一种防松弹簧螺母用自动化分拣生产线及生产工艺的制作方法
本发明涉及零件生产,更具体地说,它涉及一种防松弹簧螺母用自动化分拣生产线及生产工艺。
背景技术:
1、螺母就是螺帽,与螺栓或螺杆拧在一起用来起紧固作用的零件,螺母是日常生活中最常见的一种物品,根据不同用途螺母分为不同种类,如自锁螺母、防松螺母、锁紧螺母、四爪螺母、旋入螺母保险螺母、细杆螺钉连接螺母自锁六角盖形螺母专用地脚螺钉用螺母、六角冕形薄螺母吊环螺母等等,而弹簧螺母通常用于c型钢的固定,实现防松连接。
2、由于弹簧螺母下端为弹簧部件,且为不规则形状,所以目前弹簧螺母的自动上料非常困难,在上料过程中,极易出现两个或多个弹簧缠绕在一起的现象,同时在上料过程中,不能够对弹簧螺母进行整形,对于全自动的流程线来说,就难以实现自动夹取使用的过程,对工业生产造成了极大的不便;同时,需要人为对各组弹簧螺母进行分拣整理,然后通过将螺杆螺纹转动进对应的弹簧螺母中,降低了工作效率。
技术实现思路
1、针对现有技术存在的不足,本发明的目的在于提供一种控制器接收到电信号控制第一电磁吸盘失电,在连接弹簧的弹性复位作用力下带动橡胶球击打传送带上的弹簧螺母,后控制第一电磁吸盘得电复位,起飞的弹簧螺母在限位套筒内部做自由落体运动,由于螺母的重量大于弹簧本体,使得弹簧螺母在下落的过程中,使得螺母朝下落到传送带上,直至弹簧螺母直立在传送带上,实现弹簧螺母的自动智能整形,避免出现两个或多个弹簧缠绕在一起的现象的防松弹簧螺母用自动化分拣生产线及生产工艺。
2、为实现上述目的,本发明提供了如下技术方案:
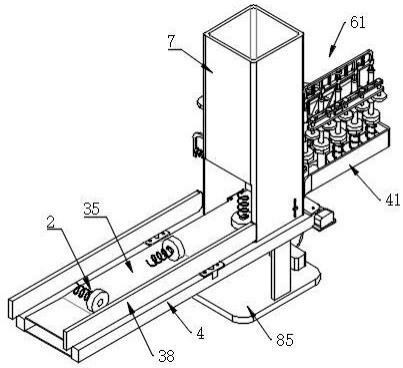
3、一种防松弹簧螺母用自动化分拣生产线,包括分拣架以及等间距放置在所述分拣架上的若干弹簧螺母;所述分拣架包括相互平行设置的支撑板;两所述支撑板表面均固定连接有安装板;两所述安装板表面依次固定连接有第一挡板、第二挡板;所述第一挡板、第二挡板表面固定连接有限位套筒;所述第一挡板侧面固定连接有l形板;所述l形板表面安装有控制器,且其侧面设置有电磁线圈;两所述l形板之间滑动设置有压力传感件;所述第一挡板内壁依次设置有第一发射器、第二发射器;所述第二挡板内壁依次设置有相适配的第一接收器、第二接收器;两所述安装板之间固定连接有底板;所述底板表面贯穿滑动设置有弹射件;所述底板底面设置有u形板;所述u形板表面设置有第一电磁吸盘。
4、本发明进一步设置为:所述第一挡板、第二挡板侧面均开有滑槽;所述第二挡板侧面位于滑槽两侧对称开有限位槽;所述压力传感件包括滑动设置在两滑槽中的滑板;所述滑板一侧面与l形板之间连接有挤压弹簧,且其另一端设置有与两限位槽滑动配合的限位块;所述滑板侧面设置有压力传感器;所述控制器输入端分别与压力传感器、第一接收器以及第二接收器通过电连接,且其输出端分别与电磁线圈、第一电磁吸盘通过电连接;所述滑板侧面设置有衔铁柱。
