一种阀门焊接工装的制作方法
本发明涉及阀门焊接,具体为一种阀门焊接工装。
背景技术:
1、阀门主要是用来开闭管路、控制流向、调节和控制输送介质的参数的管路附件,一些大口径的阀门,例如大口径蝶阀,为了提高其稳定性,会在其阀体上焊接支架,如图1所示,支架对称设置且分别位于阀体下方安装口的两侧。
2、目前,阀体支架焊接过程一般先由人工或者人工结合吊装设备将支架与阀体对接放置好,之后进行焊接,因大口径的阀门较重,其支架相对也较重些,二者进行对接放置以及对接过程中的位置调整的难度较高、灵活便利度较低,进而会影响焊接的效率以及精度,容易因支架焊接位置精度差而影响阀门放置以及使用的稳定性,尤其是支架对称的精度,如图1所示,需要支架以下方安装口为对称基准对称分布,以便于提高阀门放置的稳定性以及后续安装的便利度。
技术实现思路
1、本发明提供阀门焊接工装,以解决相关技术中支架与阀体对接放置难度高、灵活便利度低以及位置精度控制能力差的问题。
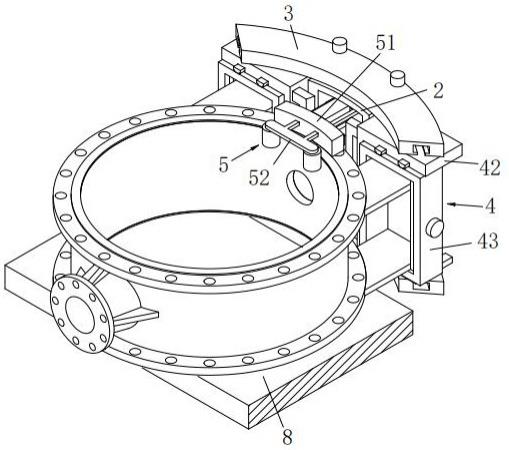
2、本发明提供了一种阀门焊接工装,该阀门焊接工装包括设置有基准定位件的工装座,工装座上设置有弧形轨道和找准对接单元,基准定位件根据阀体上的弧面对弧形轨道的轴线位置进行限定,使弧形轨道与阀体上弧面的轴线重合,找准对接单元对称分布且找准对接单元包括带有找准件且沿着弧形轨道滑动的找准座,找准座上滑动设置有用于固定支架的夹持固定组件,焊接过程中,先限定弧形轨道的轴线位置,结合夹持固定组件初步限位支架对接的位置,然后沿着弧形轨道滑动找准座直至找准件根据阀体下方安装口的位置进一步限定支架对接,此时,夹持固定组件处于只需要平移即可使被其夹持固定的支架与阀体对接并精准处于焊接位置的状态。
3、在一种可能实施的方式中,所述夹持固定组件包括带有侧限位面和底部基准面的滑动框架,滑动框架上滑动设置有侧压合件,侧压合件的压合面与侧限位面平行,通过侧压合件与侧限位面配合对支架进行夹合固定,底部基准面用于承接支架并对支架进行限位。
4、在一种可能实施的方式中,所述基准定位件为带有弧形贴靠面的定位块,阀体上的弧面、弧形贴靠面以及弧形轨道三者的弧度相等,通过弧形贴靠面与阀体上弧面的贴合对弧形轨道的轴线进行限定,使弧形轨道、阀体上弧面以及弧形贴靠面三者的轴线重合。
5、在一种可能实施的方式中,所述工装座上设置有关联组件,所述关联组件包括下压件和限位件,限位件滑动连接在下压件上,当弧形轨道轴心的位置被限定后,利用下压件从上方对阀体进行限位,同时利用限位件从内侧对阀体进行限位,结合基准定位件的作用,将阀体与工装座稳定的关联在一起。
6、在一种可能实施的方式中,所述限位件包括限位柱和滑动架,限位柱对称设置在滑动架上。
7、在一种可能实施的方式中,所述底部基准面上设置有滚珠和抑制条,抑制条对称设置在底部基准面上用于在非夹持固定方向上抑制支架滑动,滚珠均匀分布在底部基准面上。
8、本发明实施例中的上述一个或多个技术方案,至少具有如下技术效果之一:1、根据本发明实施例提供的一种阀门焊接工装,先以阀体为基准灵活的调整支架对接放置的位置,然后再放置固定支架,之后快速平移支架即可精准的完成支架与阀体的对接,全程无需移动阀体,不仅有效降低了阀体与支架对接的难度,提高了对接过程的灵活度以及便利度,同时提高了支架对接位置的精度以及支架对称的精度,相应的提高了整体焊接过程的效率以及阀门放置使用的稳定性和后续安装的便利度。
