一种非圆真空容器制造方法与流程
本发明属于容器制造,具体是一种非圆真空容器制造方法。
背景技术:
1、真空容器常见的有保温饭盒、便携式保温小冰箱,以及真空保温壶,现有的真空隔热层为了将大气压施加在外胆和内胆表面的压力分散,市面上绝大部分的保温容器都采用截面为圆形或近似圆形的结构(例如圆柱体或者上窄下宽的圆锥体),采用截面呈圆形的设计虽然可以使结构稳定,但是这样明显限制了真空容器形状的设计;例如便携式保温小冰箱,目前采用四方形设计的大多都是添加了保温材料才能达到防止冷却外泄的作用,并非设置有真空隔热层,若这些小冰箱设置真空隔热层的话,内部空间则需要采用圆柱体设计,在相同直径的情况下,圆柱体体积要小于长方体的体积,即变形缩小了储存空间,同时侧壁为弧形设计也不便于放置食物饮料;
2、又例如,对于体积相对较大的圆柱状保温壶单手并不好拿,当保温壶侧壁具有至少一个平面时可以减少手掌的张开程度而便于握持,但是容器侧壁具有至少一个平面时,内胆与外胆之间缺乏支撑结构,所以在抽真空时会导致外胆侧壁的平面向内胆方向塌陷,即使能够维持现状不塌陷,在握持容器时,手指会向平面施加压力很容易导致平面形变;而且平面受外力冲击,比圆形的更容易产生不可逆的形变导致局部内壁空间过窄,真空保温效果下降。
技术实现思路
1、本发明的目的在于提供一种非圆真空容器制造方法,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种非圆真空容器制造方法,包括以下步骤:
4、第一步,单独制作内胆和外胆,外胆形状为非圆柱状结构,位于外胆内部设有用于容纳内胆的空腔,内胆的形状与空腔相适应,且内胆的外径小于空腔的直径;
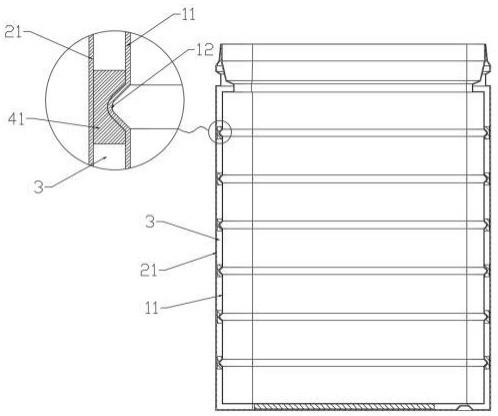
5、第二步,使用治具将内胆固定,在内胆表面间隔均匀涂抹有耐高温玻璃胶,该耐高温玻璃胶在超过500℃的高温加热而不改变特性,常温下静待耐高温玻璃胶自然固化后,形成均匀附着在内胆表面的隔热条;
6、第三步,将内胆放入空腔之中,空腔与内胆之间形成间隙,该间隙的距离与隔热条的厚度相适应,使隔热条与空腔表面紧密贴合;
7、第四步,将内胆与外胆通过焊接方式密封形成容器,位于外胆处预留有与间隙连通的排气孔;
8、第五步,将容器放入加热设备中,将温度提升至500℃以上,使间隙中的空气膨胀从排气孔中出来,之后用物料将排气孔密封,待容器冷却之后,预留的间隙即形成真空层。
9、进一步的技术方案,在第一步中,内胆与外胆制作完成之后,分别对内胆的外表面和外胆的空腔内壁进行清洁,使其变得光滑。
10、进一步的技术方案,所述外胆为一体拉伸成型。
11、进一步的技术方案,所述治具包括上模和下模,所述上模和下模均设有若干条孔,在第二步中,上模和下模在合模时贴合在内胆的表面,再将耐高温玻璃胶填充入条孔之中,然后使用刮板将耐高温玻璃胶抚平,使耐高温玻璃胶与条孔高度齐平,静置待其自然固化后将治具取下即可形成隔热条。
12、进一步的技术方案,所述内胆外周壁设有若干与隔热条对应的骨位。
13、进一步的技术方案,若干隔热条为横向设置,并且纵向间隔分布,同一条隔热条形成有至少一个缺口一。
14、进一步的技术方案,所述骨位围绕内胆周长方向设置,形成有至少一个缺口二,在第二步中,耐高温玻璃胶在自然固化时,对应缺口二的位置会坍缩形成凹槽。
15、进一步的技术方案,所述外胆外侧壁至少具有一个平面一。
16、进一步的技术方案,所述外胆与平面一对应的内侧壁设有拱形结构。
17、进一步的技术方案,所述外胆内侧壁设有与平面一相同位置的平面二,所述内胆外侧壁设有与平面二相适应的平面三。
