之前的七分之五。
18、第五、本发明同申请号2023106638250发明专利《一种面向ate弹簧探针预组装的闸门结构》相比,设计有m个伸出端,这样每次间歇转动的停留时间就可以缩短为原来的m分之一,进一步提高装配效率。
19、第六、在申请号2023106638250发明专利《一种面向ate弹簧探针预组装的闸门结构》中,假如间歇式转动每一次的转动时间为t1,停留时间为t2,则装配耗时7t1+7t2,而本发明装配耗时5t1+5t2/m,综合考虑装配效率,即使t2=2t1,m=2,本发明也能将装配效率提高一倍以上;如果m=5,装配用时仅为现有技术的三分之一,装配效率大幅提高。
- 还没有人留言评论。精彩留言会获得点赞!