一种多工位联合作业的复合加工生产线的制作方法
本发明属于管材加工,具体涉及一种多工位联合作业的复合加工生产线。
背景技术:
1、金属管材已经广泛地应用到日常生活设施中,例如围栏、路灯、输送管路等等,且市面上常见的管材切割加工设备主要有电锯式切割机、激光切割机。
2、其中,在采用激光切割机对管材进行加工时,由于其主要利用激光的热效应对金属管材进行切割,在激光切割金属管材时,金属管材的切口处会因激光的热效应产生少量的金属熔液滴,且会有部分金属熔液滴冷凝成金属渣粒粘附在金属管材的内壁上,从而影响后期管材的应用。因此,在管材切割完成后需要及时对管件进行除渣加工。
3、另外,对于一些特殊的管材应用领域,例如在建筑工程、管道行业、消防管路等一些需要通过管件连接进行物质输送的应用领域,其除了需要对切割后的管材进行除渣处理外,还需要对切割后的管材的端部进行压槽处理。但是目前市面上并没有同时兼顾这两种功能的设备,其往往需要同时设置除渣机、压槽机这两台设备进行分别加工。而在此种加工模式下,由于其每台设备都需配备至少一名操作人员,大大增加了生产成本;同时,由于各设备加工效率都相对比较高,操作者需不停歇的配合设备上料下料,以及人工转运工件进入下一道工序,因此其还会大大增加操作者的劳动强度,降低生产效率,增大人工成本。
技术实现思路
1、本发明解决的技术问题是提供一种同时兼顾激光切割处理、除渣处理、压槽处理这三种功能的多工位联合作业的复合加工生产线,并使其能够同时进行激光切割操作、除渣操作、压槽操作,以提高工件加工效率,降低工件生产成本。
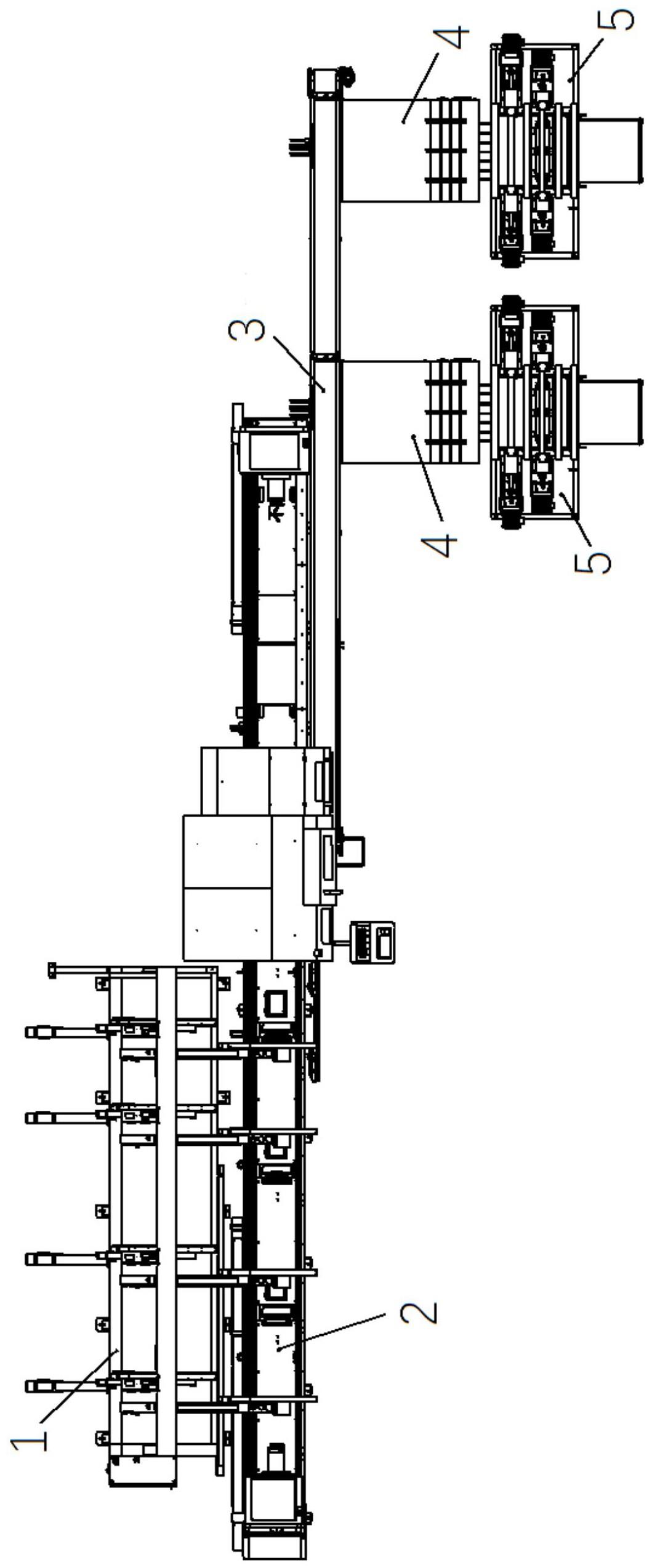
2、为了解决上述技术问题,本发明所提供的技术方案为:一种多工位联合作业的复合加工生产线,其包括切管机,切管机的进料端设置有上料设备,切管机的下料端设置有工件筛选设备,在工件筛选设备上远离切管机的一侧设置有至少两个下料工位,每个下料工位处都设置有一台除渣压槽复合机,每台除渣压槽复合机和对应的下料工位之间设置有转运设备。这样在采用本发明对管材加工时,本发明可先将成批管材放入上料设备上,并经过上料设备的一系列动作最终将管材送至切管机内卡盘中心高度位置;随后控制切管机依次进行送料、切割、翻板下料等动作,并将所需长度的管材传到工位筛选设备中,这时该工位筛选设备可根据生产节拍设置,自动控制管材流向对应的工位处的除渣压槽复合机,并进行最后的除渣和压槽加工。此外,整个过程自动化程度高,无需人工干预,可最大限度的匹配各工位的生产节拍,实现高效加工,同时减少人工成本。
3、进一步地,所述切管机包括床身,床身的两端分别水平滑动安装有主卡盘、尾卡盘,床身的中部水平滑动安装有中卡盘和切割头,中卡盘在床身上沿靠近主卡盘的方向依次设置有工位一和工位二;切割头在床身上沿靠近主卡盘的方向依次设置有工位三和工位四,工位三和工位四位于工位一的两侧,工位一和工位二位于工位四的两侧。这样相较于传统的卡盘避让式切管机和切割头避让式切管机,本发明能够用来实现真正意义上的零尾料切管方法。