18、本发明的有益效果:
19、容器冷却之后,内胆与外胆分别受到大气的挤压而具有向真空层坍缩的趋势,通过隔热条的设置可以承受来自内胆向外以及外胆向内的压力,而维持形状不发生变化,特别是针对侧壁为平面的容器,通过隔热条的支撑增强结构的稳定性,除了维持形状以外,还可以避免受到较大冲击力而发生内凹而破坏真空层结构,还可以利用该特性打破固有的圆柱状设计,更加多样化,隔热条导热系数低,其形成支撑的同时还可以避免热量的传递,不会影响整体的保温功能。
20、本发明的其它特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:
1.一种非圆真空容器制造方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种非圆真空容器制造方法,其特征在于:在第一步中,内胆(11)与外胆(21)制作完成之后,分别对内胆(11)的外表面和外胆(21)的空腔内壁进行清洁,使其变得光滑。
3.根据权利要求1所述的一种非圆真空容器制造方法,其特征在于:所述外胆(21)为一体拉伸成型。
4.根据权利要求1所述的一种非圆真空容器制造方法,其特征在于:所述治具(51)包括上模和下模,所述上模和下模均设有若干条孔(52),在第二步中,上模和下模在合模时贴合在内胆(11)的表面,再将耐高温玻璃胶填充入条孔(52)之中,然后使用刮板将耐高温玻璃胶抚平,使耐高温玻璃胶与条孔(52)高度齐平,静置待其自然固化后将治具(51)取下即可形成隔热条(41)。
5.根据权利要求1所述的一种非圆真空容器制造方法,其特征在于:所述内胆(11)外周壁设有若干与隔热条(41)对应的骨位(12)。
6.根据权利要求1或5所述的一种非圆真空容器制造方法,其特征在于:若干隔热条(41)为横向设置,并且纵向间隔分布,同一条隔热条(41)形成有至少一个缺口一(42)。
7.根据权利要求5所述的一种非圆真空容器制造方法,其特征在于:所述骨位(12)围绕内胆(11)周长方向设置,形成有至少一个缺口二(13),在第二步中,耐高温玻璃胶在自然固化时,对应缺口二(13)的位置会坍缩形成凹槽(43)。
8.根据权利要求1所述的一种非圆真空容器制造方法,其特征在于:所述外胆(21)外侧壁至少具有一个平面一(23)。
9.根据权利要求8所述的一种非圆真空容器制造方法,其特征在于:所述外胆(21)与平面一(23)对应的内侧壁设有拱形结构(24)。
10.根据权利要求8所述的一种非圆真空容器制造方法,其特征在于:所述外胆(21)内侧壁设有与平面一(23)相同位置的平面二(25),所述内胆(11)外侧壁设有与平面二(25)相适应的平面三(14)。
技术总结
本发明公开了一种非圆真空容器制造方法,包括以下步骤:第一步,单独制作内胆和外胆,外胆形状为非圆柱状结构;第二步,使用治具将内胆固定,在内胆表面间隔形成附着在内胆表面的隔热条;第三步,将内胆放入空腔之中,使隔热条与空腔表面紧密贴合;第四步,将内胆与外胆通过焊接方式密封形成容器;第五步,将容器放入加热设备中,使间隙中的空气膨胀从排气孔中出来形成真空层,通过隔热条的设置可以承受来自内胆向外以及外胆向内的压力,而维持形状不发生变化,还可以利用该特性打破固有的圆柱状设计,更加多样化,隔热条导热系数低,其形成支撑的同时还可以避免热量的传递,不会影响整体的保温功能。
技术研发人员:文川
受保护的技术使用者:东莞市喜点电器有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!