一种自动式压槽机的制作方法
本发明涉及压槽机,具体为一种自动式压槽机。
背景技术:
1、压槽机又称滚槽机,是管道加工常用的设备,压槽机是在使用沟槽接头作为管道连接件时,对管体的管壁进行预处理的专用工具,凸压轮逐渐下降向管体的表面加压,从而形成所需的凹槽,以备安装时使用,可用于消防、自来水、矿井等管道的安装。
2、在使用压槽机对管道进行加工时,首先,工作人员需要将管体套在凹压轮上,利用转动的凹压轮带动管体转动,但是在工作人员摆放待加工管体时,需要以肉眼观察管体摆放的是否对称,如果不对称在加工管体时可能出现压槽跑偏的现象,造成套管组装时出现偏差,为此,我们提出一种自动式压槽机。
技术实现思路
1、本发明的目的在于提供一种自动式压槽机,以解决上述背景技术中提出的问题。
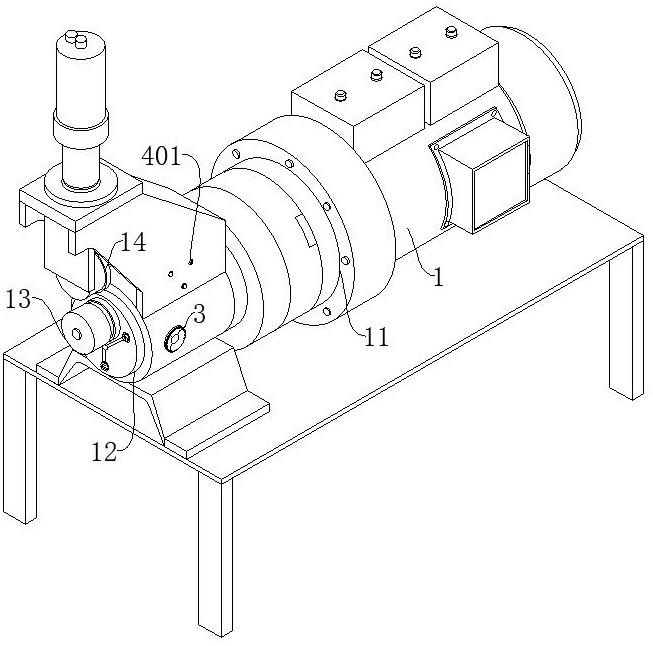
2、为实现上述目的,本发明提供如下技术方案:一种自动式压槽机,包括:压槽机主体,压槽机主体包括压槽主机,压槽主机的一端设置有套管挡板,套管挡板的一侧转动设置有下模轮,下模轮的上方设置有上模轮,套管挡板上开设有三条导向滑槽,
3、限位机构,限位机构设置在导向滑槽上对待加工的套管进行定位;
4、控制机构,控制机构设置在压槽主机的一侧对限位机构进行调整;
5、警示机构,警示机构设置在限位机构上对套管的水平度进行检测。
6、优选地,所述限位机构包括与导向滑槽滑动连接的卡管座,卡管座的一侧设置有外限位头,外限位头的一侧设置有与卡管座固定连接的内限位头,且内限位头与外限位头二者之间构成v型结构。
7、优选地,卡管座的另一侧固定设置有传动框一,传动框一的另一端活动设置有传动框二,传动框二的另一侧活动设置有与传动框二相同且相互对称的传动框三,且传动框一的内部宽度尺寸大于传动框二和传动框三二者的内部宽度。
8、优选地,控制机构包括与压槽主机连接的控制转盘,控制转盘上设置有指示刻度线,控制转盘的另一端设置有贯穿于压槽主机内部的锥齿轮一。
9、优选地,锥齿轮一的一侧啮合设置有锥齿轮二,锥齿轮二的另一端设置有齿轮盘一,齿轮盘一的另一侧设置有齿轮盘二,齿轮盘二的直径尺寸大于齿轮盘一的直径尺寸。
10、优选地,警示机构包括挤压片,挤压片的内部两壁分别设置有导电片一和导电片二且二者相互不接触,导电片一和导电片二二者的输出端通过导线设置有固定在压槽主机上的警示灯。
11、优选地,警示机构还包括挤压板,挤压板的一侧设置有若干个弹簧柱,弹簧柱的另一端设置有活塞,且活塞的外壁镶嵌有导电圈。
12、优选地,活塞的另一侧设置有与挤压板相互平行的导电座,导电座上开设有定位孔,定位孔的内壁设置有两个相互不接触的通电片,且通电片的另一端通过导线与警示灯连接。
13、优选地,内限位头的下方设置有挤压头,挤压头的内部穿设有与内限位头固定连接的导向柱,导向柱上设置有导电臂,且导电臂的外侧设置有导电环。
14、优选地,导电臂的输出端通过导线与上模轮上的液压机构相互连接。
15、本发明至少具备以下有益效果:
16、本发明在使用自动式压槽机对套管进行加工时,工作人员先通过控制机构对限位机构进行调整,使限位机构可以适用于待加工套管的直径,并且把套管卡在限位机构内部对套管进行限位和定位,同时通过限位机构中套管对警示机构的挤压可以精准的检测出套管的水平度,从而方便工作人员快速判断套管的水平度,减少对套管加工出现偏移的可能性。
技术特征:
1.一种自动式压槽机,