4、进一步地,设定l1为剩余待加工工件的工件长度,l为切割头避让式三卡盘切管机或卡盘避让式三卡盘切管机切割到最后,能够零尾料加工的最短零尾料工件长度,l2为成品料的长度,l3为主卡盘和中卡盘共同夹持工件进行加工时的剩余最短料长,l4为尾卡盘能接到的最短料长,l>l4>l3,l5为主卡盘和中卡盘夹持切割剩余待加工工件的长度,l1>l5≥l4;当l1<l,l2<l1,且剩余待加工工件上能够加工出至少一根成品料时,切割头始终位于工位三处,中卡盘位于工位二或工位一处,主卡盘和中卡盘共同夹持工件进行切割,直至主卡盘和中卡盘夹持切割剩余待加工工件的长度l5大于或等于l4,随后先控制尾卡盘移动至工件端部处对工件进行夹持,主卡盘松开工件并向远离工件的方向移动,中卡盘避让至工位二处,再控制尾卡盘夹持工件向远离切割头的方向移动,直至切割头正对工件尾端;最后尾卡盘单卡夹持工件从左往右依次进行加工。这时,相较于传统的切管方法,在采用本发明所提供的上述切管方法对管材进行加工时,可以实现真正意义上的高精度零尾料加工,或者实现极短尾料,从而充分提高材料利用率,避免浪费。同时本发明还能够解决常规三卡盘微联加工中所存在的耗时费事的问题,并提高生产效率。
5、进一步地,筛选设备包括输送料架,输送料架上设置有输送带,输送带的上方沿传动方向设置有至少一个挡板机构,每个挡板机构的前端都设置有推料机构,每个推料机构的前端都设置检测机构,检测机构与推料机构、挡板机构通信连接。这样在使用该筛选设备对工件进行输送时,本发明不仅可通过推料机构与挡板机构的配合实现工件的分配,还可通过检测机构实时检测每个工件的状态,并通过检测机构与推料机构、挡板机构之间的配合实现剔料动作。
6、进一步地,检测机构为长度检测机构,且所述长度检测机构优选采用光电式长度传感器。
7、进一步地,除渣压槽复合机包括复合机支架,复合机支架的上部依次设置有除渣组件、压槽组件,除渣组件和压槽组件的下方设置有工件搬运组件。这时在采用该除渣压槽复合机对工件进行加工时,本发明可通过工件搬运组件同时将未加工的工件运至除渣组件处进行除渣处理,将完成除渣处理的半成品工件运至压槽组件处进行压槽处理,从而使除渣与压槽操作同时进行,提高加工效率。
8、进一步地,除渣组件包括相对设置的两个除渣单元,除渣单元包括支撑座和除渣滑板,支撑座固定安装在复合机支架上端,除渣滑板水平滑动安装在复合机支架上端,且除渣滑板的上端设置有除渣电机,除渣电机的输出端传动连接有刷头。这样当工件被移动至除渣工位处的支撑座上时,本发明可通过水平驱动机构一驱使两个除渣单元的除渣滑板相互靠近,并通过除渣滑板带动两个除渣电机及刷头相互靠近,从而使刷头边旋转边伸入到工件内,并对工件内壁附着的熔渣进行清理。
9、进一步地,压槽组件包括相对设置的两个压槽单元,压槽单元包括支撑块和压槽滑板,支撑块固定安装在复合机支架上端,压槽滑板水平滑动安装在复合机支架上端,且压槽滑板的上端设置有压槽电机和压槽支架,压槽电机的输出端传动连接有下压轮,压槽支架竖直滑动连接有上压轮,上压轮与下压轮相对设置。这样当工件被移动至压槽工位处的支撑块上时,本发明可通过水平驱动机构二驱使两个压槽单元的压槽滑板相互靠近,并通过压槽滑板带动两个压槽电机及下压轮相互靠近,从而使下压轮伸入到工件内,并通过上压轮和下压轮之间的配合,以及下压轮的转动对工件进行压槽处理。