5、本发明进一步设置为:所述底板表面开有导向槽;所述底板表面位于导向槽两侧对称开有定位槽;所述弹射件包括滑动设置在导向槽中的铁柱;所述铁柱周侧面对称设置有与定位槽滑动配合的定位板;所述定位板底面设置有固定板;所述固定板与底板之间设置有连接弹簧;所述铁柱端部设置有橡胶球。
6、本发明进一步设置为:两所述安装板之间对称转动设置有传动辊;一所述安装板侧面固定安装有驱动电机;所述驱动电机输出端与一传动辊固定连接;所述控制器输出端与驱动电机通过电连接;两所述传动辊之间传动设置有传送带;所述安装板表面开有安装槽;所述安装槽内部插接配合有t形块;所述t形块通过紧固螺栓固定安装在安装槽中,且其表面固定连接有防坠板。
7、本发明进一步设置为:所述安装板表面靠近端部固定连接有安装条;两所述安装条之间插接配合有收纳架;所述收纳架包括表面以及一侧面均为开口设置的收纳箱;所述收纳箱开口面对称设置有导向板;两所述导向板均呈一定倾斜角度朝外设置,且其底面固定连接有固定块;所述固定块通过紧固螺栓固定安装在安装条上,且其底面开有与安装条插接配合的连接槽。
8、本发明进一步设置为:所述收纳箱开有滑动槽,且其侧面位于滑动槽上方固定安装有第一电动推杆;所述第一电动推杆伸缩端固定连接有与滑动槽滑动配合的压紧件;所述压紧件包括固定在第一电动推杆伸缩端的l形条;所述l形条端部固定连接有与滑动槽滑动配合的压板;所述压板侧面均匀开设有与弹簧螺母相适配的弧形槽。
9、本发明进一步设置为:所述l形板侧面固定连接有弧形条;所述弧形条周侧面均匀设置有放置条;所述放置条表面均匀开设有放置孔;所述弹簧螺母包括螺母以及涂有隔磁材料的弹簧本体;所述放置孔中挂置有与螺母螺接配合的螺杆;所述限位套筒侧面固定连接有第二电动推杆;所述第二电动推杆伸缩端连接有齿条;所述限位套筒侧面位于齿条两侧对称设置有连接块;两所述连接块之间固定有转轴;所述转轴转动设置有组装件。
10、本发明进一步设置为:所述组装件包括横板;所述横板底面均匀设置有限位板;各所述限位板上均滑动设置有导向套;相邻所述导向套之间固定连接有耳板;各所述耳板与横板之间均连接有复位弹簧;所述横板底面设置有与控制器输出端电连接的第二电磁吸盘;一所述导向套端部设置有铁环;两所述耳板侧面均固定连接有u形架;两所述u形架之间设置有支撑腿;所述支撑腿端部设置有与齿条啮合配合的齿圈;所述齿圈内部固定连接有与转轴转动配合的转动套筒;两所述u形板之间固定连接有支撑面板;所述支撑面板表面贯穿转动设置有连接轴;所述连接轴一端设置有从链轮,且其另一端设置有齿轮;所述支撑面板表面固定安装有伺服电机;所述伺服电机输出端设置有主链轮;各所述从链轮之间啮合有与主链轮啮合配合的传动链条;所述限位板底面均固定连接有连接套筒;所述连接套筒内部转动设置有转杆;所述转杆周侧面固定连接有与齿轮啮合配合的齿环。
11、本发明进一步设置为:所述转杆底部固定连接有密封盖;所述密封盖底面设置有螺杆相适配的卡接套筒;相邻所述密封盖之间连接有连接软管;两所述支撑板底部之间固定连接有底座;所述底座表面设置有气泵;所述气泵与一密封盖之间连接有输气软管。
12、一种防松弹簧螺母用自动化分拣生产线的生产工艺,包括以下工艺流程:
13、t1、将传送带一端至于弹簧螺母制造台出料口处,弹簧螺母依次掉落到缓慢传动的传送带上,被传送带依次运输至限位套筒内部;
14、t2、当弹簧螺母抵到压力传感器上时,压力信号被传递给控制器,从而启动第一发射器、第二发射器,当第一接收器、第二接收器均接收不到信号时,则表明该弹簧螺母上的螺母底面水平置于传送带上遮挡了第一发射器、第二发射器,并将电信号传递给控制器,从而控制电磁线圈得电吸引衔铁柱,使得滑板沿着滑槽从限位套筒内部滑出,对应弹簧螺母被运送至收纳箱中;
15、t3、当第一接收器以及第二接收器中只要有一组能够接收到信号,则表明弹簧螺母不是理想放置状态,控制器接收到电信号控制第一电磁吸盘失电,在连接弹簧的弹性复位作用力下带动橡胶球击打传送带上的弹簧螺母,后控制第一电磁吸盘得电复位,起飞的弹簧螺母在限位套筒内部做自由落体运动,由于螺母的重量大于弹簧本体,使得弹簧螺母在下落的过程中,使得螺母朝下落到传送带上,同理上述t2的检测过程,直至弹簧螺母直立在传送带上;
16、t4、当收纳箱中收纳完毕后,控制器控制第一电动推杆带动压紧件将各组弹簧螺母上的螺母压紧,控制启动第二电动推杆带动齿条移动,带动组装件转动至放置条中的螺杆正上方,控制转杆下降将螺杆头部吸进卡接套筒中,控制转杆上升复位,然后控制转动至收纳箱中弹簧螺母的正上方;
17、t5、通过控制器控制启动伺服电机,带动主链轮转动,通过传动链条带动各组主链轮同步转动,从而带动各组齿轮转动,继而通过各组齿环带动转杆同步转动,通过控制第二电磁吸盘失电,在复位弹簧的弹性作用力下带动各导向套下降,继而带动各组螺杆转动下降,至其螺纹转动进对应的螺母中,完成弹簧螺母与螺杆的自动装配。
18、本发明的优点是:
19、本发明当第一接收器以及第二接收器中只要有一组接收到信号,则表明弹簧螺母不是理想放置状态,控制器接收到电信号控制第一电磁吸盘失电,在连接弹簧的弹性复位作用力下带动橡胶球击打传送带上的弹簧螺母,后控制第一电磁吸盘得电复位,起飞的弹簧螺母在限位套筒内部做自由落体运动,由于螺母的重量大于弹簧本体,使得弹簧螺母在下落的过程中,使得螺母朝下落到传送带上,直至弹簧螺母直立在传送带上,实现弹簧螺母的自动智能整形,避免出现两个或多个弹簧缠绕在一起的现象,提高了工作效率。
20、本发明当收纳箱中收纳完毕后,控制器控制第一电动推杆带动压紧件将各组弹簧螺母上的螺母压紧,控制启动第二电动推杆带动齿条移动,带动组装件转动至放置条中的螺杆正上方,控制转杆下降将螺杆头部吸进卡接套筒中,控制转杆上升复位,然后控制转动至收纳箱中弹簧螺母的正上方,实现螺杆的自动上料,进一步地提高了工作效率。
21、本发明通过控制器控制启动伺服电机,带动主链轮转动,通过传动链条带动各组主链轮同步转动,从而带动各组齿轮转动,继而通过各组齿环带动转杆同步转动,通过控制第二电磁吸盘失电,在复位弹簧的弹性作用力下带动各导向套下降,继而带动各组螺杆转动下降,至其螺纹转动进对应的螺母中,完成弹簧螺母与螺杆的自动装配,进一步地提高了工作效率。
- 还没有人留言评论。精彩留言会获得点赞!