2.根据权利要求1所述的自动式压槽机,其特征在于:所述限位机构(2)包括与导向滑槽(15)滑动连接的卡管座(21),所述卡管座(21)的一侧设置有外限位头(22),所述外限位头(22)的一侧设置有与卡管座(21)固定连接的内限位头(23),且内限位头(23)与外限位头(22)二者之间构成v型结构。
3.根据权利要求2所述的自动式压槽机,其特征在于:所述卡管座(21)的另一侧固定设置有传动框一(24),所述传动框一(24)的另一端活动设置有传动框二(25),所述传动框二(25)的另一侧活动设置有与传动框二(25)相同且相互对称的传动框三(26),且传动框一(24)的内部宽度尺寸大于传动框二(25)和传动框三(26)二者的内部宽度。
4.根据权利要求1所述的自动式压槽机,其特征在于:所述控制机构(3)包括与压槽主机(11)连接的控制转盘(31),所述控制转盘(31)上设置有指示刻度线(32),所述控制转盘(31)的另一端设置有贯穿于压槽主机(11)内部的锥齿轮一(33)。
5.根据权利要求4所述的自动式压槽机,其特征在于:所述锥齿轮一(33)的一侧啮合设置有锥齿轮二(34),所述锥齿轮二(34)的另一端设置有齿轮盘一(35),所述齿轮盘一(35)的另一侧设置有齿轮盘二(36),所述齿轮盘二(36)的直径尺寸大于齿轮盘一(35)的直径尺寸。
6.根据权利要求1所述的自动式压槽机,其特征在于:所述警示机构(4)包括挤压片(41),所述挤压片(41)的内部两壁分别设置有导电片一(42)和导电片二(43)且二者相互不接触,所述导电片一(42)和导电片二(43)二者的输出端通过导线设置有固定在压槽主机(11)上的警示灯(401)。
7.根据权利要求1所述的自动式压槽机,其特征在于:所述警示机构(4)还包括挤压板(45),所述挤压板(45)的一侧设置有若干个弹簧柱(46),所述弹簧柱(46)的另一端设置有活塞(47),且活塞(47)的外壁镶嵌有导电圈。
8.根据权利要求7所述的自动式压槽机,其特征在于:所述活塞(47)的另一侧设置有与挤压板(45)相互平行的导电座(48),所述导电座(48)上开设有定位孔(49),所述定位孔(49)的内壁设置有两个相互不接触的通电片,且通电片的另一端通过导线与警示灯(401)连接。
9.根据权利要求2所述的自动式压槽机,其特征在于:所述内限位头(23)的下方设置有挤压头(27),所述挤压头(27)的内部穿设有与内限位头(23)固定连接的导向柱(28),所述导向柱(28)上设置有导电臂(29),且导电臂(29)的外侧设置有导电环(201)。
10.根据权利要求9所述的自动式压槽机,其特征在于:所述导电臂(29)的输出端通过导线与上模轮(14)上的液压机构相互连接。
技术总结
本发明涉及压槽机技术领域,具体公开了一种自动式压槽机,包括:压槽机主体,限位机构,限位机构设置在导向滑槽上对待加工的套管进行定位;控制机构,控制机构设置在压槽主机的一侧对限位机构进行调整;警示机构,警示机构设置在限位机构上对套管的水平度进行检测。本发明在使用自动式压槽机对套管进行加工时,工作人员先通过控制机构对限位机构进行调整,使限位机构可以适用于待加工套管的直径,并且把套管卡在限位机构内部对套管进行限位和定位,同时通过限位机构中套管对警示机构的挤压可以精准的检测出套管的水平度,从而方便工作人员快速判断套管的水平度,减少对套管加工出现偏移的可能性。
技术研发人员:王友谅,刘洪震,于素丽
受保护的技术使用者:潍坊派尔消防科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!