10、进一步地,主卡盘和尾卡盘上设置有调节面板,调节面板上设置有调压阀、压力表和卡盘松夹开关。其中,调压阀用来调节对应卡盘的夹持力。由于切管机用来加工不同重量和壁厚的管材时,均需要调整对应卡盘的夹持力,以保证卡盘不至于夹持力过大或过小;每次更换加工件时,都需要人工测试下各个卡盘的夹持力,即将待加工工件放入卡盘卡爪上,并将气压由小到大进行多次调节测试,直到卡盘能够牢牢夹住管材且不至于夹变形。因此,在这个测试的过程中,需要手动多次调节气压值和控制卡盘卡爪张开和夹紧;而将调节面板设置跟随卡盘移动比固定到某个位置,可方便操作者操控,节约调节夹持力的时间。
11、进一步地,工件搬运组件包括搬运支架,搬运支架的一侧转动安装有两根连杆一,两根连杆一沿水平方向平行设置,且其中一根连杆一传动连接有旋转驱动机构;搬运支架的另一侧转动安装有两根连杆二,两根连杆二均与连杆一平行,两根连杆二与两根连杆一一一相对设置,所有的连杆一和所有的连杆二之间共同铰接有送料架。这时该工件搬运组件中的两根连杆一和送料架、搬运支架能构成一个由旋转驱动机构进行驱使的平行四连杆机构,且此时在该平行四连杆机构的作用下,本发明中的送料架能够在竖直平面内进行转动,并带动送料架上所放置的工件同时进行水平移动和竖直移动,以实现对应的工件搬运动作,无需设置多个动力源。
12、从以上技术方案可以看出,本发明具有以下优点:
13、1、本发明能够依次实现成堆管材自动分离上料、卡盘自动夹持送料、切割、下料、自动分配工位、单管分离转运工件、除渣、压槽等工序,并通过合理分配加工节拍,提升整线加工效率;
14、2、由于本发明所提供的多工位联合作业的复合加工生产线在管材加工全程无需人工干预,其减少了人工与劳动强度,节约了劳动成本;
15、3、由于本发明设置有至少两台除渣压槽复合机,其可以同时加工不同规格尺寸的工件,比如将长工件分配到其中一个工位,短工件分配到另一个工位,从而使其能够同时生产两种尺寸工件,效率翻倍;
16、4、相比于现市面上通过多台设备分别实现切管、除渣、压槽的生产线,本发明所提供的多工位联合作业的复合加工生产线可直接通过一个工位同时实现除渣、压槽作业,并使得整个生产线结构紧凑,占地少;
17、5、本发明在切管机的主机切割区域采用防辐射防护结构,以保障操作者人身安全;
18、6、本发明在切管机上通过采用人性化设计布局,使部件的操控位置临近被控部件,方便工人操控设备;
19、7、本发明中切管机采用了新的加工工艺,并能够实现任意下料长度真正意义上的零尾料加工,避免原材料浪费,节约加工成本;
20、8、本发明中的工位筛选设备不仅结构简单、成本低,还可以根据生产节拍,自动输送工件分配给后续两个加工工位,提高生产效率;同时由于其具有工件测长检测功能,其还能够将不符合规定长度的工件剔除出来,保证产线顺利运转;
21、9、本发明中的转运设备不仅结构简单,还可以通过斜坡料架缓存多根工件,方便进行节拍控制,满足加工需求;此外,其还可通过斜面、台阶和举升板,靠工件自重对工件进行转移,实现成排工件单个分开,方便下道工序上料;
22、10、本发明中的除渣压槽复合机可同时进行除渣和压槽作业提高加工效率;结构紧凑、占地少,制造成本低,性价比高;
23、11、本发明中的工件搬运组件不仅结构简单,成本低;还可一次同步平移多个工件,使其在实现上料的同时也能够实现下料动作;同时,其整个搬运动作平稳有序,不会造成工件间磕碰。
- 还没有人留言评论。精彩留言会获得点赞!