9、2、根据本发明实施例提供的一种阀门焊接工装,利用关联组件将工装座与阀体关联固定在一起,便于稳定的完成进行支架放置对接的工作,提高支架焊位置的精度。
10、3、根据本发明实施例提供的一种阀门焊接工装,将支架放置在带有侧限位面和底部基准面的滑动框架内,之后抑制侧压合件对支架进行压合固定,不仅可以使支架精准的处于纵向标上,便于支架精准的完整后续的对接工作,而且整个支架放置过程既简单又便利,可以快速的完整支架的放置与固定。
技术特征:
1.一种阀门焊接工装,其特征在于:包括设置有基准定位件(1)的工装座(2),工装座(2)上设置有弧形轨道(3)和找准对接单元(4),基准定位件(1)根据阀体上的弧面对弧形轨道(3)的轴线位置进行限定,使弧形轨道(3)与阀体上弧面的轴线重合,弧形轨道(3)的弧度与阀体上的弧面的弧度相等;
2.根据权利要求1所述的一种阀门焊接工装,其特征在于:所述夹持固定组件(43)包括带有侧限位面(431)和底部基准面(432)的滑动框架(433),滑动框架(433)上滑动设置有侧压合件(434),侧压合件(434)的压合面与侧限位面(431)平行,通过侧压合件(434)与侧限位面(431)配合对支架进行夹合固定,底部基准面(432)用于承接支架并对支架进行限位。
3.根据权利要求1所述的一种阀门焊接工装,其特征在于:所述基准定位件(1)为带有弧形贴靠面的定位块,通过弧形贴靠面与阀体上弧面的贴合对弧形轨道(3)的轴线进行限定,使弧形轨道(3)、阀体上弧面以及弧形贴靠面三者的轴线重合。
4.根据权利要求1-3中任意一项所述的一种阀门焊接工装,其特征在于:所述工装座(2)上设置有关联组件(5),所述关联组件(5)包括下压件(51)和限位件(52),限位件(52)滑动连接在下压件(51)上,当弧形轨道(3)轴心的位置被限定后,利用下压件(51)从上方对阀体进行限位,同时利用限位件(52)从内侧对阀体进行限位,结合基准定位件(1)的作用,将阀体与工装座(2)稳定的关联在一起。
5.根据权利要求4所述的一种阀门焊接工装,其特征在于:所述限位件(52)包括限位柱(521)和滑动架(522),限位柱(521)对称设置在滑动架(522)上。
6.根据权利要求2所述的一种阀门焊接工装,其特征在于:所述底部基准面(432)上设置有滚珠(6)和抑制条(7),抑制条(7)对称设置在底部基准面(432)上用于在非夹持固定方向上抑制支架滑动,滚珠(6)均匀分布在底部基准面(432)上。
技术总结
本发明提供一种阀门焊接工装,属于阀门焊接技术领域,包括设置有基准定位件的工装座,工装座上设置有弧形轨道和找准对接单元,基准定位件根据阀体上的弧面对弧形轨道的轴线位置进行限定,使弧形轨道与阀体上弧面的轴线重合。该阀门焊接工装,先以阀体为基准灵活的调整支架对接放置的位置,然后再放置固定支架,之后快速平移支架即可精准的完成支架与阀体的对接,全程无需移动阀体,不仅有效降低了阀体与支架对接的难度,提高了对接过程的灵活度以及便利度,同时提高了支架对接位置的精度以及支架对称的精度,相应的提高了整体焊接过程的效率以及阀门放置使用的稳定性和后续安装的便利度。
技术研发人员:王展波,王泽鸿
受保护的技术使用者:天津塘沽瓦特斯阀门有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!